





- Effects of metakaolin and PVA fiber on the compressive strength of shotcrete under different curing conditions
Yang Guoqianga,b, Guo Ganga,b, Wang Lihuia,b, Wang Changchanga,b and Sun Taoa,b,*
aChina Coal Shaanxi Yulin Chemical Energy Co., Ltd, Yulin, 719000, China
bChina Coal Electric Co., Ltd, Beijin, 100000, ChinaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In this paper, wet shotcrete spraying experiments were carried out under different temperature and humidity conditions with different dosage of metakaolin (MK) and different length of polyvinyl alcohol fiber (PVA fiber). And the influence of different content of metakaolin and different length of PVA fiber on the compressive strength of tidal shotcrete under different curing conditions was explored. The results show that the compressive strength of shotcrete increases first and then decreases with the increase of MK content and PVA fiber length under the curing condition of normal temperature and constant humidity. However, under the curing condition of high temperature and humidity, the compressive strength of shotcrete tended to increase with the increase of MK content. Under the condition of high temperature and high humidity curing, the compressive strength of shotcrete is lower than that of shotcrete under normal temperature and constant humidity curing. This study can provide theoretical support for the application of sprayed concrete in different environments
Keywords: High temperature and high humidity, Shotcrete, Metakaolin, PVA fiber, Compressive strength
According to the survey and statistics, the tidal shotcrete technology has become the main technology of the bolt and shotcrete support operation due to the advantages of long conveying distance [1-5]. However, with the gradual increase of coal mining depth, the temperature and humidity of the working environment gradually increased, bolt and shotcrete support in deep roadway needs to meet higher requirements, this means improving the mechanical properties of shotcrete in high temperature and high humidity operations [6, 7].
As a high strength, high modulus of elasticity synthetic fiber, PVA fiber has good affinity with cement, it is widely used in concrete engineering because of its low cost, high strength and good dispersibility [8-10]. MK reacts with cement hydration products CH to form gels such as CSH and CASH, significantly improving the strength, volumetric stability, durability and corrosion resistance of concrete by improving hydration products and micro-structure [11, 12]. Research at home and abroad on the addition of admixtures to improve the strength of concrete has yielded a number of results: Wang et al. [13] demonstrated that by adding both PVA fibers and rubber aggregates together, they were able to improve the durability of the concrete but with a slight reduction in compressive strength; Akkaya Y et al. [14] investigated the effect of PVA fiber treatment and fiber length on the tensile and flexural properties of PVA fiber cementitious composites; Cheng et al. [15] showed through tests that the compounding of MK with slag could enhance the bond between the aggregate and cement paste, resulting in a lower calcium-silica mass ratio in the interfacial transition zone, thereby increasing the compressive strength of light aggregate concrete at all ages. Borges et al. [16] showed that the addition of MK to concrete could increase the early and late strength of concrete to a greater extent. Fazli et al. [17] used response surface methodology to optimize the use of rice husk ash to partially replace cement in concrete. Concrete mixed with rice husk ash with high and optimal compressive strength has been produced. Eom et al. [18] studied the durability degradation of concrete under freeze-thaw and chloride ion intrusion. Lin et al. [19] studied the effects of SAP and additional water diversion on the strength and ultimate expansion ratio of low W/B expansive concrete. SAP can reduce shrinkage by 0.62 µm/m to 1.91 µm/m and further affect compressive strength. Jo et al. [20] presented the results of experiments conducted to study the effects of water cement ratio and binder content (cement and silica fume content) on the property of SCHPC. Hong et al. [21] studied the impact of copper slag replacing sand on the physical properties of concrete. Concrete mixtures were prepared using different proportions of copper slag instead of sand content (from 0% to 100%). The workability, air content, compressive strength, flexural strength, and chemical resistance properties of the mixture were evaluated. Han et al. [22] studied the main mechanical properties of fiber containing concrete. From the experimental results, it can be seen that the fiber replacement ratio and the aspect ratio have no significant impact on the compressive strength. However, with the increase of the fiber replacement ratio and the aspect ratio, the tensile strength and flexural strength have improved.
Although scholars at home and abroad have conducted a large number of studies on MK and PVA fiber, they have not dealt with the effect of two admixtures and more on the compressive strength of tidal shotcrete under high temperature and high humidity operating conditions, so this paper will study the effect of the joint action of MK and PVA fiber on the compressive strength of tidal sprayed concrete under different curing environments, and combine the test results to arrive at the optimum admixture to improve the strength and quality of shotcrete.
Experimental Materials
P·O 42.5 silicate cement was used for the experiments, and river sand was used as fine aggregate with a grain size ≤ 4 mm; washed gravel and pebble blocks were selected as coarse aggregate, with a grain size ranging from 5 mm to 15 mm. Concrete material characteristics conform to national standards GB175-2007, JGJ55-2011 and GB 50086-2015 [23-25].
Experimentally selected white strip PVA fiber, diameter of 0.05 mm, linear density of 1.8 g/cm3, with high strength, elastic modulus; experimental MK appearance of light pink powder, the main component of anhydrous aluminum silicate, coarse particles accounted for 16.4% of the total number of particles, peak particle size of 113.4 μm, fine particles accounted for 83.6% of the total, peak particle size of 17.94 μm.
A total of two admixture variables are considered for study in this experiment, each of which will have a significant effect on the compressive and flexural strength of the shotcrete. The selected grades of both variables were within a reasonable admixture range in order to ensure smooth concrete spraying. In particular, the PVA fiber admixture was determined to be 1.2 kg/m3 and its length was divided into three types: 6 mm, 12 mm and 18 mm; the admixture of MK was 15%, 20% and 25% of the concrete cementing material [26].
Experiment equipment
The tide-type concrete spraying unit is supplied by Shandong Yarate Mechanical and Electrical Engineering Technology Co., Ltd. This unit is the first concrete spraying equipment in China that integrates automatic proportioning, mixing, feeding, spraying and walking, with hydraulic drive operation and a production capacity of 7 m3/h, as shown in Fig. 1. The "sprayed mould" is made of steel with dimensions of 1 m×1 m×0.2 m, as shown in Fig. 2, and is fixed vertically to the flat wall surface with a base plate height of 0.7 m from the ground between 0.8 m and 1.2 m.
Concrete Proportioning
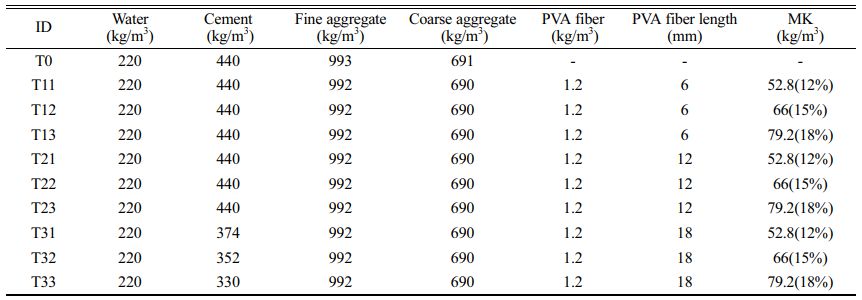
In this study, the cement content of tidal spray concrete was fixed at 440 kg/m3 and the water-cement ratio was fixed at 0.5, where the water-cement ratio of the concrete ready-mix was 0.2 and the water-cement ratio of the material at the nozzle was 0.3. The shotcrete mixes are shown in Table 1, depending on the variable grade of the admixture. The PVA fiber mix is fixed at 0.5% and its length is divided into 6 mm, 12 mm and 18 mm, and the MK mix is divided into 12%, 15% and 18% of the cement mass. The concrete shotcrete group without admixture (T0) was used as a comparison experimental group and its fresh concrete compressive strength was used as a benchmark to influence the mechanical properties of shotcrete.
Test block production and maintenance
The sprayed concrete "sprayed mould" was removed and placed horizontally, left to stand for 24 h, then cut into 100 mm×100 mm×100 mm and 100 mm×100 mm×400 mm concrete test blocks and placed in a constant temperature and humidity curing chamber as shown in Fig. 3. After the curing was completed, the 100 mm×100 mm×100 mm cubic specimens were cored using a concrete coring machine and the φ40 mm cylindrical specimens were taken out.
After the maintenance was completed, the compressive strength of the specimens was determined in accordance with the Standard for Concrete Strength Inspection and Evaluation (GB/T50107-2010), and the MTS815.03 electro-hydraulic servo rock mechanics test system was used to obtain the stress-strain curve determination by means of dynamic loading.

|
Fig. 1 Tidal concrete shotcrete unit. |

|
Fig. 2 Schematic diagram of the shotcrete. |

|
Fig. 3 Constant temperature and humidity curing box. |
For ordinary concrete, the conversion relationship between the compressive strength of a cylinder and the compressive strength of a cube is generally as follows:

Where, fcy and fcu are the cylindrical and cubic compressive strengths of concrete respectively (MPa). Based on the above experiments and curing methods, the compressive strengths of concrete specimens were obtained at different ages. The test blocks were removed after 28d curing and the compressive strength was determined after the test blocks were saturated with clean surfaces in combination with equation (1), as shown in Table 2.
Analysis of the compressive strength of tide shotcrete under normal temperature and humidity conditions
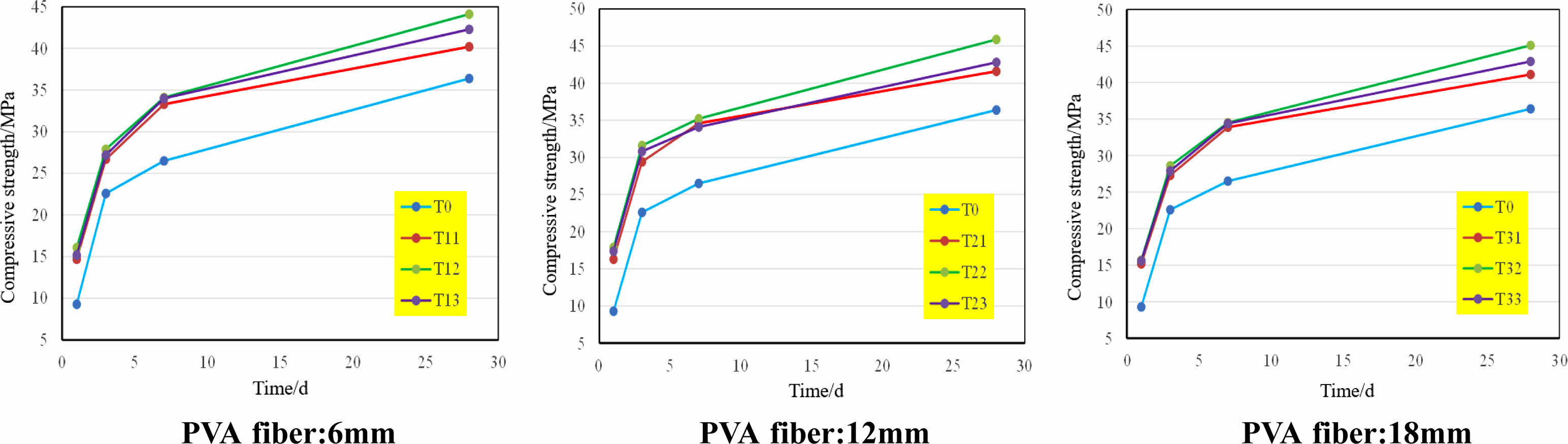
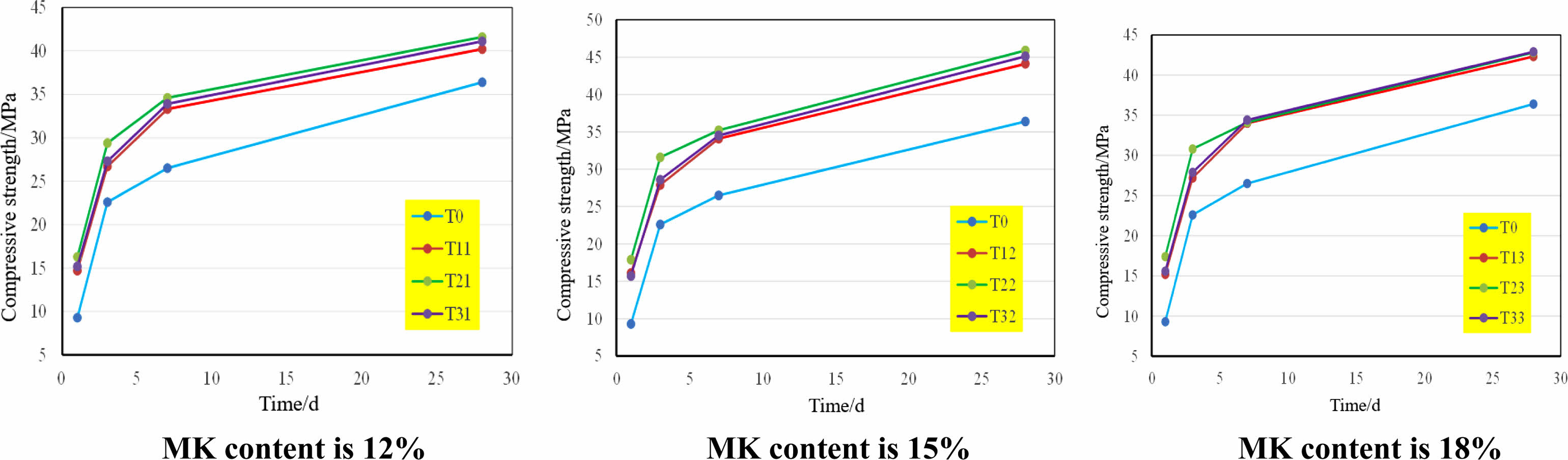
As can be seen from Table 2, Fig. 4 and Fig. 5, the compressive strength of shotcrete with different lengths of PVA fibers or different amounts of MK increased significantly at 1d, 3d, 7d and 28d ages compared to the T0 reference group. In the case of the same length of PVA fibers, the compressive strength of shotcrete gradually increases when the MK equivalents replace 12-15% of the cement, and conversely, the compressive strength of shotcrete gradually decreases when the MK equivalents replace 15-18% of the cement. The reason for this is that MK is a steady-state amorphous silica-aluminium compound, and when mixed into concrete, its internal active molecules (Al2O3 and SiO2) will react with the cement to produce a gelatinous substance, which will lead to a denser concrete structure and increased strength; however, when MK is mixed in too large a quantity, exceeding its saturation quantity, resulting in a reduction in the amount of cement, the internal hydration of the concrete is weakened and the gelatinous substance produced The strength of the concrete decreases as a result, but is still greater than the strength of the base group of shotcrete.
In the case of the same amount of MK and different lengths of PVA fiber, when the length of PVA fibers increases from 6 mm to 12 mm, the compressive strength of shotcrete gradually increases; when the length of PVA fiber increases from 12 mm to 18 mm, the compressive strength of shotcrete gradually decreases. In the premise of ensuring the uniform distribution of PVA fibers, due to PVA fibers lap concrete ability to enhance, resulting in increased viscosity of concrete, internal cohesive stress increases, its compressive strength increases; and with its length continues to increase, PVA fiber in the mixing or spraying process is prone to deformation, can not achieve the best lap effect, can not promote the concrete material intertwined solidification and maintain good integrity.
Compressive strength analysis of wet shotcrete under high temperature and humidity environment
Under normal temperature and humidity curing conditions, by the joint action of PVA fibers and MK, shotcrete compressive strength increases, when the amount of MK and PVA fiber length exceeds the saturation threshold, will not be conducive to cement hydration reaction or material bonding, its compressive strength decreases, but are greater than the compressive strength of the reference group.
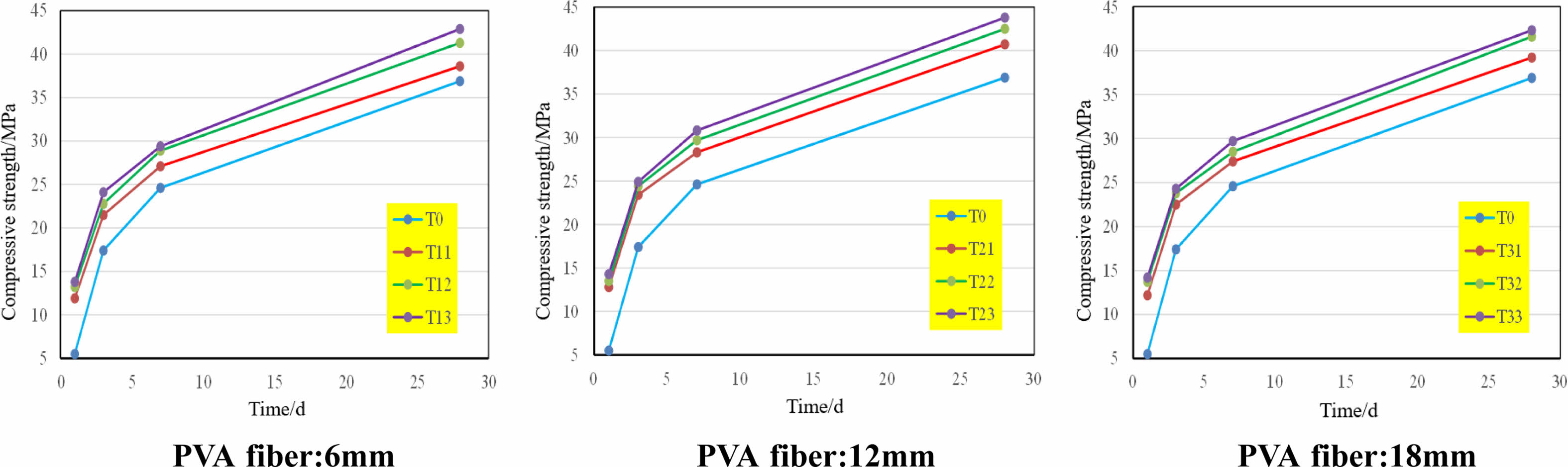
In Table 2, Fig. 6 and Fig. 7, the compressive strength of shotcrete with different lengths of PVA fiber or different doses of MK increases significantly at 1d, 3d, 7d and 28d ages compared to the T0 base group. However, the compressive strengths of shotcrete at different ages under high temperature and high humidity curing are less than those under normal temperature and humidity conditions. The reason for this is that under normal temperature curing, the curing temperature does not affect the degree of hydration reaction. The rapid formation of hydrated calcium silicate gel inhibits the rapid hydration reaction, and the rapid formation of the initial hydration products leads to the disorderly accumulation of products, forming a large number of harmful pores in the system, which reduces the overall compressive strength of the concrete.
Different from the concrete cured under normal temperature and humidity conditions, the compressive strength of shotcrete increases gradually with increasing MK admixture at the same PVA fiber length, but the compressive strength of shotcrete at different ages under high temperature and high humidity curing is less than that under normal temperature and humidity conditions. The reason for this is that the increase in curing temperature accelerates the processes of depoly- merisation, directional migration and repolymerisation of the polymer in MK, and therefore the saturation dosing threshold will increase in high temperature environments.
Although the curing temperature changes, but did not cause the internal structure of PVA fiber or the mechanism of action changes, so the PVA fiber act on the properties of shotcrete remains unchanged. That is, under high temperature and high humidity conditions, in the case of the same amount of MK and PVA fiber, when the length of PVA fiber increases from 6 mm to 12 mm, the shotcrete compressive strength gradually increases; when the length of PVA fiber increases from 12 mm to 18 mm, the shotcrete compressive strength gradually decreases.
|
Fig. 4 Compressive strength of concrete with different fiber length and same amount of MK at room temperature and constant humidity. |
|
Fig. 5 Compressive Strength of Concrete with the same fiber length and different Dosage of MK at room temperature and constant humidity. |
|
Fig. 6 Compressive strength of concrete with different fiber length and same MK content under high temperature and humidity. |

|
Fig. 7 Compressive strength of concrete with the same fiber length and different MK content under high temperature and humidity. |

(1) Under normal temperature and humidity conditions, when the MK admixture exceeds its saturation admixture, the internal hydration reaction of concrete weakens and the strength of concrete decreases; under high temperature and high humidity conditions, the MK saturation admixture threshold will increase due to the effect of temperature.
(2) PVA fiber acting on shotcrete are physically bonded, so the compressive strength of shotcrete does not vary with temperature and humidity under the action of PVA fiber, but their length affects the compressive strength of shotcrete.
(3) Increased humidity accelerates the hydration reaction, but at high temperatures the internal hydration of the concrete is inhibited, resulting in an overall reduction in the compressive strength of shotcrete.
The authors declare no conflicts of interest.
- 1. L. Chen, Z. Sun, G. Liu, G. Ma, and X. Liu, Constr. Build. Mater. 316 (2022) 1-15.
-

- 2. G. Ma, Z. Sun, H. Ma, and P. Li, Adv. Mater. Sci. Eng. (2022) 1-14.
- 3. G. Ma, H. Ma, and Z. Sun, Appl. Sci-Basel 12[3530] (2022) 1-13.
-
- 4. L. Chen, Z. Sun, P. Li, H. Ma, and G. Pan, J. Braz. Soc. Mech. Sci. 44[7] (2022) 1-14.
-
- 5. L. Chen, Z. Sun, H. Ma, G. Pan, P. Li, and K. Gao, Powder Technol. 397 (2022) 1-16.
-
- 6. L. Chen, Z. Sun, H. Ma, P. Li, G. Ma, K. Gao, and Y. Zhang, Powder Technol. 408 (2022) 1-18.
-
- 7. Z. Sun, L. Chen, X. Yu, G. Liu, G. Pan, P. Li, and H. Ma, J. Clean. Prod. 312 (2021) 1-15.
-
- 8. L. Chen, H. Ma, K. Gao, and Z. Sun, J. Build. Eng. 73 (2023) 1-14.
-
- 9. G.J. Parra-Montesinos, S.W. Peterfreund, and S.H. Chao, Aci. Struct. J. 102[3] (2005) 487-495.
- 10. L. Wang, S.H. Zhou, Y. Shi, et al., Compos. Part B-Eng. 130 (2017) 28-37.
-
- 11. S.U. Khan, M.F. Nuruddin, N. Shafiq, et al., Adv. Mater. Res. 935 (2014) 188-192.
-
- 12. S.U. Khan, N. Shafiq, T. Ayub, et al., Aip. Conf. Pro. 1669[1] (2015) 1-17.
-
- 13. J. Wang, Q. Dai, R. Si, et al., Constr. Build. Mater. 193 (2018) 631-642.
-
- 14. Z. Sun, L. Chen, G. Ma, H. Ma, and K. Gao. Processes 11
-
- 15. S. Cheng, G. Wang, et al., Concrete Cement Products [007] (2015) 15-18.
- 16. C. Zanotti, P.H. Borges, A. Bhutta, et al., Cement Concrete Comp. 80 (2017) 1-13.
-
- 17. A.A.M. Fazli, S.K. Zakaria, N.I.N.A. Rahman, et al., J. Ceram. Process. Res. 21[6] (2020) 667-682.
-
- 18. S.H. Eom, S.S. Kim, J.B. Lee, and S.H. Park, J. Ceram. Process. Res. 21[2] (2020) 164-169.
-
- 19. R. Lin and L. Pang, J. Ceram. Process. Res. 20[3] (2019) 231-240.
-
- 20. B.W. Jo, M.A. Sikandar, Z. Baloch, A. Naseer, N. Jan, and Q. Jamal, J. Ceram. Process. Res. 19[2] (2018) 171-178.
-
- 21. C.W. Hong, J.-I. Lee, and J.H. Ryu, J. Ceram. Process. Res. 18[4] (2017) 324-328.
-
- 22. D. Han, K.-M. Kim, G.-C. Lee, J.-G. Choi, and G.-T. Koh, J. Ceram. Process. Res. (2015) 56-62.
-
- 23. L. Jiang, B. Yan, Z. Xiao, et al., Cement [004] (2008) 1-2.
- 24. W. Ding, G. Leng, and Q. Wei, Concrete World [012] (2011) 76-79.
- 25. G. Huang, M. Chen, and B. Li, et al., Tunnel Constr. 038[01] (2018) 32-36.
- 26. Y. Fang, B. Zheng, and Y. Zhang, J. Silicate [08] (2003) 84-88.
 This Article
This Article
-
2023; 24(3): 535-540
Published on Jun 30, 2023
- 10.36410/jcpr.2023.24.3.535
- Received on Feb 24, 2023
- Revised on Apr 7, 2023
- Accepted on Apr 17, 2023
Services
- Abstract
introduction
preliminary preparation for the experiment
result analysis
conclusion
- Conflict of Interest
- References
- Full Text PDF
Shared
Correspondence to
- Sun Tao
-
aChina Coal Shaanxi Yulin Chemical Energy Co., Ltd, Yulin, 719000, China
bChina Coal Electric Co., Ltd, Beijin, 100000, China
Tel : +86 1891 008 2887 Fax: 010-89480860 - E-mail: sun_pt0508@foxmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr