





- Research on the reinforcement experiment of recycled aggregates based on particle shaping and vacuum cement coating
Shuai Wanga,b, Aixun Wangb, Xudong Fua,*, Keyang Wub, Xianwei Zhangc and Yongpeng Tangd
aWuhan University, Wuhan, Hubei Province, 430072
bWuhan Construction Engineering Group Co., Ltd., Wuhan, Hubei Province, 430056
cInstitute of China Ocean Engineering, Qingdao, Shandong Province, 266520
dWuhan Construction Xinxiang Technology Development Co., Ltd., Wuhan, Hubei Province, 430050This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Reinforcement of recycled aggregates stands as a pivotal strategy to stimulate their resource utilization. This study proposes a strengthening method of recycled aggregate combined with particle molding and vacuum cement coating, and the key control parameters in the reinforcement process, resultant reinforcement outcomes, failure modes, and water absorption kinetics were discussed. Experimental findings suggest that diminutive surface particle sizes present amplified challenges for shaping. The particle strength within each size categories demonstrates an initial ascent followed by descent with prolonged shaping, underscoring an optimal reinforcement duration. Excessive shaping precipitates a decline in the property of recycled aggregates, manifested through fracture, crush, and local damage. The moisture content of recycled aggregates undergoes fluctuations throughout the shaping process. Notably, the application of vacuum cement coating markedly ameliorates water absorption post-particle shaping, thereby augmenting failure mode resilience. Building upon these observations, the framework of “moderate shaping,” “moderate damage,” and “damage-repair integration” is introduced for both internal and external reinforcement. This paradigm aims to bolster the particle strength of recycled aggregates, thus facilitating water conservation during the scale-up preparation phase. This study can guide the establishment of production facilities tailored for recycled concrete and furnish insights for the scaled-up preparation of recycled concrete materials.
Keywords: Recycled aggregate, Particle shaping, Vacuum cement coating, Failure mode, Particle strength.
Recycled aggregates refer to materials formed by crushing and processing waste concrete [1]. These aggregates find application in the formulation of recycled concrete, mortar, and a spectrum of engineering endeavors, including backfilling foundation pits, prefabricated components, ecological slope protection, and architectural greening [2-6]. The incorporation of recycled aggregates not only facilitates the utilization of construction waste resources but also curtails their environmental footprint, thereby reducing reliance on natural stone extraction in concrete production and consequent carbon emissions [7, 8]. This type of practice
assumes paramount importance in conserving natural resources and safeguarding ecological integrity. Presently, the extant waste concrete crushing process, aggregate reinforcement techniques, and the production of recycled aggregates within the industry predominantly hinge on mechanical crushing processes [9]. This method yields aggregates characterized by attributes such as high porosity, pronounced water absorption, diminished elastic modulus, coarse surface texture, varied angularity, and susceptibility to fracturing. Markedly, microcracks are commonly inherent in initial recycled aggregates [10], which, under load force, may propagate and significantly influence the water-cement ratio during concrete mix formulation, thereby compromising the property of the resultant recycled concrete.
A multitude of scholars, both domestically and internationally, plunged into extensive research on recycled aggregates, yielding significant advancements. Li et al. [11, 12] employed particle shaping techniques to modify recycled aggregates, resulting in reductions in porosity, water absorption, and crushing index post-shaping. However, it was observed that mechanical grinding can induce an increase in micro-cracks on the surface of recycled aggregates, consequently impairing their mechanical properties and durability [13]. Katz [14] conducted mechanical property tests on recycled aggregate particles post-ultrasonic deburring, demonstrating a 7% improvement in compressive strength. The above researches indicate that the method of modifying the particle shape of the recycled aggregate is beneficial to enhance the mechanical properties of the aggregate, but it is necessary to solve the micro-cracks generated during the treatment of the aggregate. Recycled aggregate coating technology can be used to compensate the micro-cracks. Martirena et al. [15] utilized cement slurry to coat the surface of recycled aggregates and conducted water absorption tests on the reinforced aggregates. Findings indicate a notable decrease in porosity post-reinforcement, along with a weakening of water absorption properties. Cement slurry serves to remedy voids and cracks in recycled aggregates by filling and forming hydration products. Nonetheless, this approach is constrained by the limited fluidity of cement slurry, which may fail to adequately fill surface cracks in recycled aggregates [16]. Zhang et al. [17] employed a concrete shaking table to ensure thorough penetration of cement slurry into aggregate voids, facilitating the preparation of concrete using modified recycled aggregates. This method effectively enhances the compressive strength and splitting tensile strength of recycled concrete, albeit with low preparation efficiency and limited property enhancement. Chen et al. [13] treated particle-shaped recycled aggregates with polyvinyl alcohol and organic silicone waterproofing agents, resulting in concrete with enhanced workability, compressive strength, impermeability, and frost resistance. Ismail et al. [18] initially treated coarse recycled aggregates by soaking them in a low-concentration acid solution to remove loose impurities from their surfaces, followed by immersion in a calcium silicate solution. The study revealed that the calcium silicate solution formed a coating on the surface of recycled coarse aggregates, effectively filling surface cracks and voids. Wang et al. [19], on the other hand, utilized a combination of particle shaping and immersion in organosilane waterproofing agents to enhance and modify recycled coarse aggregates before preparing concrete. The research demonstrated a prominent enhancement in the carbonation resistance of recycled concrete post-reinforcement. Despite the
advancements achieved by these methods, they predominantly rest on single physical and chemical approaches. While these techniques enhance the property of recycled aggregates to some extent, they often encounter challenges in mitigating losses during shaping and adequately filling cracks in recycled aggregates. Consequently, the improvement in the property of recycled aggregates remains constrained, with the water absorption of the aggregates remaining relatively high. This can introduce uncertainties in initial mix designs and internal reaction processes of recycled concrete. Furthermore, these methods are encumbered by complex processes and pose difficulties in implementation at factories and construction sites, impeding their scalability as well as the development and applications of relevant technologies. Therefore, the integration of recycled aggregate shaping and coating techniques emerges as a critical avenue for advancing this field. Emphasizing the seamless integration of coatings with aggregates stands as a pivotal research focus in this regard.
In light of the attributes of recycled aggregates, this paper introduces a methodology that integrates particle shaping with vacuum cement coating. The objective is to eliminate old mortar from the surface of aggregates, minimize loose depressions and voids, and enhance their morphological features via moderate shaping of particles. Furthermore, the method entails coating recycled aggregates with vacuum cement, culminating in a holistic reinforcement strategy termed “damage-repair integration.” This strategy aims to rectify secondary cracks in both the original and shaped recycled aggregates. In conjunction with the reinforcement process, influencing mechanisms, and on-site conditions, the paper probes into the preparation and deployment of recycled aggregates reinforced through this method in engineering sites, which lays the groundwork for broadening the utilization of recycled aggregates.
Experimental materials and schemes
The recycled aggregates utilized in the experiments were sourced from the broken supported beams dismantled in a relocation project in Wuhan, with the original concrete designed to meet grade C30 specifications. Following cutting, the concrete blocks were subject to crushing using a jaw crusher and subsequent sieving into three distinct particle sizes: 5~10, 10~20, and 20~40 mm. Prior to experimentation, the recycled aggregates underwent thorough cleaning, washing, and drying for preparation. The cement employed was supplied by Huaxin Cement Co., Ltd., characterized by a grade of P.O.32.5 cement. The experimental schemes are delineated in Table 1, encompassing compressive strength tests and water absorption tests. A total of 15 sets of compressive strength tests and 10 sets of water absorption tests were executed. Each test comprised 10 recycled aggregates, and 3 parallel tests were conducted for each group, yielding a cumulative total of 750 recycled aggregate assessments. Fig. 1
Experimental methods
Particle shaping
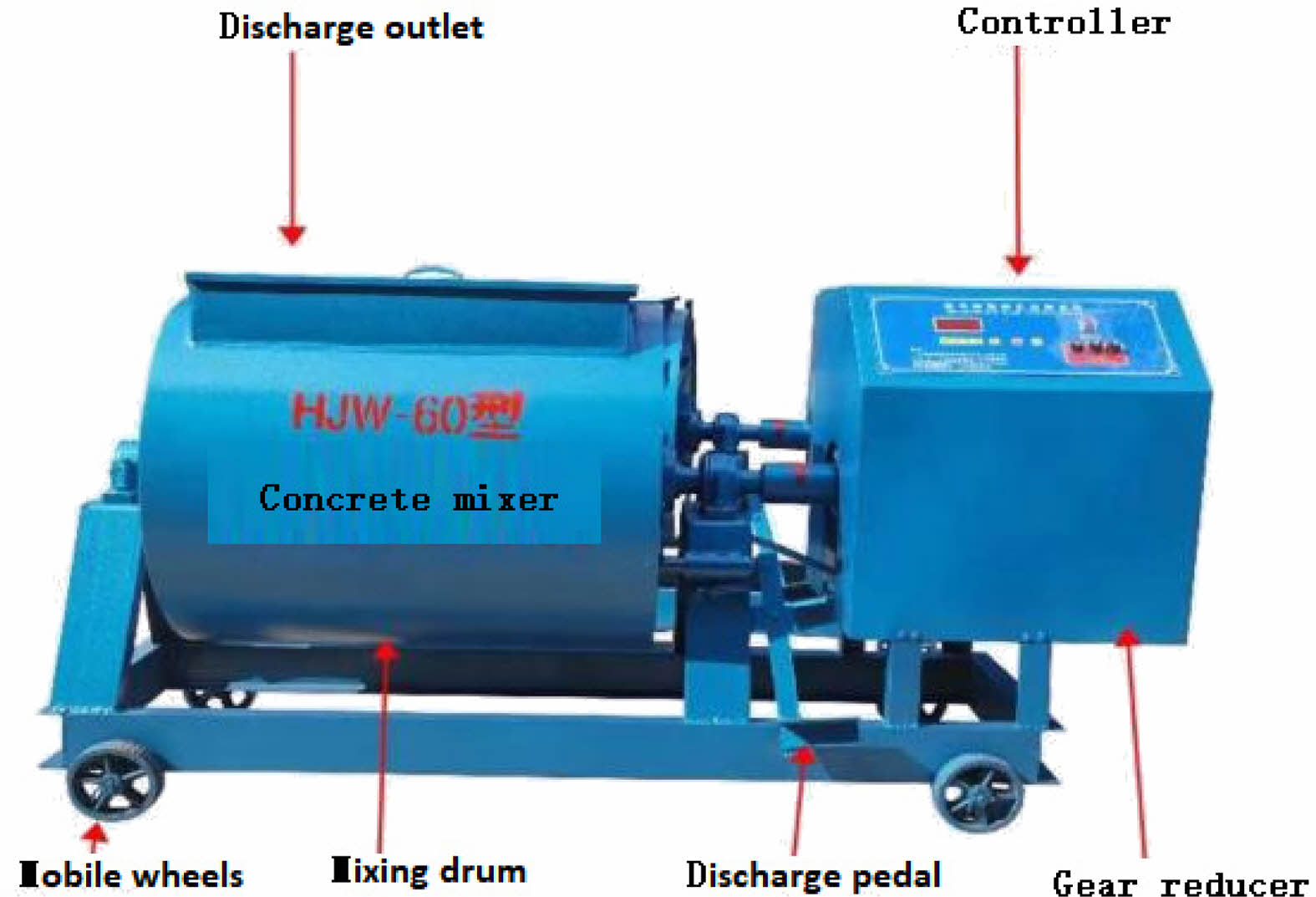
For this experiment, a concrete forced mixer [20], as illustrated in Fig. 2, was employed. Throughout the experiment, the original recycled aggregates were gradually poured into the mixing chamber, which was tilted at a 45° angle. Clean water was then added to fully immerse the surface of the aggregates. The mixer’s motor was activated via an external switch, operating at 500 revolutions per minute (r/min), and the experiment proceeded for the duration specified in Table 1. Upon completion of the experiment, the recycled aggregates were cautiously extracted from the mixing chamber, cleaned, dried, and sieved to obtain pure aggregates for subsequent test.
Vacuum concrete coating
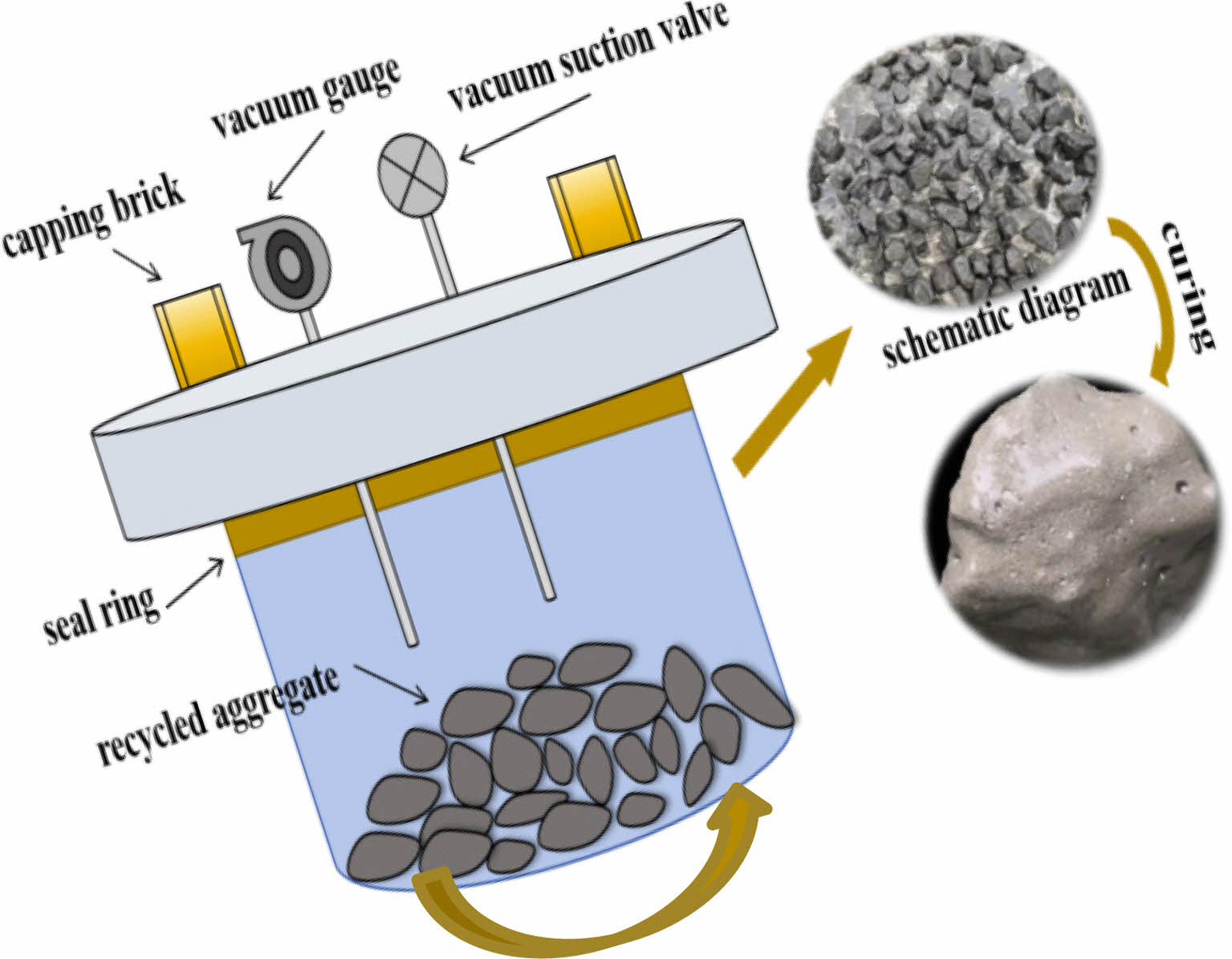
This process commenced by placing the recycled aggregates inside the vacuum chamber, as illustrated in Fig. 3. The sealing ring on the cover of the vacuum chamber was moistened and then tightly sealed to the edge of the chamber. Subsequently, the inlet valve was closed while the exhaust valve was opened, allowing connection to the vacuum suction valve. The vacuum chamber was then evacuated to 0.8 MPa. Once the exhaust valve was closed, a container containing cement slurry (with a water-cement ratio of 1:1) was attached to the inlet valve. The inlet valve was gradually opened, submerging the surface of the aggregates entirely in the cement slurry while equalizing the pressure inside the chamber with the external pressure. To facilitate uniform coating, the vacuum cylinder was slowly raised on one side, enabling the chamber to rotate along the circular edge of the bottom for 15 minutes. Following rotation, the chamber was left to stand for an additional 15 minutes to ensure a thorough coating of the recycled aggregates with cement slurry. Any surplus cement slurry was drained, and the coated recycled aggregates were individually retrieved and placed in a mortar curing box for a period of 7 days to yield vacuum cement-coated reinforced recycled aggregates.
Detection of compressive strength
A homemade particle strength tester was employed for the experiment, wherein the recycled aggregates were positioned on a steel support platform. An upper compression sensor consistently monitored the force applied to the recycled aggregate particles in real-time. The experiment proceeded as the support platform ascended at a rate of 0.1 mm/s, continuing until a noticeable decline in the compression sensor reading or until the crushing of the recycled aggregate particles was observed. At this juncture, the loading was halted, and the recorded value represents the compressive strength of the recycled aggregate particles [21]. The experimental setup is depicted in Fig. 4.

|
Fig. 1 Demolition of supported beams and crushing of waste cement. |
|
Fig. 2 Particle shaping equipment. |
|
Fig. 3 Vacuum cement-coated reinforcement device. |

|
Fig. 4 Experimental setup for the property of recycled aggregate particles. |

Particle shaping time and unconfined compressive strength of recycled aggregates
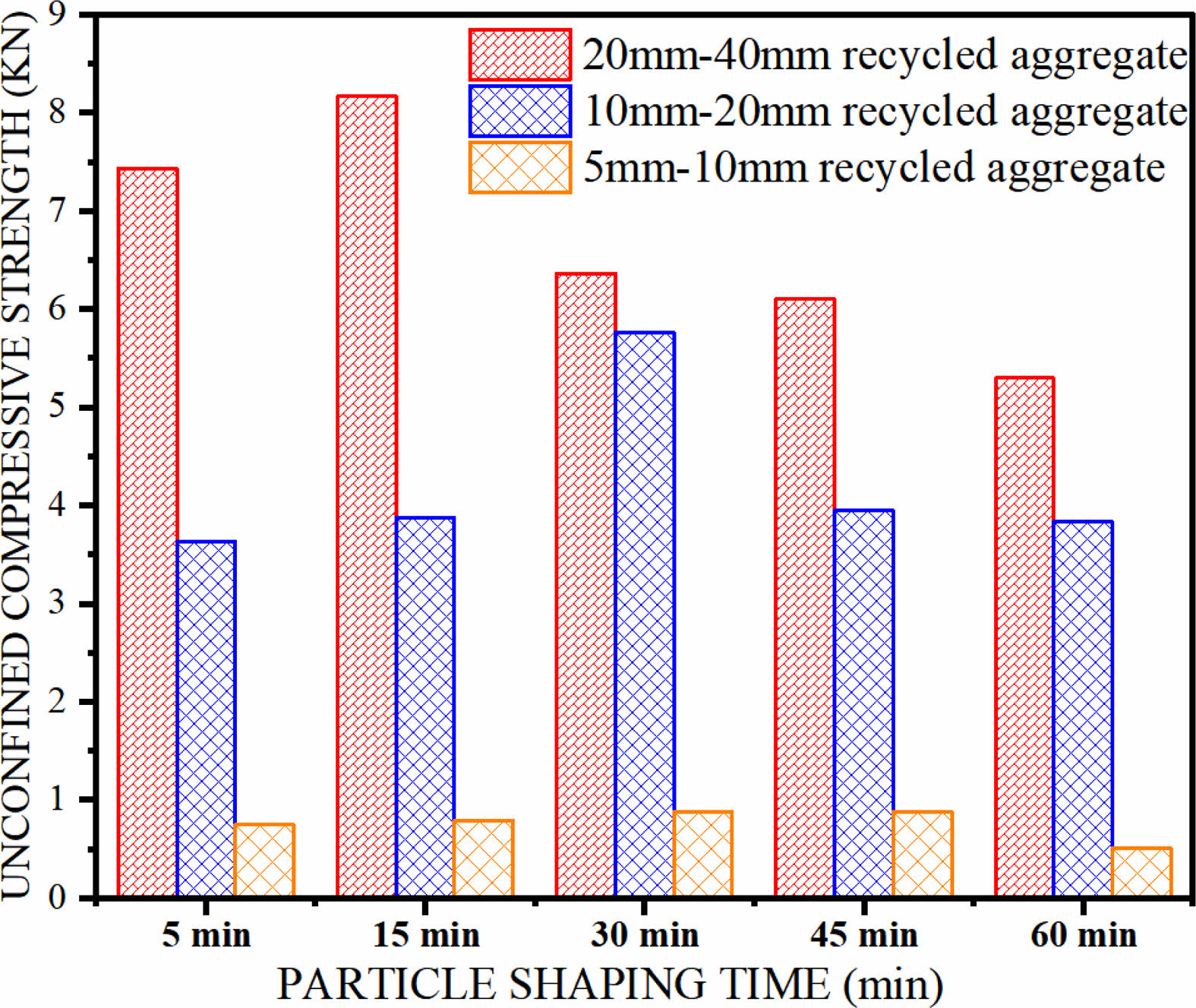
Fig. 5 illustrates the relationship between particle shaping time and the unconfined compressive strength of recycled aggregates with various particle sizes. According to the experimental findings, the unconfined compressive strength of recycled aggregates in the 5~10, 10~20, and 20~40 mm size categories initially rises and then declines as shaping time prolongs. There is an “optimal control time” (Ty) for particle shaping, which varied in this experiment of different size categories. Following shaping, the maximum compressive strengths of the three particle size ranges were recorded as 0.89, 5.78, and 8.18 kN, respectively, corresponding to optimal control times (Ty) of 45, 30, and 15 minutes. Introducing the ratio of the average particle size (D50) to the optimal shaping time (Ty) as the initial reinforcement coefficient (Qy=D50/Ty), the initial reinforcement coefficients (Qy) for the 5~10, 10~20, and 20~40 mm particle size categories were determined as 0.167, 0.5, and 2 mm/min, respectively. Consequently, it is evident that Ty of recycled aggregates exhibits an inverse relationship with the initial average particle size (D50). A smaller initial average particle size indicates a longer optimal shaping time, suggesting that particle shaping becomes progressively challenging as the average particle size diminishes.
Typical failure modes and load force of recycled aggregates
Fracture type
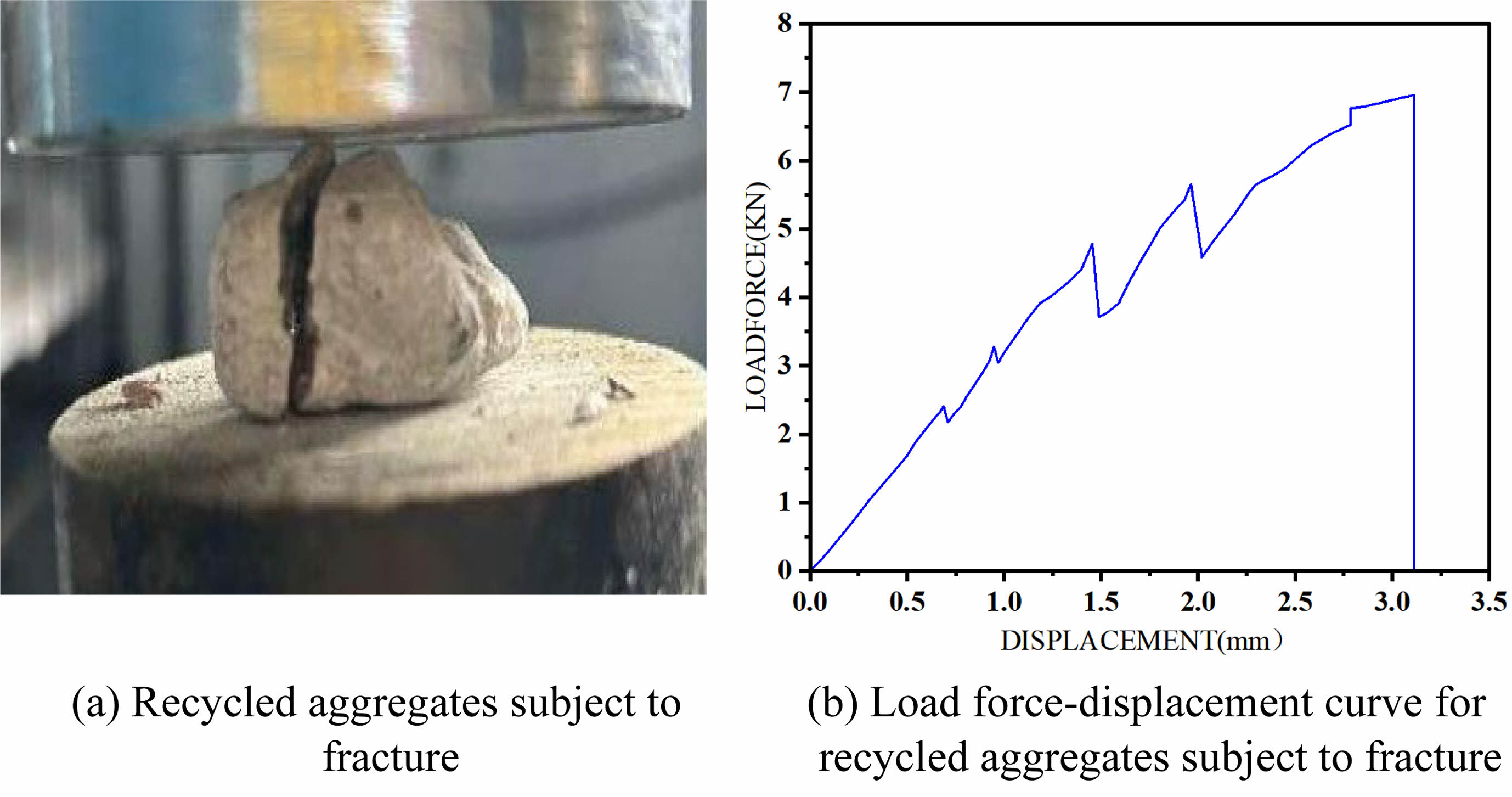
After being subjected to load force, recycled aggregates form one or more continuous dividing cracks along the vertical direction, and the particles fracture into several blocks at the end of the crack, as shown in Fig. 6(a). The load force-displacement curve for this type of recycled aggregate is depicted in Fig. 6(b). During the initial loading phase, the load force on the recycled aggregates changes uniformly with displacement, approximating an elastic state. As loading continues, there are multiple instances of decreasing and then increasing steps in the load force-displacement curve, with the magnitude of changes diminishing. Towards the end of the loading phase, there is a sharp decrease in load force.
This type of aggregate commonly demonstrates a more uniform morphology, relatively smooth surface, and increased hardness. The emergence of such stress conditions is frequently linked to the internal dissemination of damage during the compression and fragmentation phases of recycled aggregates. As a result, the entirety of the recycled aggregate persists in carrying load despite being damaged, leading to eventual separation into multiple particles, rendering it unable to continue bearing load collectively. Upon surpassing the peak value of compressive strength, a sudden decline is observed. These aggregates typically exhibit inadequate toughness and are unsuitable for various engineering applications.
Crush type
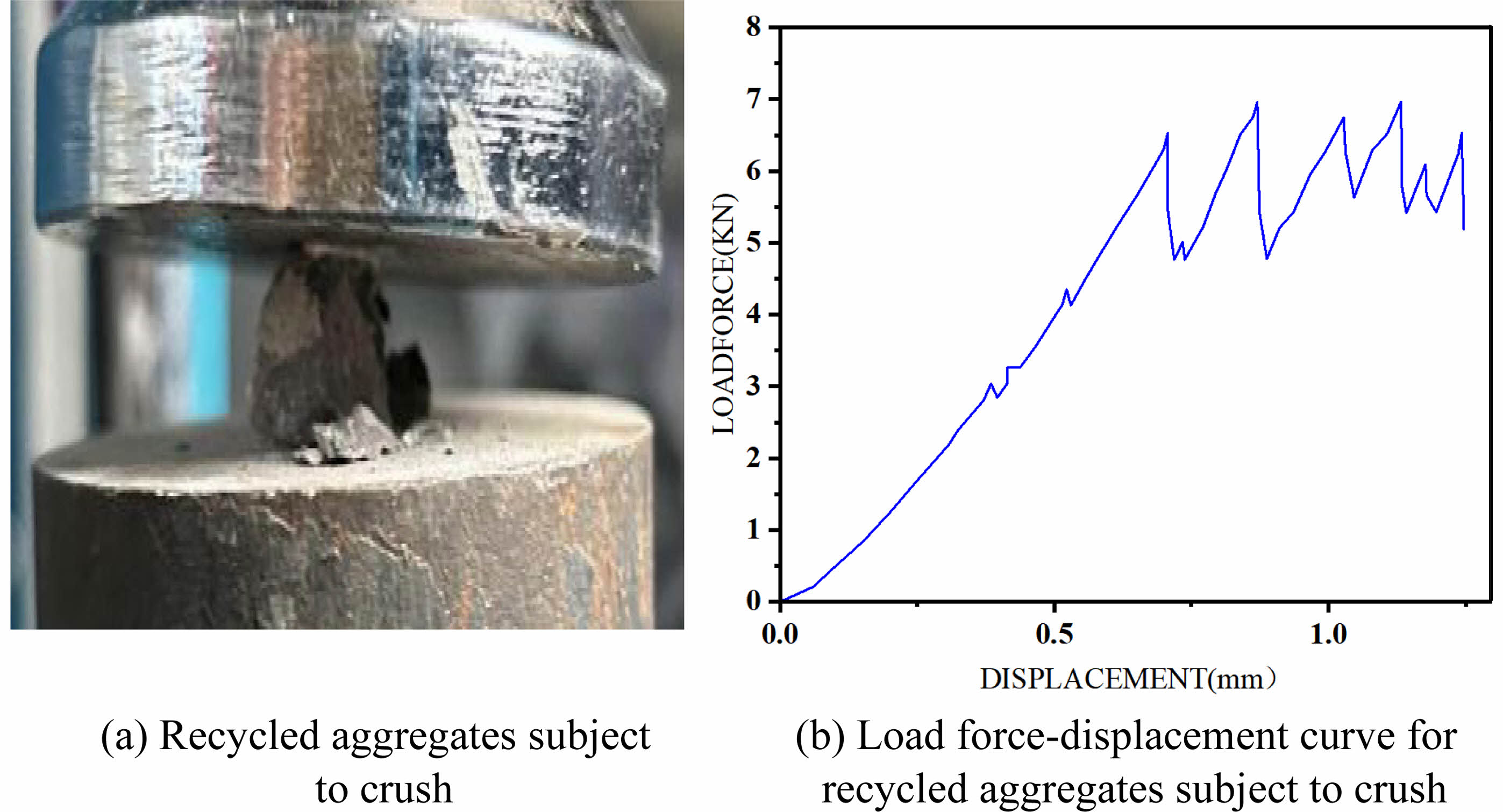
After being subjected to load force, recycled aggregates with no distinct primary cracks experience rapid connectivity of residual damaged areas due to compression-induced fragmentation, forming multiple cracks internally. The resulting recycled aggregates appear as fragments. However, before dispersing, the fragments of recycled aggregates still stack together to resist the load, leading to a jagged upward load force-displacement curve. This type of curve does not exhibit a clear peak value or a significant drop, as the fragments of recycled aggregates remain stacked together. This type of aggregate commonly has more corners on the surface, and the contact form with the steel support platform is multi-point contact. The failure mode of such aggregates is presented in Fig. 7(a), while the load force-displacement curve for recycled aggregates subject to crush is illustrated in Fig. 7(b).
Local damage type
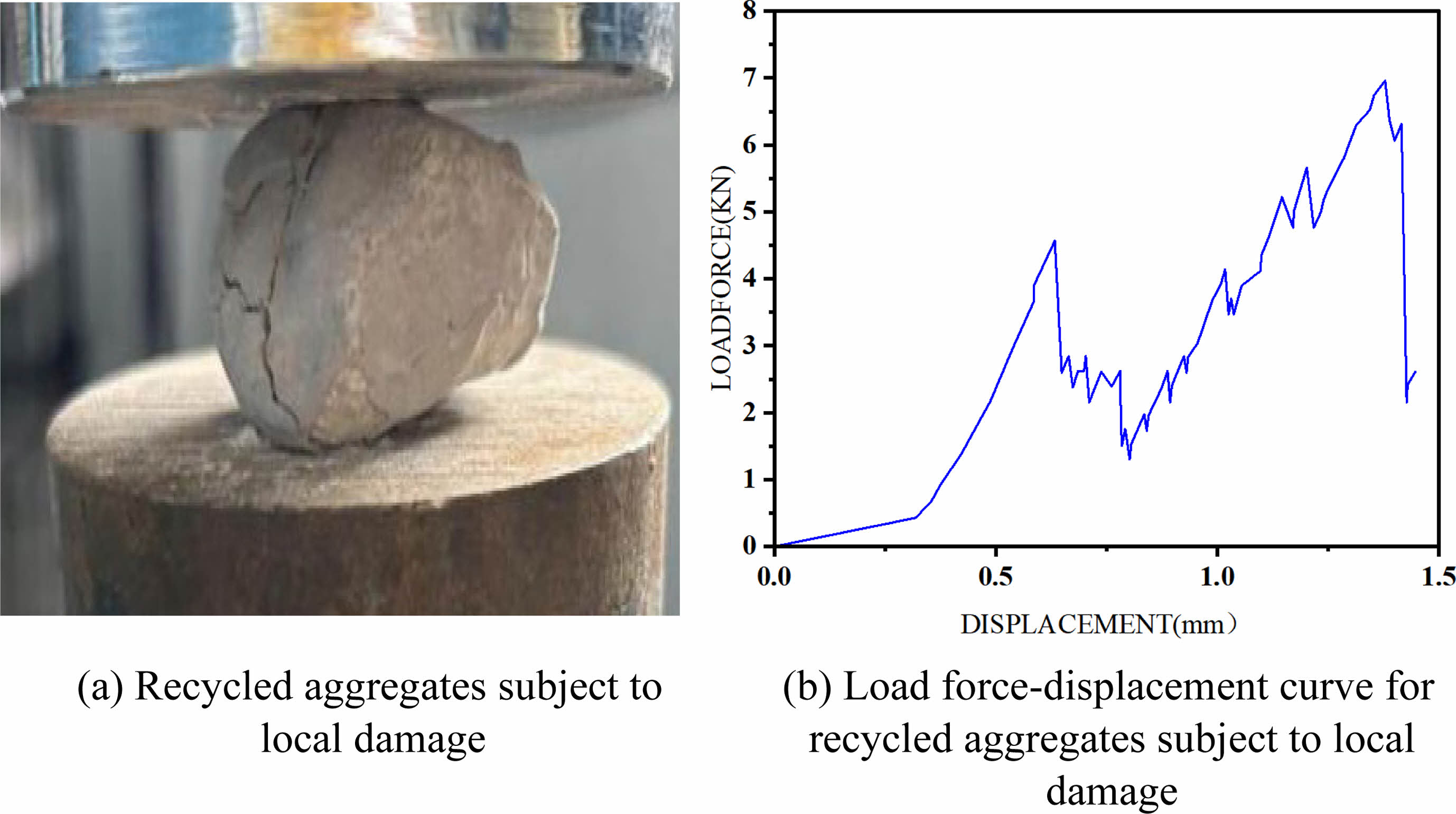
After being subjected to load force, recycled aggregates experience local damage and form connected cracks vertically, which then separate into several blocks. The remaining main body of the recycled aggregates retains its load-bearing capacity. As loading progresses, the load force-displacement curve for this type of recycled aggregate initially rises to a small value, followed by a sudden drop. Subsequently, the curve continues to ascend until it reaches the load-bearing limit of the recycled aggregates, at which point another sudden drop occurs. The magnitude of the second drop is significantly higher than the first. The failure mode of recycled aggregates subject to local damage is illustrated in Fig. 8(a), while the load force-displacement curve is depicted in Fig. 8(b). The random expansion of micro-cracks inside the aggregates, collectively acting, causes some of the recycled aggregates to separate from the main body, resulting in local damage within the main body of the recycled aggregates. This type of aggregate commonly has a smooth surface and a near-spherical shape, which means that the aggregate has been adequately shaped but this also causes cracks to form through the aggregate, causing it to break down into small pieces at the test site.
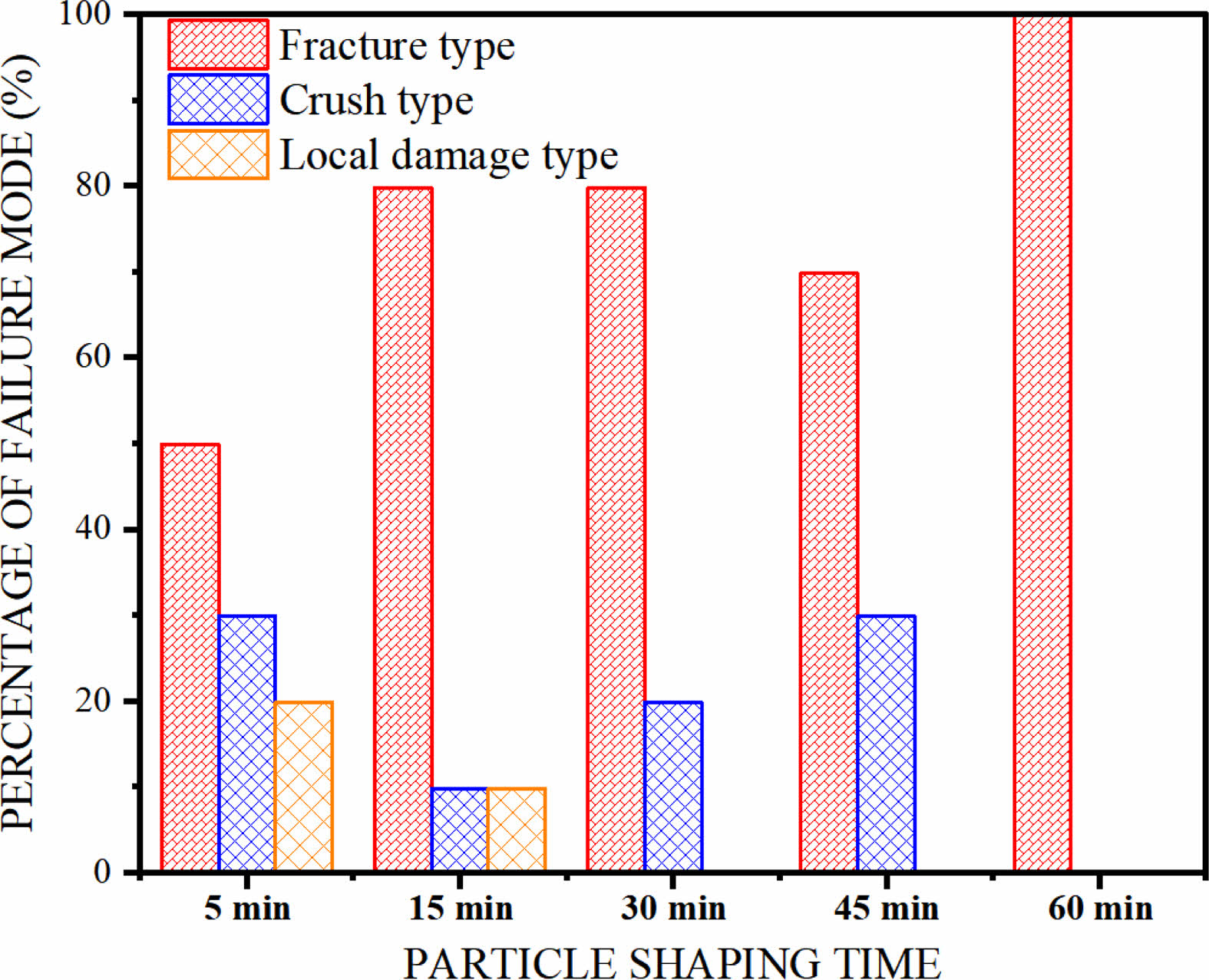
Results of the relationship between particle shaping and failure modes of recycled aggregates
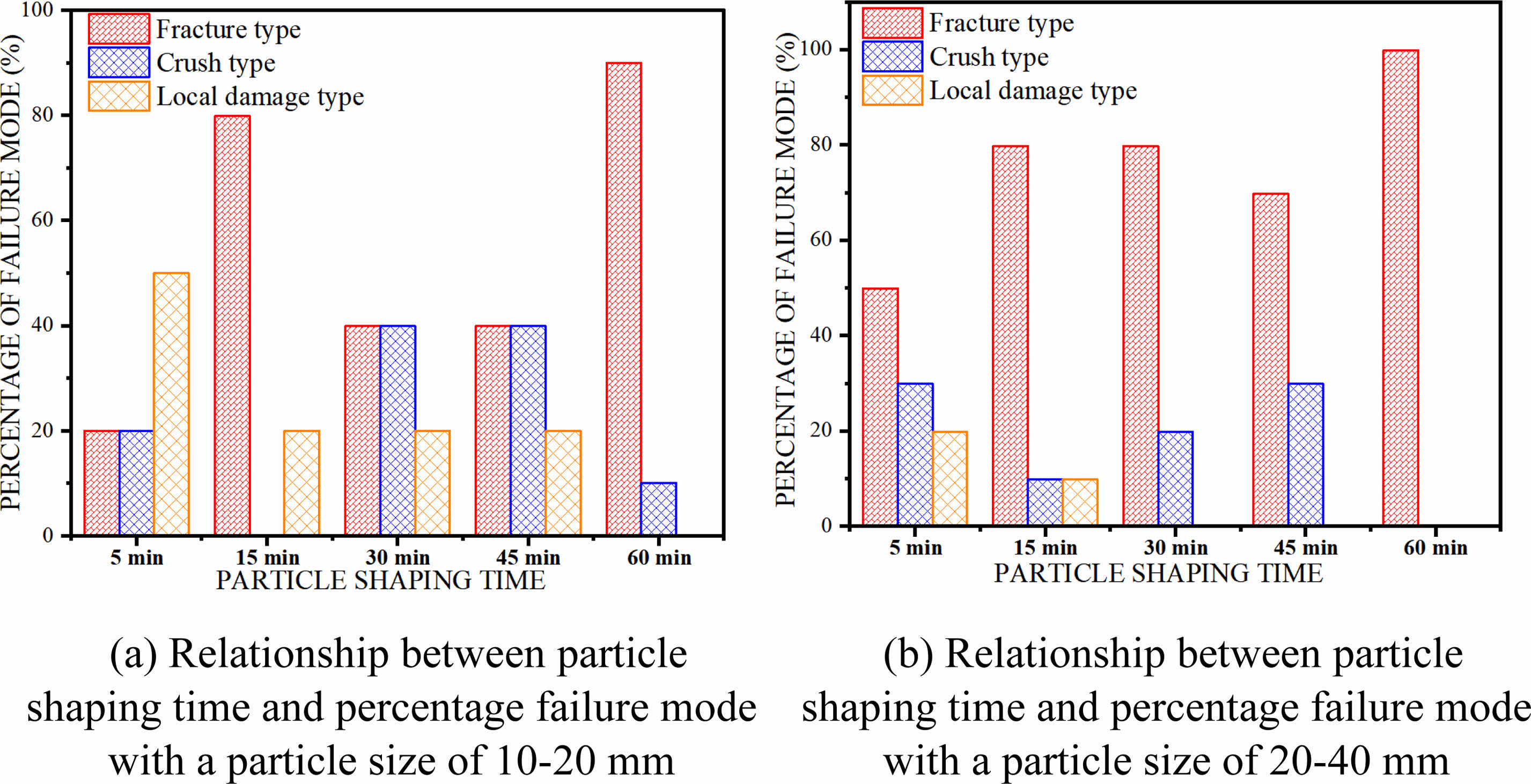
As evidenced by Figs. 9(a) and 9(b), statistical analysis of the three types of failure modes for recycled aggregates of varying particle sizes indicates that larger particle sizes exhibit a more diverse distribution of the three failure modes. Comparatively, in the 10~20 mm particle size range, the likelihood of fracture-type failure is higher than that in the 20~40 mm particle size range. This is primarily attributed to the more regular shapes resulting from smaller particle sizes, rendering fracture-type failure more probable. Conversely, the 20~40 mm particle size range encompasses diverse angular shapes, with the shaping time during the process potentially influencing the trend of failure modes in recycled aggregates. In general, fracture type failure is most frequently observed among the three types of failure modes in the 20~40 mm particle size range. Moreover, with shorter shaping times, there is minimal variation in the aggregate’s failure mode. However, as shaping progresses, the appearance of concave pores diminishes, and the smaller pointed particles assume a more regular shape, leading to an increase in fracture-type failures. Excessive shaping exacerbates the proliferation of micro-cracks within the aggregates, gradually elevating the proportion of tough fracture and crush type failures, ultimately culminating in the predominance of fracture-type failure in later stages. The shaping time interval is categorized into three stages: initial, intermediate, and excessive. To mitigate the fracture type failure of recycled aggregates, it is imperative to control the shaping time before reaching the optimal control time and to avoid excessive shaping to prevent undue damage to the recycled aggregates.
Experimental results of the relationship between particle shaping and vacuum cement-coated recycled aggregates
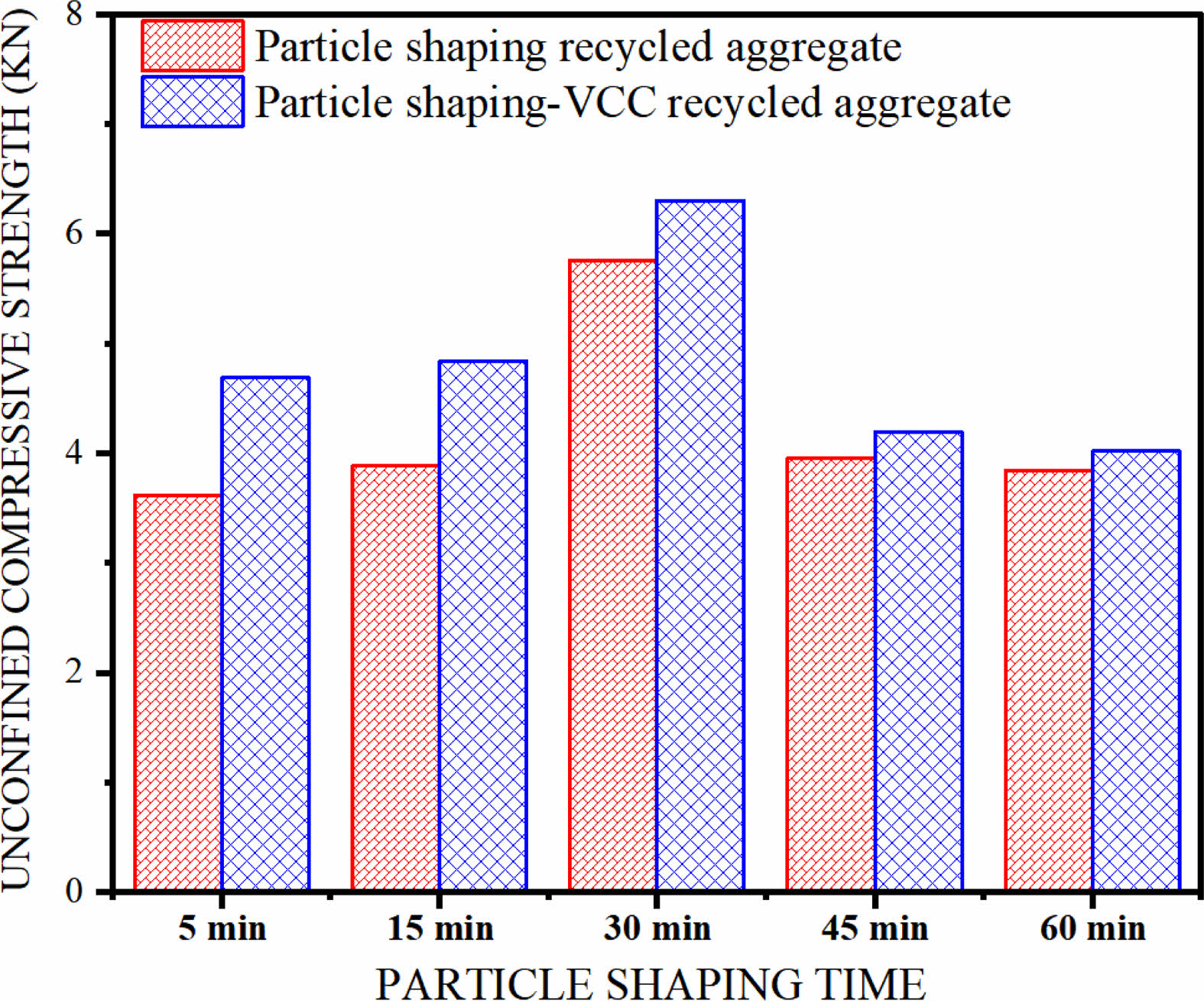
Fig. 10 demonstrates that when juxtaposed with the particle strength of recycled aggregates subjected to particle shaping alone versus those subjected to particle shaping combined with vacuum cement coating, a significant enhancement in strength is evident with vacuum cement coating reinforcement. Specifically, for recycled aggregates with a particle size of 10~20 mm, notable improvements in strength are observed with vacuum cement coating reinforcement, particularly when the particle shaping time is 5 minutes. In comparison to the unreinforced recycled aggregate group, the average strength increases by 29.3%. Furthermore, when the particle shaping time extends to 30 minutes, the average strength of the experimental group subject to vacuum cement coating peaks at 6.31 kN. However, with prolonged particle shaping time, the efficacy of vacuum cement coating reinforcement gradually wanes.
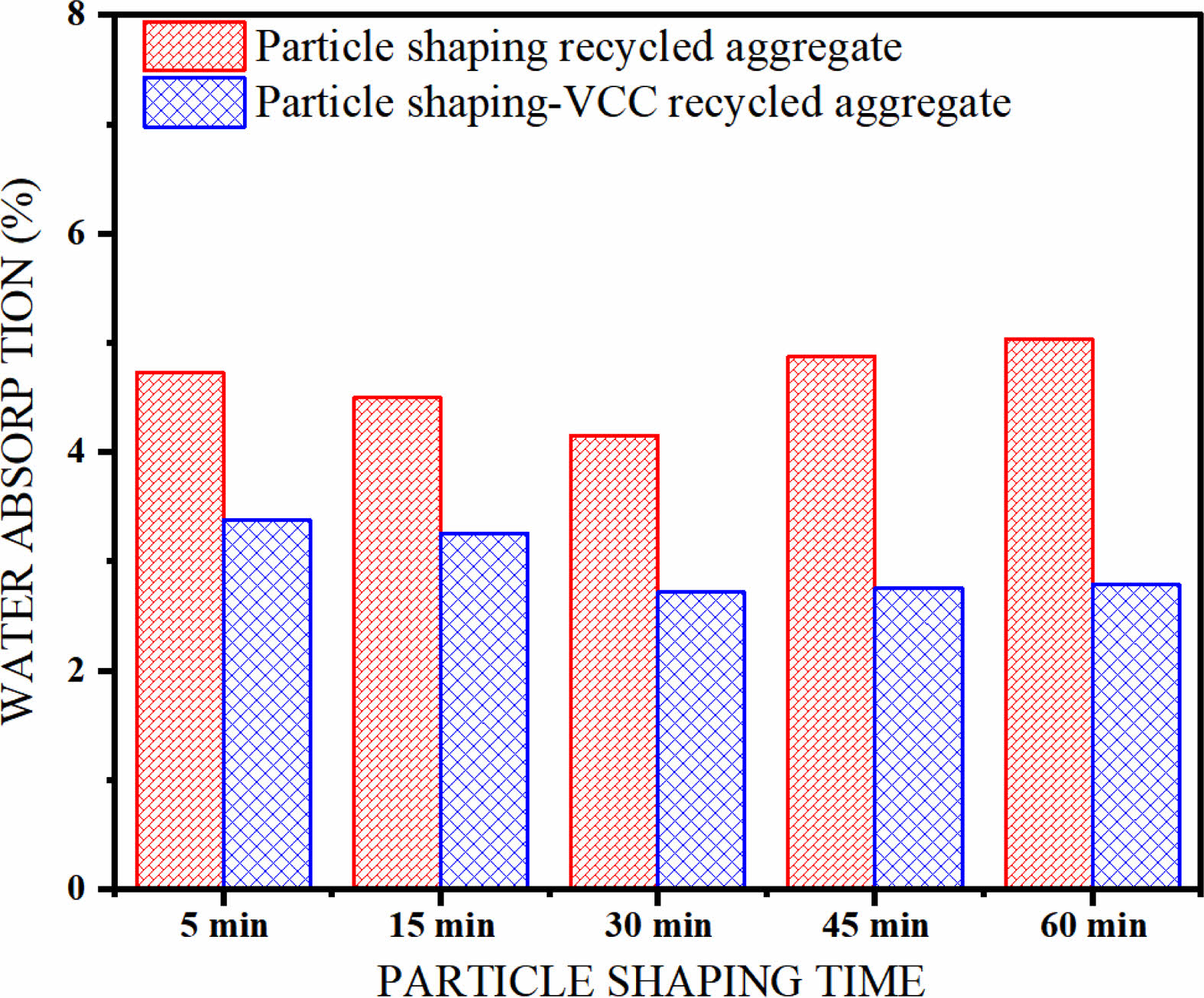
Experimental results of water absorption for the relationship between particle shaping and vacuum cement-coated recycled aggregates
As depicted in Fig. 11, the relationship between particle shaping time and water absorption of recycled aggregates illustrates that, for unreinforced recycled aggregates, the moisture content decreases before reaching the optimal shaping time. With prolonged particle shaping time, the reinforcing effect of vacuum cement coating on the water absorption of recycled aggregates with 10~20 mm particle size initially diminishes and then increases. This pattern emerges because particle shaping initially eliminates surface grooves and pores, resulting in smoother surfaces and reduced external connected pores, thereby significantly decreasing water absorption of the recycled aggregate particles. However, surpassing the optimal shaping time induces the formation of micro-cracks in the aggregates, leading to an increase in water absorption. Upon vacuum cement coating reinforcement of recycled aggregates, the cement fills both internal and external pores effectively, consequently reducing the overall water absorption capacity of the particles. It is evident that particle shaping and vacuum cement coating contribute to the reduction of water absorption in recycled aggregates, thereby facilitating water conservation in the scale-up preparation process. The strength and water absorption of recycled aggregate strengthened with vacuum cement coating are significantly improved compared to other recycled aggregate treated with single aggregate shaping or cement coating [13, 14].
Relationship between the failure modes of particle shaping and vacuum cement-coated recycled aggregates
As witnessed in Fig. 12, the relationship between particle shaping time and failure modes of vacuum cement-coated recycled aggregates with a particle size of 10~20 mm closely resembles that of particle-shaped recycled aggregates. However, the discrepancy lies in the prevalence of fracture type failure in vacuum-coated reinforced recycled aggregates during particle shaping times ranging from 5~30 minutes. Meanwhile, the proportion of crush type and local damage type decreases significantly compared to particle-shaped recycled aggregates. This disparity primarily stems from the dense filling of cracks in the aggregates by the vacuum cement coating, resulting in improved overall particle integrity. It is evident that the cement coating method can augment the brittleness of the aggregates while diminishing their toughness.
|
Fig. 5 Relationship between particle shaping time and the unconfined compressive strength of recycled aggregates with various particle sizes. |
|
Fig. 6 Failure characteristics of recycled aggregates subject to fracture |
|
Fig. 7 Failure characteristics of recycled aggregates subject to crush. |
|
Fig. 8 Failure characteristics of recycled aggregates subject to local damage. |
|
Fig. 9 Relationship between particle shaping time and percentage failure mode with varying particle sizes. |
|
Fig. 10 Experimental results of the relationship between particle shaping and vacuum cement-coated recycled aggregates. |
|
Fig. 11 Experimental results of water absorption for the relationship between particle shaping and vacuum cement-coated recycled aggregates with 10-20 mm particle size. |
|
Fig. 12 Relationship between the failure modes of vacuum cement-coated recycled aggregates and shaping time with 10~20 mm particle size. |
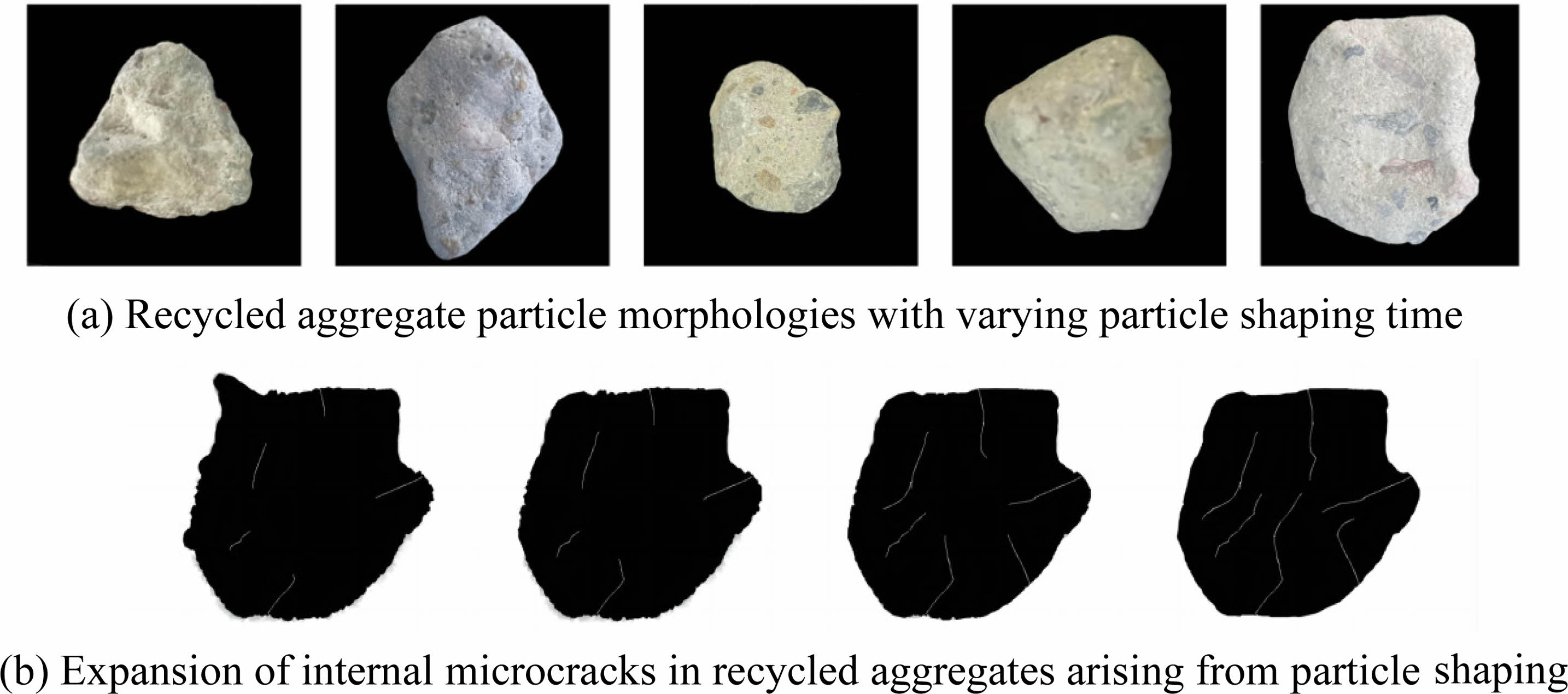
Influencing mechanism of particle shaping on the property of recycled aggregates
As depicted in Fig. 13(a), as the particle shaping time extends, the morphology of recycled aggregates gradually transitions from irregular polygons to smoother surfaced polygons. This transformation is attributed to the particle shaping process, which entails placing the recycled aggregates in a rotating container. The efficacy of particle shaping primarily stems from the collisions occurring between the recycled aggregate particles within the rotating container and between the recycled aggregates and the container’s surface. Given that the rotation speed of the container remains constant throughout the experiment, the intensity of these collisions is directly linked to the mass of the recycled aggregate particles. Consequently, higher-quality recycled aggregate particles experience more pronounced effects with each collision, thereby necessitating shorter particle shaping times for achieving desired results.
When the particle shaping time of recycled aggregates exceeds the optimum value, their particle strength significantly decreases, indicating the entry of recycled aggregates into the excessive shaping stage. As illustrated in Fig. 9, entering the excessive stage first manifests in a notable decrease in the proportion of recycled aggregates subject to fracture compared to the optimum shaping stage, with a significant increase in the proportion of recycled aggregates subject to crush. With further extension of particle shaping time, the proportion of recycled aggregates subject to crush decreases dramatically again, while the proportion of recycled aggregates subject to fracture becomes higher. Moreover, as the excessive shaping stage progresses, the degradation of particle properties of recycled aggregates becomes more apparent with longer particle shaping time. This phenomenon arises from the expansion of internal cracks in recycled aggregates caused by particle shaping. The main effect of particle shaping on enhancing the strength of recycled aggregates lies in removing the old mortar adhering to the surface of recycled aggregates and eliminating surface edges prone to stress concentration, thus improving the load transmission path of recycled aggregates when bearing loads. This aids in preventing the occurrence of fracture type failure in aggregates. The mechanism of the crush type differs from the other two types, as it results from the interconnection of internal micro-cracks during the preparation of recycled aggregates. Employing a hard contact-type particle shaping method inevitably leads to the expansion of internal micro-cracks in recycled aggregates. For recycled aggregates in the optimum shaping period, the enhancement effect of optimizing the load transmission path outweighs the deterioration effect caused by crack expansion, resulting in a significant increase in the strength value of recycled aggregate particles at the macroscopic level.
Fig. 13(b) illustrates that during the excessive shaping state, internal micro-cracks within the aggregates continue to expand, resulting in the formation of multiple interconnected cracks. This escalation significantly elevates the proportion of crush type failure in aggregates that undergo excessive shaping compared to optimally shaped ones. Upon reaching a certain degree of excessive shaping, the proportion of recycled aggregates subject to crush diminishes significantly, with fracture type failure taking precedence. This observation suggests that the internal micro-cracks of recycled aggregates are nearing interconnectedness. Under such conditions, even minimal compressive stress can trigger the expansion of cracks in recycled aggregates, leading to fracture type failure along their primary internal cracks. Furthermore, as depicted in Fig. 11, the water absorption values of both groups of recycled aggregates reach their minimum values at the optimum shaping time. With increasing degrees of excessive shaping, the water absorption of large-sized recycled aggregates experiences a more pronounced increase. This phenomenon can be attributed to the greater presence of interconnected micro-cracks internally and on the surface of recycled aggregates, resulting in heightened water absorption. The relationship between particle shaping time and water absorption, as depicted in Fig. 11, provides another perspective, indicating that excessive shaping of recycled aggregates stems from the expansion of internal micro-cracks, consequently leading to the deterioration of particle strength.
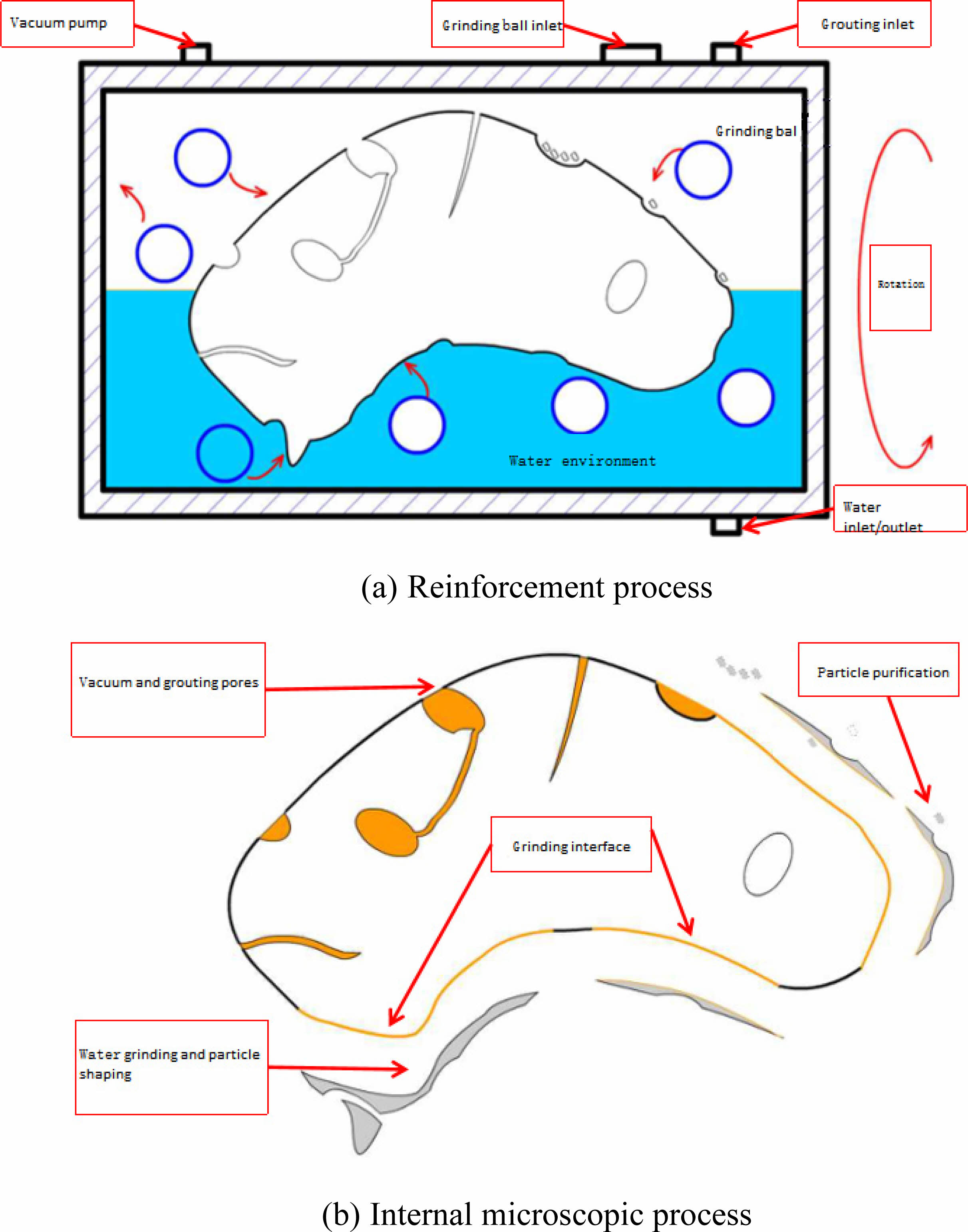
Influencing mechanism of vacuum cement coating on the property of recycled aggregates
In tandem with the experimental results, we analyze the mechanism of the vacuum cement coating reinforcement technique on the property of recycled aggregates with varying particle shaping times. Under normal atmospheric pressure, the gas within the surface cracks of recycled aggregates is in equilibrium with the external atmospheric pressure. However, when recycled aggregates pre-coated with cement are placed in a vacuum environment of 0.8 MPa, the gas within the cracks is evacuated. Consequently, the cement coating can penetrate deeply into the surface cracks of the recycled aggregates, forming a dense protective layer. The schematic diagram illustrating the principle of vacuum cement coating reinforcement and the schematic diagram demonstrating the reinforcement of recycled aggregates with vacuum cement coating are depicted in Fig. 14.
|
Fig. 13 Influencing mechanism of particle shaping on the property of recycled aggregates. |
|
Fig. 14 Vacuum cement coating reinforcement principle |
Internal microscopic process
The water absorption of recycled aggregates is influenced by various factors, including the residual amount of surface old mortar and the quantity and length of internal cracks within the recycled aggregates. Vacuum coating reinforcement reduces the continuity of water permeation channels on the surface of recycled aggregates. As the diffusion coefficient of water in mortar is considerably smaller than the natural permeation coefficient within cracks, the total amount of water entering the interior of recycled aggregates is reduced over the same period, thereby enhancing water absorption. By isolating water permeation on the surface, vacuum cement coating significantly mitigates the impact of crack extension on the water absorption of recycled aggregates. Upon entering the excessive shaping stage, an extended shaping time for 10~20 mm particles from 30 to 60 minutes only results in a marginal 0.7% change in the water absorption. The unique morphology of the recycled aggregates is enhanced post-vacuum coating, with areas prone to local damage and partially connected cracks filled with cement slurry. This optimization improves the force transmission path and reduces the likelihood of local damage during the load-bearing process of recycled aggregates Consequently, as depicted in Fig. 14, the proportion of recycled aggregates subject to local damage significantly diminishes after vacuum cement coating reinforcement. Upon comparing the effects of vacuum cement coating reinforcement on recycled aggregates with different particle shaping times, it is evident that the longer the particle shaping time, the more pronounced the reinforcement effect. For instance, when the shaping time of recycled aggregates with 10~20 mm particle size ranges from 5 to 60 minutes (5, 15, 30, 45, and 60 min), the reinforcement amplitude of vacuum cement-coated aggregate particles diminishes gradually: 29.3%, 24.5%, 9.4%, 6%, and 4.5%, respectively. This trend arises from the limitation of vacuum cement coating technology, which can only repair surface cracks or those connected to the surface. With an extended particle shaping time, internal cracks not connected to the surface lead to aggregate strength degradation, thereby constraining the repair effectiveness of vacuum cement coating technology on damage caused by particle shaping in this stage.
This study employed both the particle shaping reinforcement method and the vacuum cement coating reinforcement method to modify and enhance the properties of recycled aggregate particles. The experiments investigated the strength, failure mode, and water absorption of recycled aggregate particles under different modification methods and shed light on the reinforcement mechanisms for the properties of recycled aggregate particles. These observations lead to the following conclusions:
(1) The failure modes of recycled aggregates can be divided into fracture type, crush type and local damage type. Capitalizing on the particle shaping method to reinforce recycled aggregate particles necessitates controlling the shaping time. The optimal shaping time increases as the particle size of the recycled aggregate decreases. Excessive shaping results in decreased particle strength, elevated water absorption, and a higher proportion of fracture-type failure in the recycled aggregate after shaping. The optimum shaping time of 20~40, 10~20 and 5~10 mm recycled aggregates were 15, 30 and 40 min, respectively.
(2) Vacuum cement coating significantly alters the water absorption of recycled aggregate particles after shaping, enhances the unconfined compressive strength of recycled aggregate, diminishes the proportion of aggregate particles subject to local damage compared to particle-shaped counterparts, and fortifies the strength of recycled aggregate particles. However, for excessively shaped recycled aggregates, the reinforcement amplitude gradually diminishes with the extension of shaping time.
(3) Drawing upon experimental findings, this study identified an optimal control time for the reinforcement phase of recycled aggregates. Prior to this time point, the shaping process effectively eliminates loose mortar adhering to the surface of the aggregates, diminishes external concave pores, and fosters increased particle regularity alongside reduced water absorption. However, exceeding this time point leads to excessive shaping, resulting in excessive damage to the aggregates, the generation of new micro-cracks, and a decline in particle strength, accompanied by an increase in water absorption.
In practical engineering applications, shaping can proceed on recycled aggregates subject to crush utilizing a medium-sized mortar mixer, integrated with a feeding system and automated control of mixing duration, to achieve optimal particle shaping effects. Additionally, swift treatment of the recycled aggregate environment can be attained through a vacuum system, followed by the introduction of cement for aggregate grouting. This approach significantly enhances the property of recycled aggregates on construction sites. The equipment and materials essential for the shaping method outlined in this study are readily accessible on construction sites, presenting an economical and efficient approach for reinforcing recycled aggregate particles. It is noteworthy to note that this method is currently at the laboratory stage, and further research is imperative to refine the equipment and conduct experiments aimed at boosting production capacity to fulfill the demand for large-scale utilization of recycled aggregates in practical applications.
- 1. J.B. Li, J.Z. Xiao, and Z.P. Sun, J. Build. Mater. 04 (2004) 390-395.
- 2. M. Verapathran, S. Vivek, G.E. Arunkumar, and D. Dhavashankaran, J. Ceram. Process. Res. 24[01] (2023) 89-97.
-

- 3. F.H. Si, X.G. Shuai, H.P. Xiong, T. Du, Q.Y. Cui, and Q. Chen, Concrete. 06 (2023) 176-179.
- 4. X.Y. Ge, C.T. Zhong, H.X. Zhang, R.M. Liang, and X.Q. Chen, Build Struc. 52[S1] (2022) 1834-1838.
- 5. F.J. Liu, J. Trans Const & Mgt. 4 (2022) 1834-1838.
- 6. J.Q. Sun, G.W. Cong, J.S. Liu, S.Y. Zhang, and H.Z. Quan, Build Struc. 41[S1] (2020) 381-389.
-
- 7. S. Janani, G.S. Rampradheep, P. Kulanthaivel, and P.C. Murugan, J. Ceram. Process. Res. 23[6] (2022) 884-891.
-
- 8. S. Shanmughan, S.K. Kaliyannan, S. Marasamy, and P. Thiyagarajan, J. Ceram. Process. Res. 24[1] (2023) 111-119.
-
- 9. J.Z. Xiao, Z.P. Sun, J.B. Li, and Z.Q. Gu, Ar Technol. 2 (2005) 141-144.
- 10. Y. Wang, G. Zong, J.J. Fu, J.J. Zhao, and K. Zhou, Concrete. 5 (2020) 64-68.
- 11. Q.Y. Li, Y.X. Li, and C.J. Zhu, New Build Mater. 1 (2006) 17-19.
- 12. Q.Y. Li, Y.X. Li, and C.J. Zhu, Mater. Sci. Technol. 6 (2005) 579-581+585.
- 13. J.L. Chen and Z.P. Ni, Low Temp Ar Technol. 33[2] (2011) 14-16.
- 14. A. Katz, J. Mater Civil Eng. 16[6] (2004) 597-603.
-
- 15. F. Martirena, Taimí Castaño, A. Alujas, R. Orozco-Morales, Lesday Martinez, and S. Linsel, J. Sustainable Cem.-Based Mater. 6[1] (2017) 69-84.
-
- 16. S.B. Ma, Z.Y. Niu, Y.Z. Liu, and P. Wang, J. Ar and Civil Eng. 39[6] (2022) 1-13.
- 17. F.D. Zhang, Sichuan Build Mater. 44[2] (2018) 3-4.
- 18. S. Ismail and M. Ramli, Biz Eng & Indust. 4[7] (2013) 651-656.
- 19. Z.X. Wang, H. Yao, Q.Y. Li, and Y.X. Guo, Concrete 9 (2017) 57-60.
- 20. Y. Tang, Z.F. Qiu, and W.J. Deng, WTR Res and Hydrop Eng. 53[7] (2022) 169-179.
- 21. L.X. Guo, S. Li, L. Zhong, L. Guo, L.Y. Wang, and F.F. Zhang, Mater Rep. 36[15] (2022) 65-71.
-
 This Article
This Article
-
2024; 25(3): 446-456
Published on Jun 30, 2024
- 10.36410/jcpr.2024.25.3.446
- Received on Apr 23, 2024
- Revised on May 20, 2024
- Accepted on May 22, 2024
Services
- Abstract
introduction
experiment review
experimental results
discussion and analysis
reinforcement process
conclusions
- References
- Full Text PDF
Shared
Correspondence to
- Xudong Fu
-
Wuhan University, Wuhan, Hubei Province, 430072
Tel : 027-84782655 Fax: 027-84782655 E-mail: xdfu@whu.edu.cn - E-mail: xdfu@whu.edu.cn
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr