





- Characterization of green ceramic-aluminum composites developed from waste recycling
Ravi Kumar Singha,*, Ali Algahtanib, Tawfiq Al-Mughanamc, Intezar Mahdid and Vineet Tirthe
aResearch Scholar, IFTM University, Lodhipur Rajput, Delhi Road NH-24, Moradabad 244102, Uttar Pradesh, India
bMechanical Engineering Department, College of Engineering, King Khalid University, Abha 61421, Asir, Kingdom of Saudi Arabia Research Center for Advanced Materials Science (RCAMS), King Khalid University, Guraiger, P.O. Box 9004, Abha-61413, Asir, Kingdom of Saudi Arabia
cDepartment of Mechanical Engineering, College of Engineering, King Faisal University, P.O. Box 380, Al-Ahsa 31982, Kingdom of Saudi Arabia
dMechanical Engineering Department, Saroj Institute of Technology & Management, Lucknow 226021, Uttar Pradesh, India
eMechanical Engineering Department, College of Engineering, King Khalid University, Abha 61421, Asir, Kingdom of Saudi Arabia Research Center for Advanced Materials Science (RCAMS), King Khalid University, Guraiger, P.O. Box 9004, Abha-61413, Asir, Kingdom of Saudi Arabia Former Director, Moradabad Institute of Technology, Moradabad, 244001, Uttar Pradesh, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Green composites were prepared by recycling waste Aluminum and ceramic debris of marble and granite stones obtained during stone cutting at building construction sites. The composites were developed using the most economical stir casting process under ambient conditions with five weight percent of white marble powder and black granite powders. The microstructure characterization was done with my optical and SEM micrography as well as XRD. The microstructure shows fair particle distribution and improved hardness by 22-25% than the base matrix. The tensile strength and elastic modulus also improved. The density remained stagnant due to porosity. A decline in elongation and impact strength was observed. The study recommends using waste Aluminum and waste ceramic powders to develop green composites for non-critical industrial applications such as structures, furniture, stationary machine parts, and automobile chassis
Keywords: Ceramic powder, Green composites, White marble powder, Black Granite powder, Hardness, Characterization
Ceramic-reinforced composites are being explored in different compositions and processing for improved industrial applications in the areas of automobile, aerospace, military, power, biomedical [1, 2], electromagnetic [3-7], and structural. Stones such as marble, and granite, are natural composites having a complex composition but very good hardness and compressive strength apart from a pleasant texture and appearance. Hence, construction industries use natural stone extensively during construction activities, particularly during the cutting of stones and ceramic tiles during flooring in buildings. Due to their hardness, stones are cut and polished using diamond cutting tools [8], which generate a lot of ceramic debris known as stone dust. These dust particles are very fine and often get suspended in the air, polluting the environment and causing respiratory diseases such as silicosis [9]. Moreover, these ceramic waste powders are discharged in drains, which leads to contamination of wastewater, choking of drainage and pipes, and adversely affects the wastewater recycling plants by damaging their components.
On the other hand, engineering ceramics such as titania, alumina, zirconia, and other oxides of metals, in different size classifications are extensively used to reinforce non-ferrous metals and alloys to develop custom-made composites for various engineering applications such as military and defense, aerospace, automobile, and structural components.
Industrial and agricultural wastes can be successfully used to reinforce the matrix of polymers to produce sustainable and renewable composites [10, 11]. Most natural fibers such as hemp, jute, date palm leaves, rice husks, Bagasse [12], Vinasse [13], etc. can be used to reinforce polymers and for thermal insulation and high-end applications [14]. Waste materials such as crump rubber [15, 16], and eggshell [17], have also been used.
Several earlier studies have explored the recycling of stone dust and other waste materials by reusing them. Marble dust was used to replace some amount of cement in the concrete mixture and obtained good compressive strength at a reduced cost [18], the study also suggested the use of marble dust in mortar mixture to obtain better binding and reduce cement cost without compromising the compressive strength. Synthetic wollastonite was developed from Industrial marble and quartz wastes and used to replace cement in light-weight mortar, 2-5 percent replacement levels improved the mechanical properties and insulation [19]. Cement-granite scrap composites were found to be more effective in the solidification and stabilization application of radioactive wastes [20]. The durability of concrete may be increased using fine granite and marble powder fillers, blocking the penetration of harmful corrosion-causing chemicals [21]. In a study, a 6063 Al matrix was reinforced with waste marble dust particles using a friction stir process, and 52% improved tensile strength and 29% increased microhardness was reported. The specific wear rate improved by 25% and the friction coefficient improved by 23% [22]. Al-Ni-Cu alloy reinforced with marble dust particles between 3-12 weight percent imparted improved hardness and tensile strength by 50% and 23% respectively however, a decline in the impact strength up to 40% was reported [23]. ZA-27 alloy reinforced with marble dust (0-10 weight percent) was evaluated for ball bearings, compressive strength, and impact strength increased up to 7.5 percent of marble dust while the flexural strength and stress intensity factor exhibited improvement up to 1- percent marble dust [24]. Marble dust hence provides a low-cost and sustainable option for developing composites [25].
Stir casting is a proven cost-effective technique for the liquid procession of metal matrix composites with nonferrous alloy matrices [26-28].
Summary and gaps in published literature
• Recycling natural, agricultural, and industrial wastes is the only way forward for the sustainable development of advanced materials.
• Marble and stone dust can successfully reinforce ceramic, metallic, and polymer matrices to prepare composites.
• Some degree of improvement is exhibited up to the limited addition of marble and granite dust.
• Stir casting can be successfully and cost-effectively used to develop metal-marble dust composites.
• Normally, up to 7 percent of powder addition, the tensile properties and microhardness in metal-marble dust composites improve and beyond this, the properties either deteriorate or become stagnant.
• Preheating marble dust is effective in removing moisture and porosity.
• In higher amounts, marble dust compromises the toughness and hardness,
• Polymer matrix while reinforcing with marble dust improves compressive properties but tensile strength and impact strength is compromised.
• Ceramic matrix responds most favorably to the addition of marble and granite dust, while for metallic and polymer matrices, the composition and processing are to be selected with caution.
• Agglomeration and segregation of marble dust and granite dust particles happen if added in a higher amount.
• Exploration of stone dust powders by adding them to recycled Aluminum is yet to be explored.
• The detailed characterization and investigations on the Aluminum and stone dust composites are yet to be explored and their industrial applications are yet to be determined.
Experimental and computational studies were conducted to examine the impact response of a polyurea-coated ceramic and aluminum composite plate to a fragment of low velocity and big mass [29, 30]. Comprehensive research was done on the mechanical properties of samples made by FDM using composites based on polylactic acid (PLA) and diverse additives, such as wood, porcelain, copper, aluminum, and carbon fiber [31]. The quick synthesis of ceramic particles to specifically strengthen aluminum matrix composite (AMC) structures was made possible by the low-cost process known as wire-powder-arc additive manufacturing (WPA-AM) [32]. By using this technique, user-defined places inside a single MMC component might be customized for compositions and attributes [33]. It was shown how to analyze the vibration of fractured ceramic-reinforced aluminum composite beams using a technique based on variations in modal strain energy. By use of the Mori-Tanaka micromechanical model, the effective characteristics of the composite materials used in the beams were determined [34].
The proposed method addresses the issue of waste reduction in the manufacturing industry by exploring the use of waste materials as reinforcements in composites. Specifically, waste aluminum and ceramic powders are utilized as reinforcements in a green composite, which is a novel approach in the field of composite materials. Additionally, the fabrication process used in this study is unique, as it employs a powder metallurgy technique that allows for the production of high-quality composites with a uniform dispersion of the reinforcement materials. This technique also enables the use of relatively low processing temperatures, which is beneficial in terms of energy efficiency and reducing the carbon footprint of the manufacturing process. Furthermore, the study explores the mechanical and thermal properties of green composites, which is an important area of investigation given the potential applications of such materials in various industries.
The wear properties of the composites depend on several factors, such as the composition of the matrix metal, the type and concentration of the ceramic particles, and the porosity of the material. Composites with higher ceramic content and lower porosity tend to have better wear resistance than those with lower ceramic content and higher porosity.
The addition of plastics to the composite may lead to changes in the mechanical properties and porosity of the material. Plastics may act as a filler and increase the density of the composite, but they may also reduce the strength and increase the brittleness of the material. In addition, plastics may increase the porosity of the composite due to their thermal decomposition during sintering.
The properties of composites can change over time under various environmental conditions, depending on the specific composite material and the conditions to which it is exposed. Many composite materials are susceptible to moisture absorption, which can cause swelling, warping, and degradation of mechanical properties. They are sensitive to temperature changes, which can cause expansion or contraction of the material, leading to deformation or cracking. Many composite materials are susceptible to damage from UV radiation, which can cause fading, discoloration, and degradation of mechanical properties. Composite materials on exposed to chemicals, which can cause swelling, dissolution, or degradation of the material.
Using waste materials to create green composites has several potential benefits.
• Reduces the amount of waste going into landfills, which can have a positive impact on the environment.
• The amount of energy required is reduced to produce new materials, which can also have environmental benefits.
Using waste materials may also have some drawbacks it may not be suitable for all applications, as the quality and consistency of the recycled materials may vary.
The objective of this study was to prepare green composites using waste Aluminum and ceramic debris from marble and granite stones obtained during stone cutting at building construction sites. The study aims to contribute to sustainable development by recycling waste materials to produce advanced materials. The composites were developed using the most economical stir-casting process under ambient conditions with 5 wt% of white marble powder and black granite powders.
The study aimed to develop green composites by incorporating waste aluminum and ceramic powders. The waste aluminum was cleaned, crushed, and mixed with ceramic powders in different weight ratios, along with a virgin matrix metal. The mixture was then compacted and sintered to form a composite material. The mechanical and microstructural properties of the composites, including hardness, tensile strength, elastic modulus, and porosity, were evaluated. The waste aluminum was obtained from scrap pieces of aluminum channels used at construction sites, and the ceramic powders were obtained from marble and granite dust and purchased off the counter. The powders were pre-heated before processing, and the composite design was based on previous studies. The study also discussed the effects of adding ceramic powders to metal matrix composites and the methods to reduce porosity in composites.
Materials
The waste aluminum and ceramic powders were collected and were then processed and prepared for use in the green composites. The aluminum powder was first cleaned and then crushed to a smaller particle size. The ceramic powder was also cleaned, ground, and sieved to obtain a uniform particle size distribution. The waste aluminum and ceramic powders were mixed in different weight ratios of 5%, 10%, and 15%, with the remaining weight made up of virgin matrix metal. The mixture was then compacted using a hydraulic press at 250 MPa to form green compacts. The green compacts were then sintered in a furnace at 600 °C for 2 hours in a nitrogen atmosphere to remove any organic binder and to sinter the metal-ceramic powder mixture into a composite material. Then carried out various mechanical and microstructural characterizations were to evaluate the properties of the composites, including hardness, tensile strength, elastic modulus, and porosity.
Recycled Aluminum obtained from waste cut pieces of Aluminum channels used for the structural fixtures and partitions at the construction site, purchased as scrap was tested for composition and used as matrix material. Fig. 1 shows the pictures of waste Aluminum scrap and Table 1 gives its composition, tested on Energy Dispersive X-ray Fluorescence Spectrophotometer (ED-XRF) make Fischer-Germany. Before melting, the Aluminum was thoroughly cleaned first with soap water, then with acetone, and finally with alcohol to remove dust and dirt.
Ceramic Powders
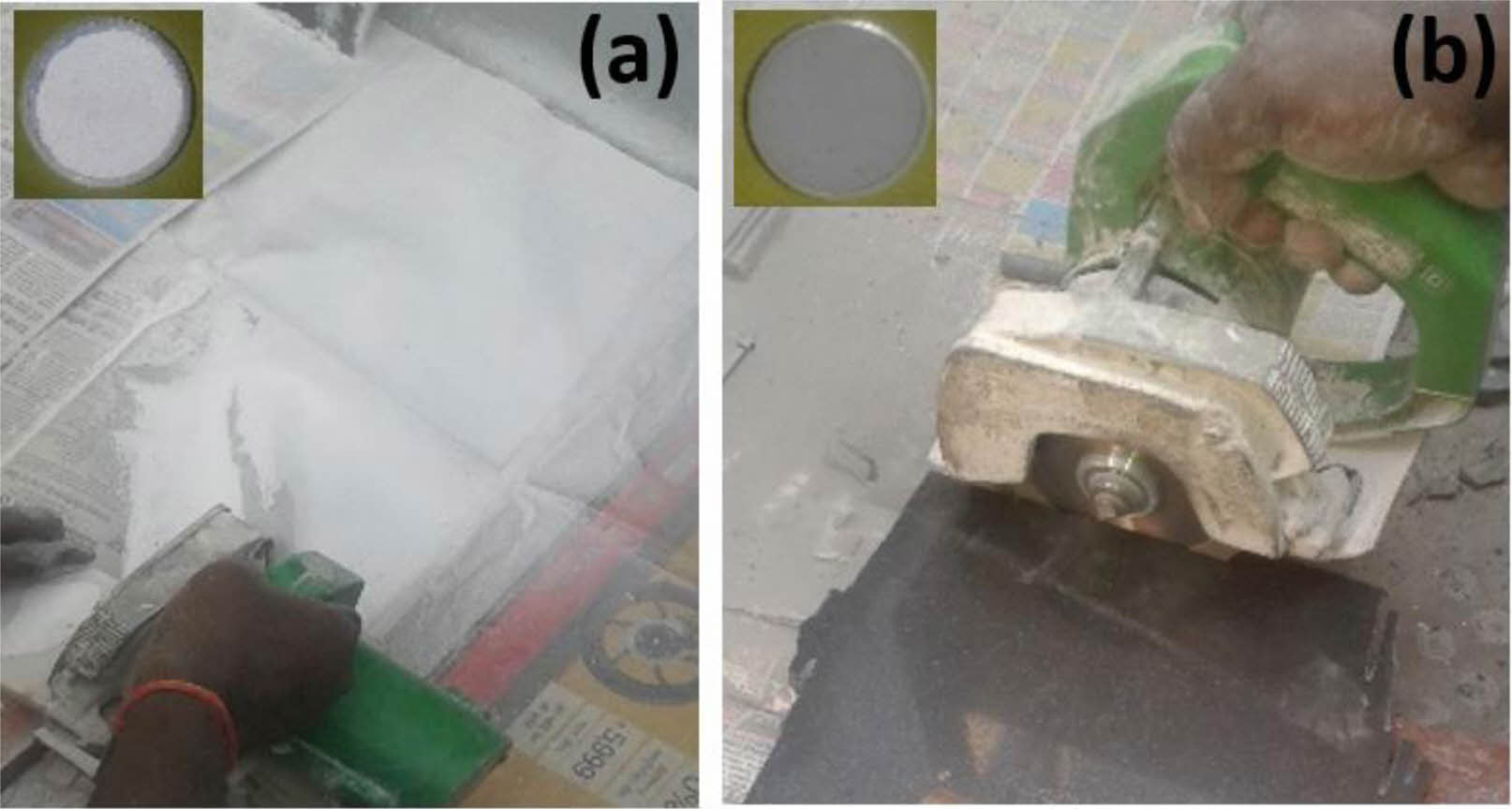
Marble dust and granite dust were obtained from a construction site as shown in Fig. 2(a) and (b). Laboratory reagent (LR) grade ceramic powders of MnO2, MoO3, ZrO2, and Al2O3 were purchased off the counter from chemical stores. The particle size analysis was done by sieving and particles of a size range of 1-250 microns were retained for addition to the matrix.
The addition of ceramic powders to metal matrix composites generally improves their mechanical and physical properties, such as stiffness, strength, and wear resistance, but may negatively affect their ductility and impact strength. to improve ductility is to use a matrix metal that has higher ductility than the one used in the original composite. Impact strength can be improved by designing the composite to have a more ductile behavior under impact loading. This can be achieved by using a matrix metal with high toughness and incorporating microstructures.
The addition of ceramic powders to the metal matrix composites also affects their thermal properties. Ceramic powders usually have low thermal conductivity, so their incorporation can reduce the thermal conductivity of the composites. However, the use of ceramic powders with high thermal conductivity helps to maintain or even improve the thermal conductivity of the composites.
Powder Treatment
As recommended in published research [22], all powders were pre-heated at 200 ºC for 2 h to remove the absorbed moisture on their surfaces.
Processing
Aluminum was melted in an electric resistance top-loading furnace, shown in Fig. 3, and superheated at 750 oC, preheated 5 weight percent ceramic powders were added gradually while stirring the melt at 500 rpm. Stirring was done for 90 s and the stirred mixture was cast under gravity in the metal dies as shown in Fig. 3.
Characterization and Testing
The names and specifications of characterization and test equipment are given in Table 2. The cylindrical specimens were cut from the cast ingots and polished on emery paper, followed by cloth polishing. The specimen surface was etched by NaOH before microstructure examination.
Porosity is an important property of composites as it affects their mechanical and physical properties. A composite with high porosity can have reduced strength and stiffness, decreased durability, and poor resistance to impact and fatigue. Porosity can be caused by a variety of factors such as poor compaction of the composite during manufacturing, resin shrinkage during curing, and poor adhesion between the fibers and matrix. To analyze porosity in composites, various techniques can be used such as X-ray radiography, computed tomography (CT), and scanning electron microscopy (SEM). These techniques provide information on the size, distribution, and location of pores within the composite. CT scanning is particularly useful as it allows for a 3D visualization of the internal structure of the composite, making it possible to detect even small pores and voids.
To mitigate the issue of porosity in composites, vacuum bagging, and autoclaving techniques can be used to improve the adhesion between the fibers and the matrix, reducing the risk of porosity during curing. Infusion techniques such as resin transfer molding (RTM) and vacuum-assisted resin transfer molding (VARTM) can be used to ensure uniform resin distribution within the composite, reducing the risk of resin shrinkage and porosity. Composites can be coated or impregnated with various materials to improve their resistance to environmental factors.
There are several methods to reduce the porosity of the composites, including modification of the fabrication process and using different ceramic powders. One method is to increase the compaction pressure during the pressing stage of the fabrication process, which can lead to a denser structure and lower porosity. Another method is to use different ceramic powders with smaller particle sizes, which can lead to a more homogeneous distribution of the particles and reduce porosity. Additionally, the use of sintering aids, such as boron or carbon, may also help reduce the porosity of the composites.
Composite Design
Several studies, Al-Ni-Cu alloy- marble dust composites [23, 28] recommended desirable composition of less than 10 weight percent of ceramic powders hence a proven composition of 5 weight percent powders was selected for developing the composites. The composite composition and assigned codes are given in Table 3.

|
Fig. 1 Picture of Aluminum scrap pieces obtained from the construction site. |
|
Fig. 2 Marble (a) and Granite (b) dust powders obtained from the construction site. |

|
Fig. 3 Stir casting set-up. (a) Electric furnace with hopper to add powder. (b) Stirrer assembly for 90o axis change. (c) Casting tray and molds, with cast composite ingots. (d) Furnace muffle. (e) Cast ingots. |
|
Table 1 Composition of commercial Aluminum scrap obtained from a construction site, used as matrix material. |


Optical Microstructures
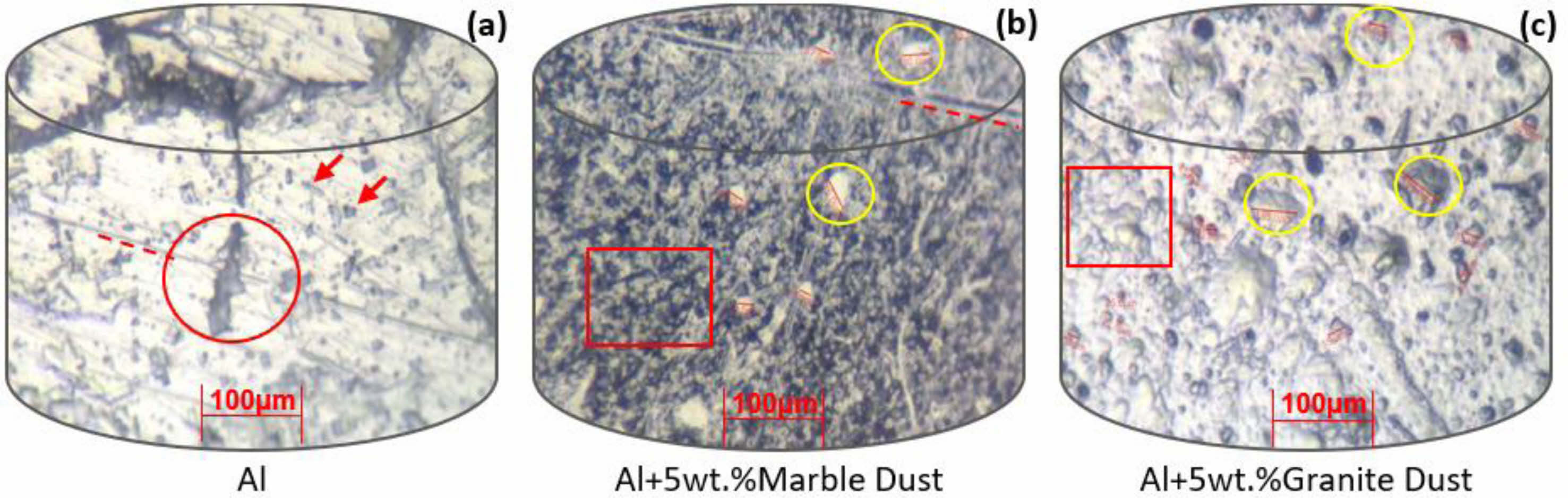
The etched optical microstructures of the composites are shown in Fig. 4(a) to (c). Fig. 3(a) shows the microstructure of recycled Aluminum processed through stir casting following the same process parameters as the composites. The arrows in Fig. 4(a) mark the inclusions and impurities and the dashed line indicate scratches developed during emery polishing while the dark patches shown in a circle represent dross incorporated during casting. Fig. 4(b) shows the microstructure of the Al-5MD composite, the marble particles are shown in circles and their size is measured and marked in Fig. The square box shows matrix deterioration due to over-etching; the dashed line shows polishing scratches. Fig. 4(c) shows the microstructure of the Al-5GD composite, the particle size is measured and shown in circles, and the particle distribution is fairly uniform and well distributed while some burning marks of over-etching are visibly shown in a square box. Comparing the microstructures, it appears that Aluminum has some impurities which reflect on the microstructure in the form of dark spots. It is complemented by the composition of Aluminum which has about 4% impurities, the dark spots may be those formed by the intermetallic precipitation of elements present in Aluminum. The Al-5MD and Al-5GD composites show well-distributed particles in the matrix. In all composites minute holes are present but they are not clearly distinguished due to getting filled by debris generated during polishing. Hence, the microstructure evaluation confirms the good affinity of Aluminum with waste ceramic powders of marble and granite dust, it further confirms that waste ceramic powders can be used as reinforcement in Aluminum metal.
SEM of Ceramic Powders
The SEM micrographs provide the microstructure of the composites, revealing the distribution and morphology of the ceramic particles in the metal matrix. The micrographs at different magnifications show that the ceramic particles are uniformly distributed throughout the metal matrix, with a good interfacial bonding between the ceramic particles and the metal matrix. The micrographs also show that the addition of ceramic particles increases the porosity of the composites. The micrographs also provide information on the effect of the weight percentage of ceramic powder on the microstructure of the composites. At higher weight percentages of ceramic powder, the micrographs show a higher density of ceramic particles in the metal matrix, which results in a higher degree of porosity. The SEM micrographs provide evidence to support the conclusions, such as the improvement in hardness, tensile strength, and elastic modulus with the addition of ceramic powders. The micrographs also support the conclusion that the porosity of the composites increases with the weight percentage of ceramic powder.
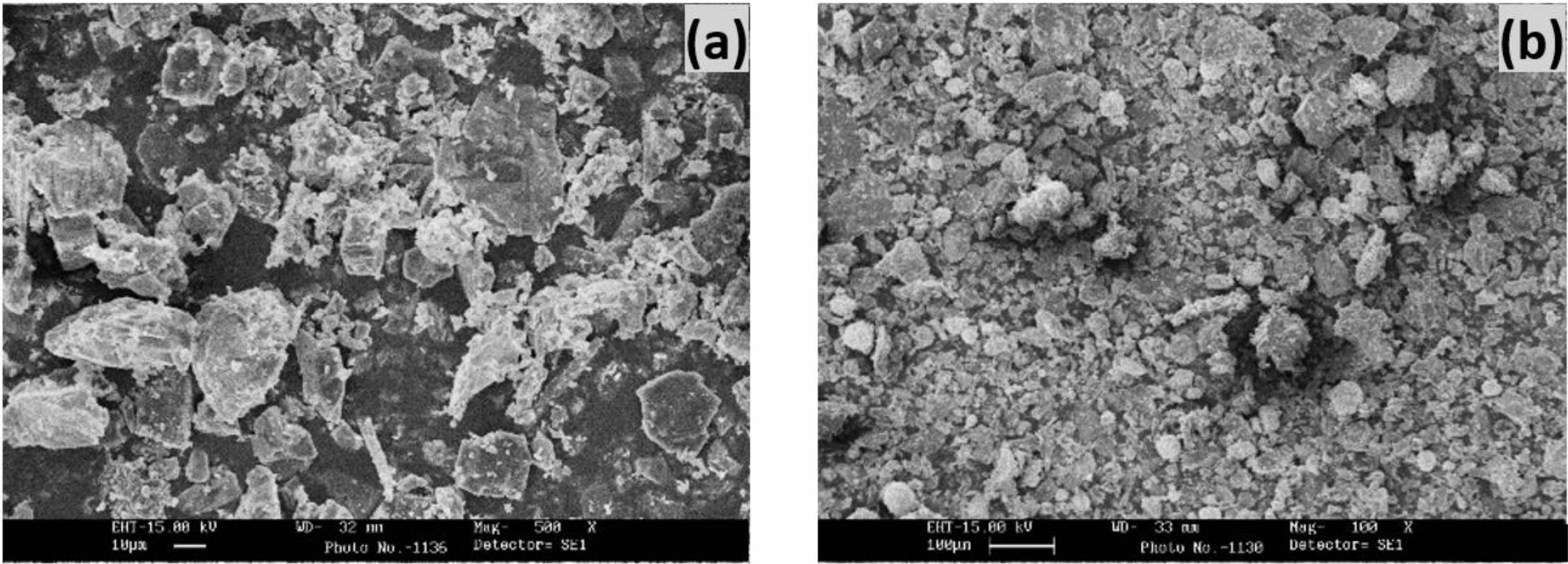
The SEM pictures of marble dust and granite dust after preheating at 200 oC to remove absorbed moisture are shown in Fig. 5. Fig. 5(a) shows an SEM picture of marble dust, the particles are of variable size, and shape adds orientation. Some marble particles are in the form of flakes. Fig. 5(b) shows granite dust particles of variable size and shape. However, the variation of shape and orientation of granite dust powder is less than that of marble dust powder. The powder surfaces are crisp and sharp due to washing and drying before heating, to remove dust dirt, and contamination. The roughness of the particles may be attributed to preheating at 200 ºC.
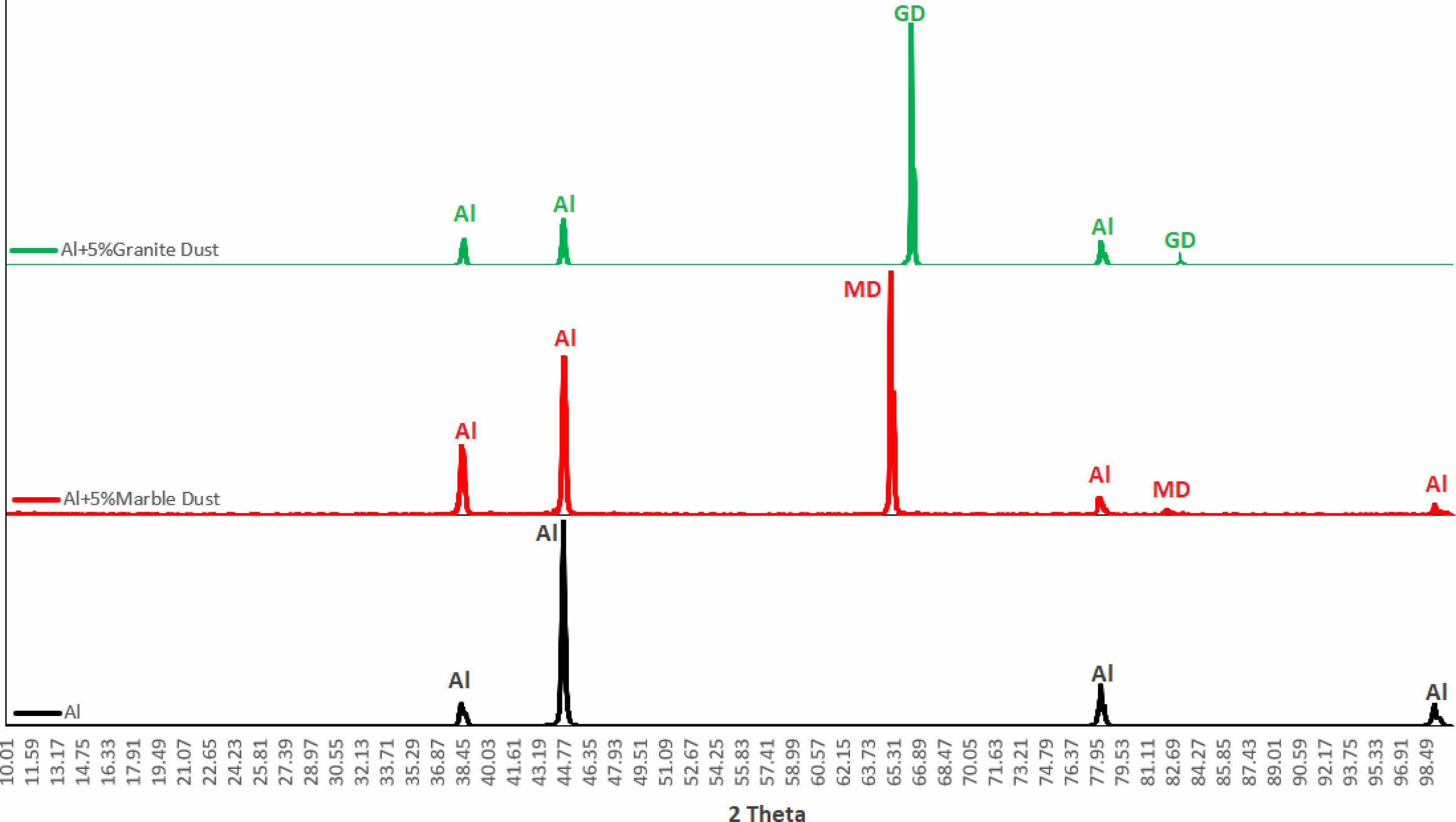
The XRD peaks of recycled Aluminum, Al-5MD, and Al-5GD composites are given in Fig. 6. The distinguished peaks of marble duct particles and granite dust particles appear, the 2Theta angles of marble dust particles and granite dust particles do not coincide, rather it shifts to the right indicating changed phase and hence the composition of the two ceramic powders. The intensity counts of the recycled Aluminum and ceramic powders are quite high, indicating distinct and strong detection. The minor peaks of other elements present in recycled Aluminum have been subtracted by noise reduction, hence those peaks are not visible.
SEM of Composites
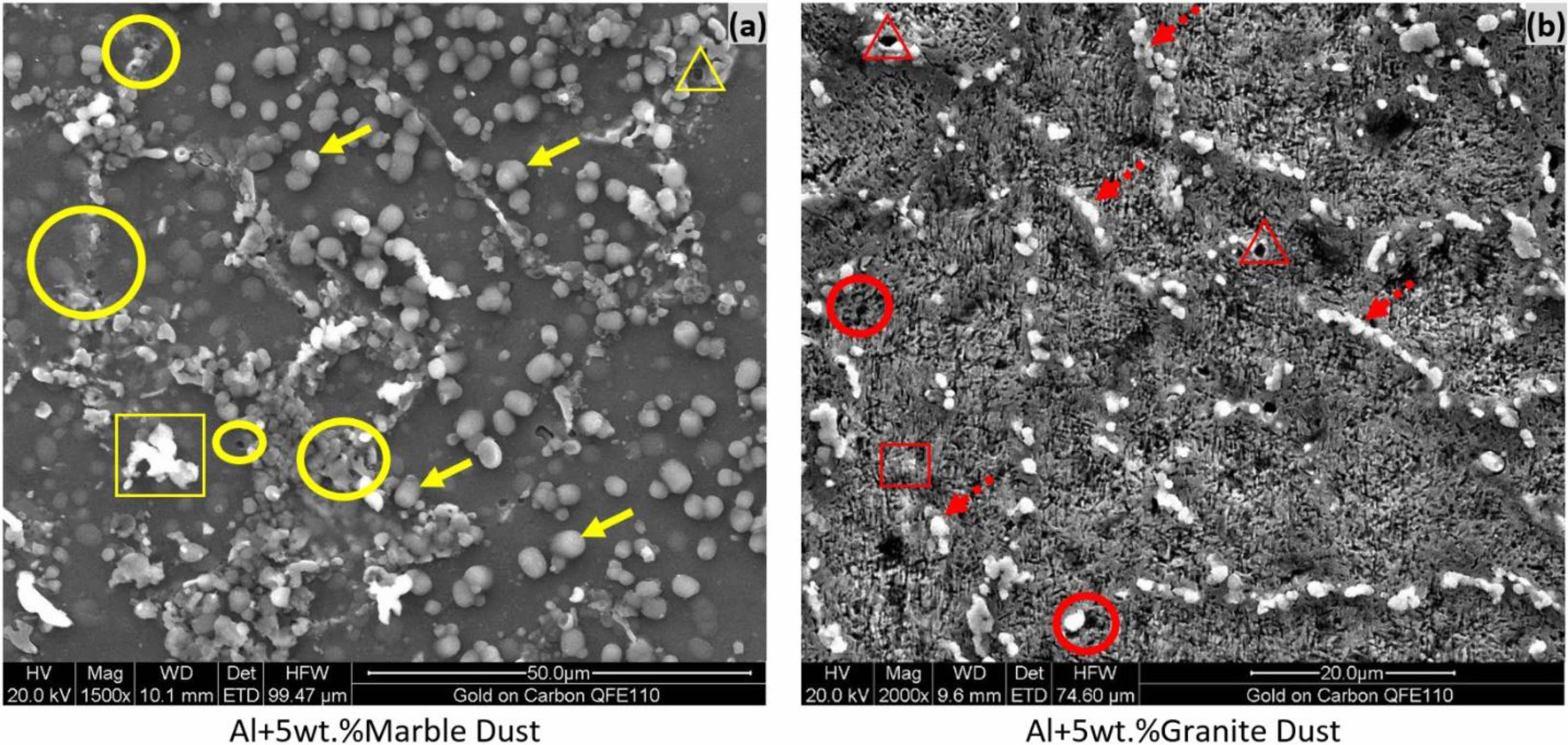
Fig. 7 shows the SEM pictures of Al-5MD and Al-5GD composites. Fig. 7(a) shows the SEM picture of the Al-5MD composite, the marble dust particles are marked by arrows, the square box marks the flakes and contamination, and porosity is marked by triangles and circles. Some porosity is inevitable in stir-cast composites due to the mixing of air in the slurry during stirring whereas some pits develop in the composite during the plugging out of ceramic particles during the polishing process, leaving behind the particle size, which appears as a pit. One can distinguish between a pit and porosity by size and depth. Fig. 7(b) shows an SEM picture of the Al-5GD composite, the granite dust particles are aligned in the matrix forming a chain-like structure, unlike marble dust particles which are uniformly distributed. The alignment and chain-like structure of granite dust particles may be due to the lesser wetting of granite dust particles with molten Aluminum, compared to marble dust particles. The porosity and sites of plugged-out particles are shown in a circle and square box; the triangle shows the sites of plugged-out particles. On comparing the microstructures one can see that the matrix is more uniform, and particles are better distributed in the Al-5MD composite however aggregation is visible in both composites, particles segregate and are seen in clusters in Al-5MD composite (Fig. 7(a)), while particles are aligned along grain boundaries in Al-5GD composite. The SEM microstructures exhibit a rough matrix in Al-5GD composite, which may be due to higher pinhole porosity.
Density and Porosity
The porosity and density of the composites are shown in Fig. 8, the error bars indicate standard deviation, and the porosity is higher in the Al-5GD composite, also leading to the roughness in the matrix as seen in Fig. 7(b), whereas porosity is lesser in Al-5MD composites, recycled Aluminum exhibit lowest porosity. Higher porosity in Al-5GD composite complements the SEM micrograph in which the Aluminum matrix was not smooth and minor pores were visible. The reason for this increased porosity may be the higher pick up of air by granite dust particles while they were being suspended and added to the molten Aluminum metal. The density of the composites is of the same order, Al-5MD composite shows slightly higher dense density than Aluminum due to the higher density of marble dust particles while the density of Al-5GD dust composites declines due to increased porosity.
Mechanical Properties
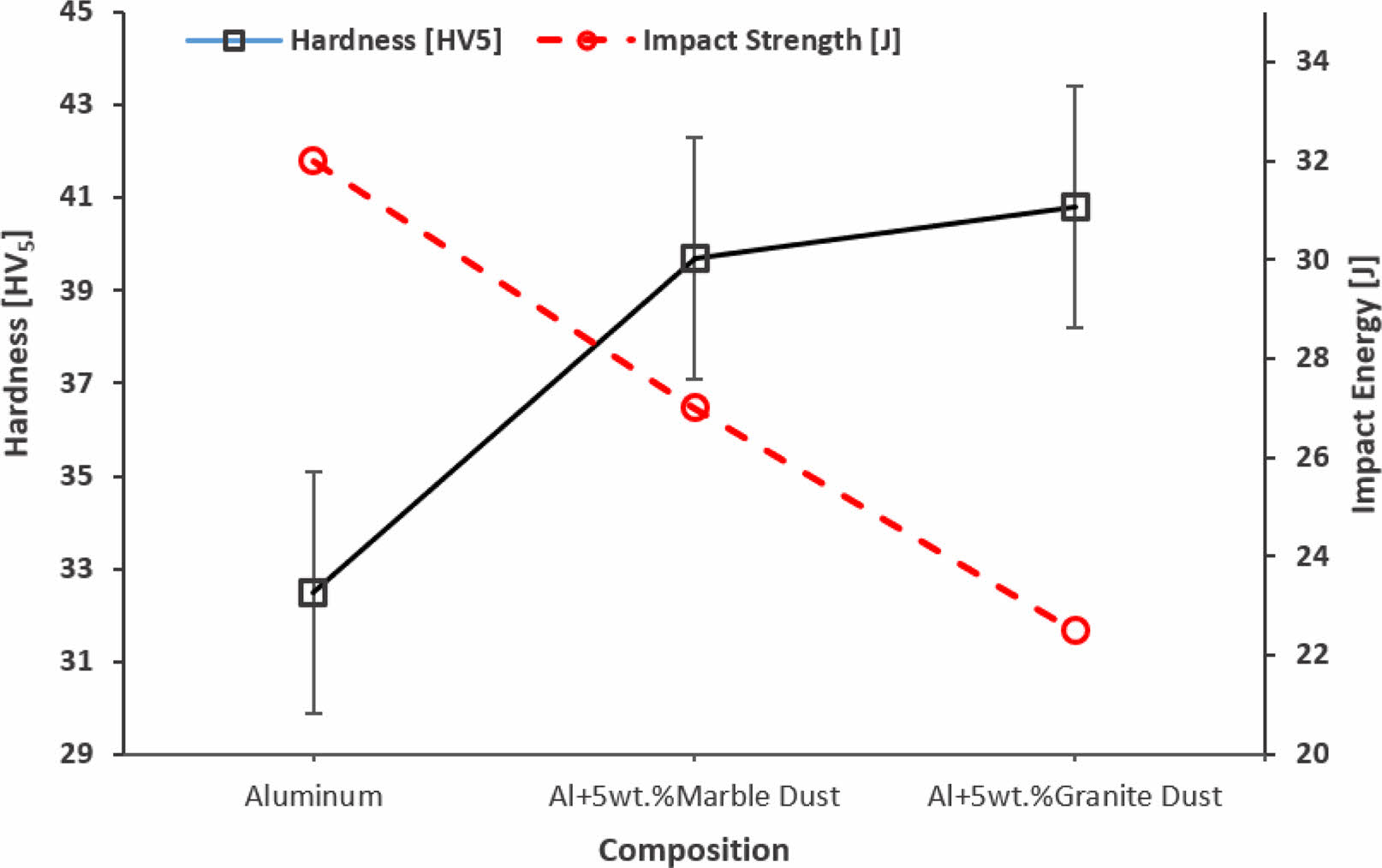
The hardness and impact strength of the composites are given in Fig. 9. Aluminum exhibits the lowest hardness followed by Al-5MD and Al-5GD composites. The hardness of Al-5GD composites is inherently higher by 25.5% compared with Aluminum due to the higher hardness of granite particles as granite is a hard stone.
Moreover, the SEM micrographs of Al-5GD composites show the alignment of granite particles towards the grain boundaries, this may have led to a reduction in grain size and hence also contributed to the increase in hardness. The ceramic particles are much harder than Aluminum and they reinforce the metal matrix and reduce the grain size hence, the addition of marble powder increased the hardness of the Aluminum matrix by 22%. The impact strength of the composites declined, with Aluminum exhibiting the highest impact strength followed by Al-5MD composites and Al-5GD composites respectively. The addition of ceramic powders reduces ductility and increases hardness and hence the impact strength shows a reduction in the composites compared to Aluminum. The impact strength is lesser in the Al-5GD composite compared with the Al-5MD composite due to its higher hardness.
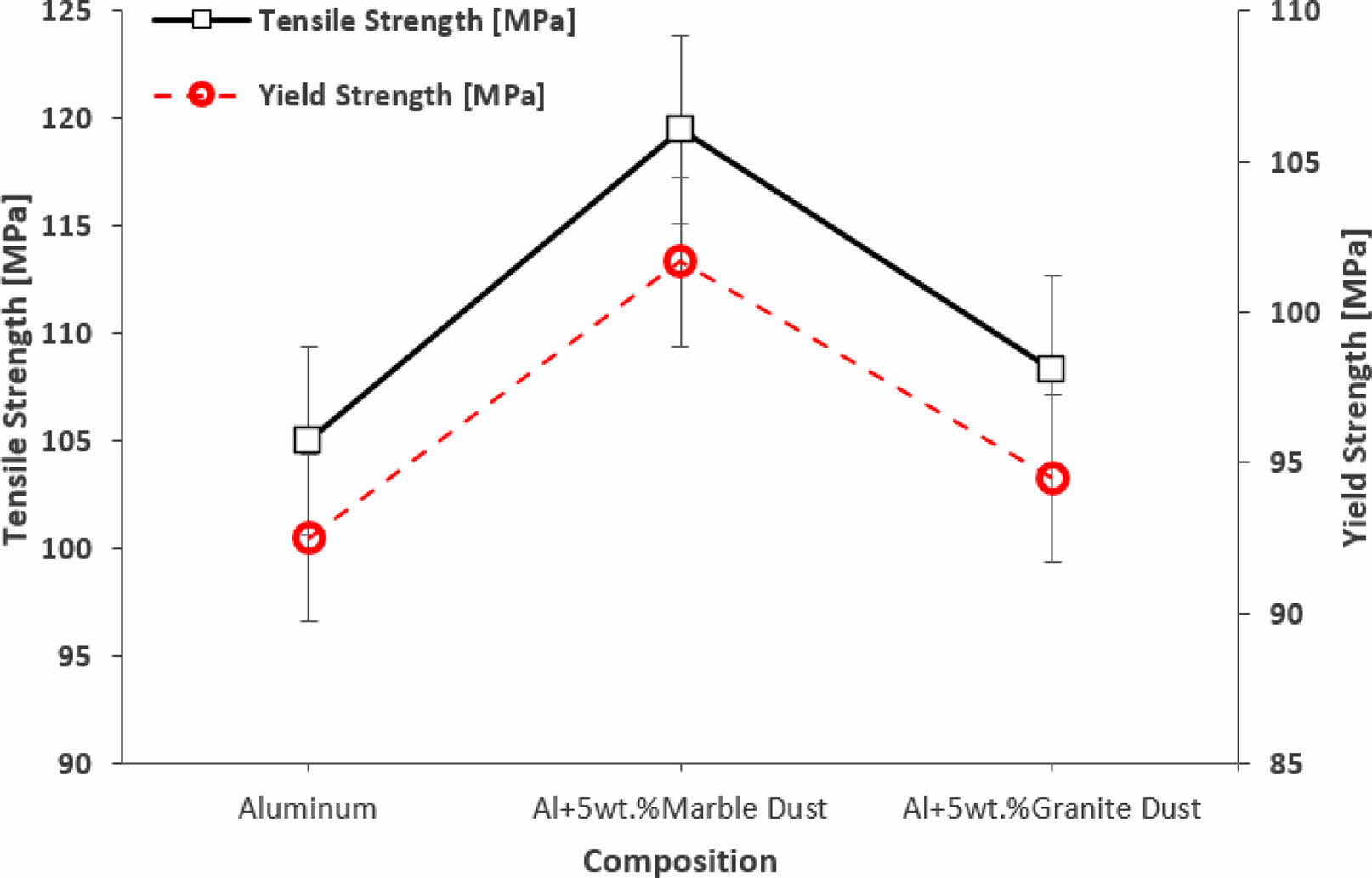
The tensile properties of the composites are given in Fig. 10, Al-5MD composite exhibits the highest tensile strength followed by Al-5GD composite and Aluminum. In all materials, the yield strength is much closer to the tensile strength (84-89%). Higher tensile strength and yield strength of aluminum marble dust composites may be due to high hardness, better reinforcement, good wettability, and fairly well-distributed ceramic particles in the matrix, evident from the SEM micrographs.
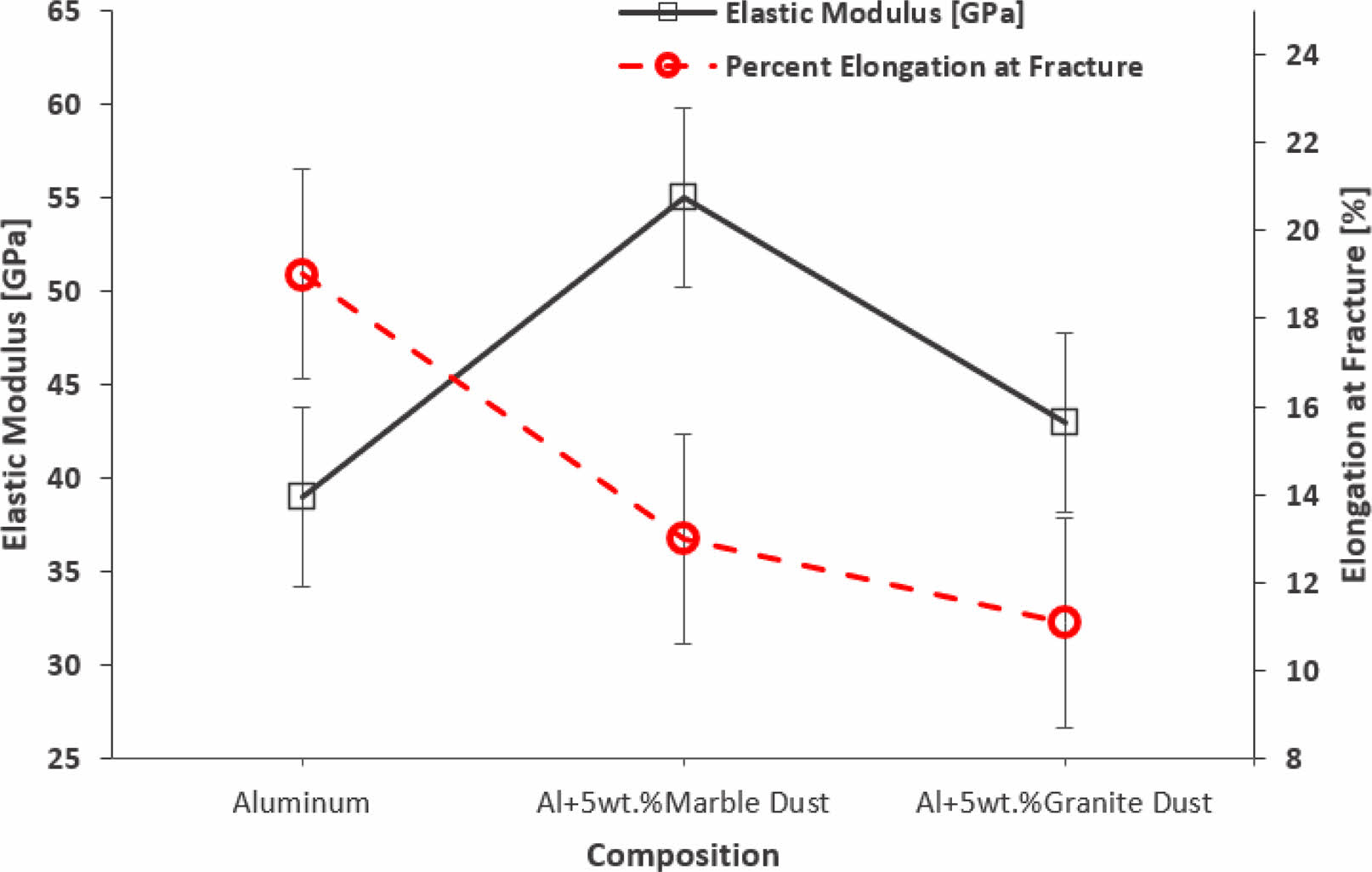
Fig. 11 shows the elastic modulus and ductility of the composites. The ductility of the composites reduces with the addition of ceramic powders however, the elastic modulus of Aluminum is lowest followed by Al-5GD composites and Al-5MD composites, the highest elastic modulus is exhibited by Aluminum, followed by Al-5MD and Al-5GD composites. Al-5GD composite exhibited higher elastic modulus than Al-5GD composite due to its improved compatibility with the aluminum matrix and uniform distribution of particles.
|
Fig. 4 Optical microstructures etched with NaOH at magnification 40x. (a) Stir cast recycled Aluminum without any addition of ceramic powder. (b) Al+5wt.%Marble Dust composites. (c) Al+5wt.%Granite Dust composites. |
|
Fig. 5 Scanning Electron Micrographs of treated ceramic powders. (a) Marble Dust Powder. (b) Granite Dust Powder. |
|
Fig. 6 XRD peaks of Aluminum, Al+5wt.%Marble Dust composites, and Al+5wt.%Granite Dust composites. |
|
Fig. 7 Scanning Electron Micrographs of composites. (a) Al+5wt.%Marble Dust composites. (b) Al+5wt.%Granite Dust composites |

|
Fig. 8 Density and porosity of composites. |
|
Fig. 9 Hardness and impact strength of composites. |
|
Fig. 10 Tensile strength and yield strength (0.2% offset) of composites. |
|
Fig. 11 Elastic modulus, and ductility (% elongation) of composites. |
Green composites using recycled Aluminum, waste marble, and granite ceramic powders obtained from the building construction site were successfully fabricated using the stir-casting process. The Al-5MD composites and Al-5GD composites show fairly good particle distribution in the matrix, a slight increase in density but higher porosity. The mechanical properties of the composites exhibit improvement in hardness, tensile strength, and yield strength. The composite shows an increase of 20-25% in hardness, 3-13% in tensile strength, and 10-41% in the elastic modulus while the porosity in the composites is of the order of 1-5 volume%. However, the ductility and impact strength was compromised by around 30%. The study affirms that waste ceramic powders from a construction site can be successfully used for reinforcing Aluminum or its alloys and the particle distribution is almost as good as that of engineering ceramics while the cost of fabrication and material is almost the same as that of the matrix metal. The mechanical properties show improvement, but porosity appears, which can be controlled by special provisions during casting and secondary processing such as squeezing. Since the microstructure characterization and mechanical properties are improved, the green composites prepared at low cost may be used to replace fresh Aluminum metal for industrial applications. The study recommends applications of waste Aluminum or wastes Aluminum alloy composites developed by using waste ceramic powders for structural and non-critical applications in the industries, offering better properties than virgin matrix metal. The study also recommends further research on the wear, creep, and flexural behavior of these composites to explore further applications.
The study has limitations, such as the use of only one fabrication method and limited testing of mechanical and thermal properties. Future research could explore the use of other waste materials and fabrication methods to improve the properties of green composites. Additionally, future research could investigate the potential environmental benefits and drawbacks associated with the use of waste materials to create green composites.
The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University Abha 61421, Asir, Kingdom of Saudi Arabia for funding this work through the General Research Project under grant number GRP/352/43. The authors acknowledge the Deanship of Scientific Research, Vice Presidency for Graduate Studies and Scientific Research at King Faisal University, Saudi Arabia for financial support under the annual funding track [GRANT3375]. The first author (RKS) thanks IFTM University, Moradabad, India for supporting this research.
All authors contributed equally to the article in conceptualization, investigation, analysis, writing original draft, review, and editing.
No participation of humans takes place in this implementation process
No violation of Human and Animal Rights is involved.
Deanship of Scientific Research at King Khalid University Abha 61421, Asir, Kingdom of Saudi Arabia General Research Groups Project under grant number GRP/352/43 and Deanship of Scientific Research, Vice Presidency for Graduate Studies and Scientific Research at King Faisal University, Saudi Arabia under the annual funding track [GRANT3375].
Conflict of Interest is not applicable in this work.
- 1. S. Dabees, B.M. Kamel, V. Tirth, and A.B. Elshalakny, Bioengineered 11[1] (2020) 679-692.
-

- 2. H. Chopra et al., J. Nanomater. 2022 (2022).
-
- 3. I.U. Khan et al., Materials (Basel) 15[7] (2022) 1-14.
-
- 4. R. Khan et al., J. Mater. Sci. Mater. Electron. 32[16] (2021) 21631-21642.
-
- 5. C.M. Yousuff, V. Tirth, M.Z.A.B. Irshad, K. Irshad, A. Algahtani, and S. Islam, Materials (Basel) 14[19] (2021) 1-9.
-
- 6. Y. Zaman et al., Materials (Basel) 14[19] (2021) 4-11.
-
- 7. M. Saleem et al., Nanomaterials 11[7] (2021).
-
- 8. R.K. Gupta and B. Pratap, Mater. Today Proc. 46 (2021) 2135-2140.
-
- 9. C. Ramkissoon, S. Gaskin, L. Thredgold, T. Hall, S. Rowett, and R. Gun, Sci. Rep. 12[1] (2022) 1-10.
-
- 10. O. Das et al., Renew. Sustain. Energy Rev. 158 (2022) 1-22.
-
- 11. V.K. Yadav et al., Materials (Basel) 15[3] (2022).
-
- 12. R. Seyoum, B.B. Tesfamariam, D.M. Andoshe, A. Algahtani, G.M.S. Ahmed, and V. Tirth, Materials (Basel) 14[17] (2021).
-
- 13. A. Alemu, M. Getachew, G.M.S. Ahmed, V. Tirth, and A. Algahtani, Processes 10[1] (2022) 1-9.
-
- 14. K. Shahapurkar et al., Polym. Polym. Compos. 30 (2022) 1-17.
-
- 15. K. Alblalaihid et al., Mater. Res. Express 9[3] (2022) 035503.
-
- 16. K. Shahapurkar, K. Alblalaihid, V. Chenrayan, A.H. Alghtani, and V. Tirth, Processes 10[5] (2022) 956.
-
- 17. K. Gossaye et al., Polym. Compos. October (2022) 1-12.
-
- 18. R.B. Oza, M.Z. Kangda, M.R. Agrawal, P.R. Vakharia, and D.S.M. Solanki, Mater. Today Proc. 60 (2022) 421-430.
-
- 19. Ş.O. Kalkan, A. Yavaş, S. Güler, M. Torman Kayalar, M. Sütçü, and L. Gündüz, Constr. Build. Mater. 341 (2022).
-
- 20. S.B. Eskander, T.A. Bayoumi, M.E. Tawfik, and H. Mansour, Polym. Bull. 80 (2023) 6635-6655.
-
- 21. M.A. Martins et al., Constr. Build. Mater. 317[2021] (2022) 125907.
-
- 22. V.K. Sharma, S. Chaudhary, R.C. Singh, Sonia, Vikas, and V. Goel, Mater. Res. Express 6[12] (2019).
-
- 23. S.K. Rajak, A. Aherwar, D.R. Unune, M. Mia, and C.I. Pruncu, Materials (Basel) 12[10] (2019).
-
- 24. S. Gangwar, A. Patnaik, P.C. Yadav, S. Sahu, and I.K. Bhat, Mater. Res. Express 6[7] (2019).
-
- 25. M. Physics, H. Tripathi, and N. Kumar, June (2022).
-
- 26. A.B. Elshalakany, V. Tirth, E. El-Kashif, H.M.A. Hussein, and W. Hoziefa, J. Mater. Res. Technol. 10 (2021) 1195-1209.
-
- 27. V. Tirth, A. Algahtani, M.A. Aziz, and A. Edacherian, Met. Sci. Heat Treat. 61 (2020) 750-755.
-
- 28. A. Kumar, Aegaeum Journal 8[6] 1446-1452.
-
- 29. Y. Wang, X. Jia, Z. Huang, C. Yang, and Z. Xudong, Mater. Today Commun. 33 (2022) 104501.
-
- 30. N. Ahamad, A. Mohammad, and M.L. Rinawa, In Metal Matrix Composites (2023) 83-107. CRC Press.
-
- 31. Z. Liu, Q. Lei, and S. Xing, J. Mater. Res. Technol. 8[5] (2019) 3741-3751.
-
- 32. J. Sun, H. Yu, D. Zeng, and P. Shen, Addit. Manuf. 51 (2022) 102637.
-
- 33. A. Selmi, Smart Structures and Systems 29[3] (2022) 387-393.
-
 This Article
This Article
-
2023; 24(3): 525-534
Published on Jun 30, 2023
- 10.36410/jcpr.2023.24.3.525
- Received on Feb 13, 2023
- Revised on Mar 25, 2023
- Accepted on Mar 29, 2023
Services
- Abstract
introduction
materials and methods
results and discussion
conclusions
- Acknowledgements
- Author Contributions
- Ethics Approval and Consent to Participate
- Human and Animal Rights
- Funding
- Conflict of Interest
- References
- Full Text PDF
Shared
Correspondence to
- Ravi Kumar Singh
-
Research Scholar, IFTM University, Lodhipur Rajput, Delhi Road NH-24, Moradabad 244102, Uttar Pradesh, India
Tel : 00966592118330 Fax: 00966172417242 - E-mail: ravikumarsingh28473@gmail.com, vtirth@kku.edu.sa
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr