





- Experimental investigation of frictional force and co-efficient of friction for brass, titanium and steel employed under several lubricants
N. Sangeethaa,*, V.M. Brathikanb, Devairakkam Gideonc and B. Sangeethkumarc
aSenior Associate Professor, Kumaraguru College of Technology, Coimbatore 641049, India
bAssociate Lead Innovation, Kumaraguru College of Technology, Coimbatore 641049, India
cStudent, Kumaraguru College of Technology, Coimbatore 641049, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Friction is important in almost all the material removal operations for higher accuracy and surface finish. Depending on the application and the specifications of the final product, almost in all the mechanisms, lubrication properties contribute to the success or failure of the process. Depending on the application and the specifications of the finish product. In the present investigation the coefficient of friction is determined for several materials. The effect of friction on metal was studied by pin on disc wear testing machine. Cold rolled steel, Brass, titanium, Mild steel, Stainless steel and Teflon are considered in this work and the frictional force and coefficient of friction is considered for all these materials under several lubricants and it is analysed. The relation between the properties of lubricants such as flash point, coefficient of friction, density and density of the material for selecting the efficient lubricant is also investigated. The wear test was performed for the above-mentioned metals considering the lubricants and the wear rate were analysed. Castor oil performed well by reducing the coefficient of friction when compared to the other lubricants used in this experimental analysis
Keywords: Wear testing, Lubricants, Coefficient of friction, Pin on disk wear testing machine
The ratio of the friction force and the normal force is given by the dimensionless number called co-efficient of friction. This determines the relationship between two objects in terms of normal force required to keep them together. Lubricant is an additive agent added in between two rotating or sliding objects which is in contact may generate heat while doing work. It is used to improve the working efficiency by observing the heat and reducing the induced stress and reduces the rate of wear acts on the object while in motion [1]. To avoid unwanted damage, to attain smooth surface finish which in turn reduces the noise due to friction it is advised to select the recommended lubricant of based on its chemical and physical property [2, 3].
It improves the life span and prevents the system from damages caused due to heat generation in the system. Based on the applicants the lubricants are selected in solid, semi-solid and liquid variants [3]. For some continuous elative motion, the liquid lubricants are used and for some rotary motion the semi solid lubricants are used. These are selected based on the work, environment condition and requirements [4]. Most commonly the lubricants are used to minimize the tool mark obtained on the work piece while machining and to maintain the surface roughness and tolerance limit of the job [6, 7].
Lubricants are used in the deep drawing process to decrease friction between the tool and the workpiece. Tool life and forming limit promoting the better product quality and surface finish is enhanced because of the usage of lubricants decreases steps and forming energy. In this the detail study is done about how the lubricant and its affects (or) changes on the material [8, 9].
The friction wear characteristics of silicon carbide ceramics heat treated at high temperatures are analysed [10]. The elastic wave characteristics from friction and wear of Si3N4 are discussed and its effect depends on the amount of silicon dioxide nano-colloid present [11]. The experimental investigations of the wear properties of mullite and aluminium titanate added porcelain ceramics are discussed and it is reported that the wear properties are reduced these inclusions [12]. The additives such as silicon oxide and titanium oxide are added to silicon nitrate composites to study wear properties and bending strength of the composites [13]. The calcium oxide, magnesium oxide added stabilized zirconia ceramics produced by different pressing methods are investigated for the wear properties [14]. The cutting performance and wear mechanism of tungsten carbide and cobalt ultrafine cemented carbide are investigated while machining gray cast iron [15]. The process parameters optimization are investigated using several optimization techniques such as Taguchi technique, TOPSIS etc., and these techniques can be employed for all manufacturing processes [16, 17].
Based on the survey, the main objective of this work is framed as to study the effect of various lubricants and its properties in reducing the friction between two surfaces. This work identifies the appropriate lubricant for the materials by experimental process using pin on disc wear testing machine. From this experimentation process the wear rate of the material used and effectiveness of the lubricant used during the process could be found.
Several optimization techniques are followed for the assessments of machinability of the manufacturing process and these optimization techniques are helpful in determinization of the optimum machining process parameters [18-24]. Fig. 1

|
Fig. 1 Pin on disk wear testing machine. |
In this experiment seven different materials were used, and their mechanical properties are listed on the Table 1. Here the tensile strength was highest for titanium metal and lowest for cold roll steel IS513. Likewise, the yield strength was highest for mild steel lowest for brass.

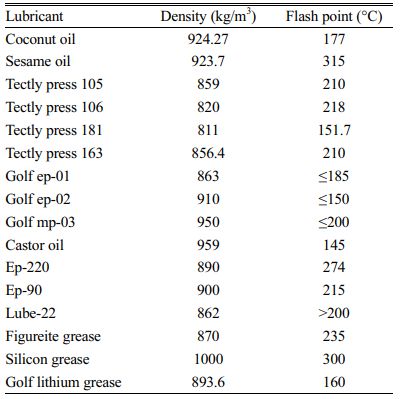
The lubricants used for experimentation are listed in the Table 2. In this experiment sixteen different lubricant out of which six semi-solid lubricant and ten liquid lubricants were used based on their properties. A lubricant helps to improve engine efficiency and helps to reduce fuel consumption. Lubricant protects the mechanical parts against wear and corrosion and guarantees long life and efficiency of the engine. In this work the density is highest for silicon grease and lowest for tectly press 181. Flash point is highest for silicon grease and lowest for castor oil.
Fig. 2
Experimental Analysis
The pin on disk (POD) wear tester machine produces the relative motion between the specimen which is connected on the pin holder and disk that generates the shear direction, due to this the frictional force is generated. The specimen is placed perpendicular to the plane motion. The motion is circularly translating between the stationary (or) fixed specimen and a moving (or) rotating disk. This makes the specimen to wear some particles. This tester can control precisely or monitor the force, speed, frequency, and temperature.
Then the POD is configured manually with a constant speed of 250 rpm, the normal load of 1kg is set, and the specimen is placed perpendicular in between the disk and pin holder. Then the test timing of 30 minutes is manually set on the POD computer. Then each specimen and lubricant matrix are changed, and test is carried out in room temperature.
The wear testing with specimens and disks in contact are both in relative motion and the specimen connected with load and Linear Variable Differential Transformer (LVDT) which displays the total vertical linear wear produced. By doing this, the output of total resisting force induced by the specimen and to avoid more frictional losses the lubricant is added into the chamber. The temperature of the pin can be increased by the thermistor setup and the readings can be noted by the thermal sensor reading. Each specimen and disk are cleaned before taking a new reading and the used lubricant is drained completely. After competing each test, the weight and the area is tested.
After each wear test, the data are documented in computer, the important dataare physical dimensions, material name, lubricant used, temperature are to be noted. Each data has a various or slight change in friction values, sliding distance, sliding frequency, sliding velocity, and etc…. are recommended to store the data in 4 to 5 decimals.
Record the wear results for the total weight loss of the pin and the average pin surface roughness Ra, which reflects the material properties. The weight loss of specimen is adjusted to the fluid absorption during the test and the following is noted. And at certain interval the initial weight and the final weight are measured at each test. The initial phase of a wear test is called “running-in wear,” which is a no steady-state phenomenon that occurs for many materials starting from 0 cycles to as high as 1 Mc. Data within this range may be collected since they provide some information about the material’s behaviour, but they are ignored later when analysing and presenting the study’s main results for steady-state wear.
The coefficient of the friction can be calculated by the frictional force induced by the shear movement that happened on the disk by the specimen by the normal load applied on the string which is connected to the pin. The Coefficient of friction (µ) is calculated by using the formula µ = Frictional Force/Normal Force. The total net force is calculated by Fnet = ma, where ‘m’ is the mass of the specimen, ‘a’ is the acceleration. The applied force on the specimen, F applied, which is the pull from the string caused by the weight of the hanging mass, m. The applied force is calculated by Fapplied = mg. Where g = 9.81 meters per second squared, the gravitational acceleration constant. The normal force is the weight of the Specimen N = mg. The difference between applied force and the net force gives the required frictional force. Thus, the dry and lubricated specimens, coefficient of friction is investi- gated in room temperature. The wear test was carried out by the pin-on-disk friction and wear behaviour. The investigated data are summarized for which graphs are generated which clearly represents the change of wear and friction produced due to motion.
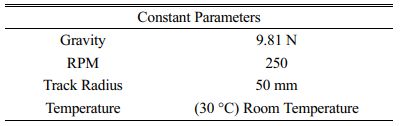
Table 3 shows the constant parameters for all the iterations performed, only the metal is changed in each iteration and the necessary reading were noted.
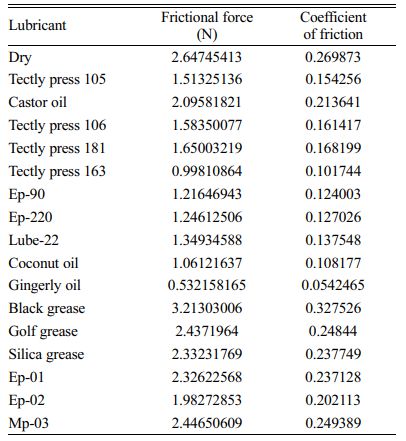
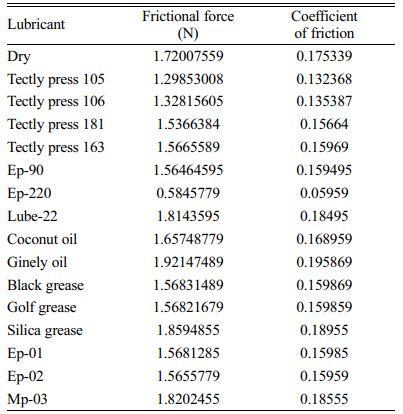
Table 4 shows the Coefficient of friction for Aluminium with various lubricants. Here the frictional force & coefficient of friction was highest for aluminium without any lubricant and lest when gingelly oil was used as lubricant.
Fig. 3 shows the coefficient of friction for various lubricants when aluminium is used as a specimen. The gingelly oil reduces most of the friction between aluminium with other material while graphite grease produces more friction between them.
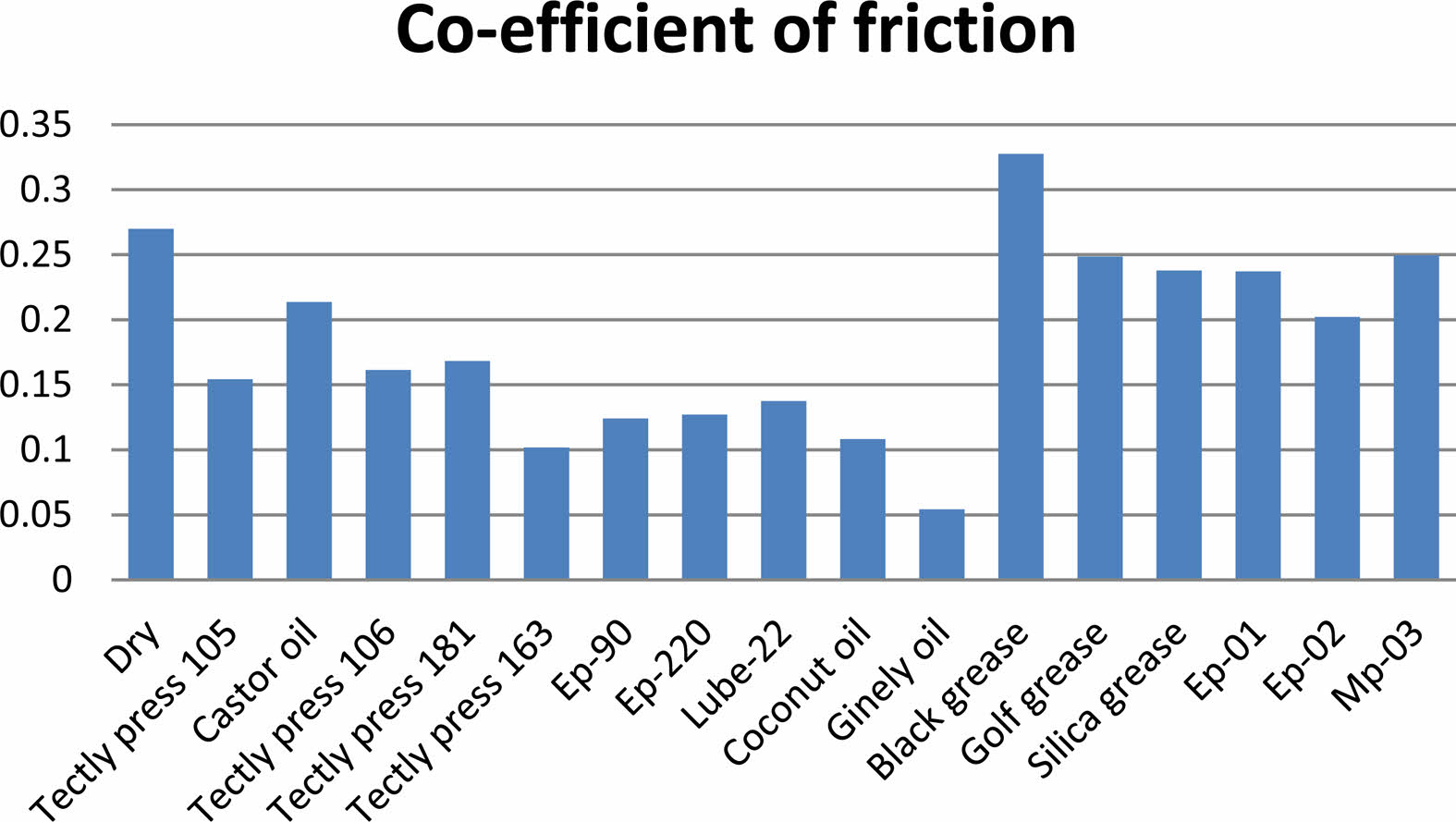
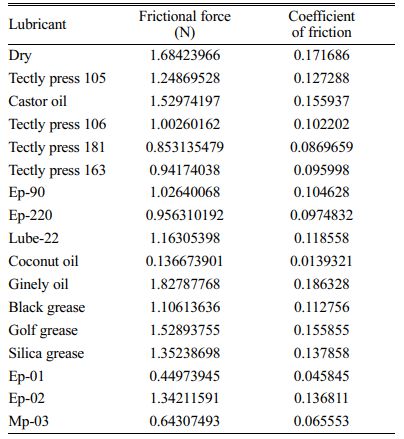
Table 5 shows the Coefficient of friction for Cold Roll Steel IS513 with various lubricants. Here the frictional force & coefficient of friction were highest for cold roll steel IS513 when black grease is used as lubricant and least when lube 22 used as lubricant.
Fig. 4 shows that the coefficient of friction is low when EP-220 used as a lubricant, Gingelly oil produces more friction with Cold Roll steel.
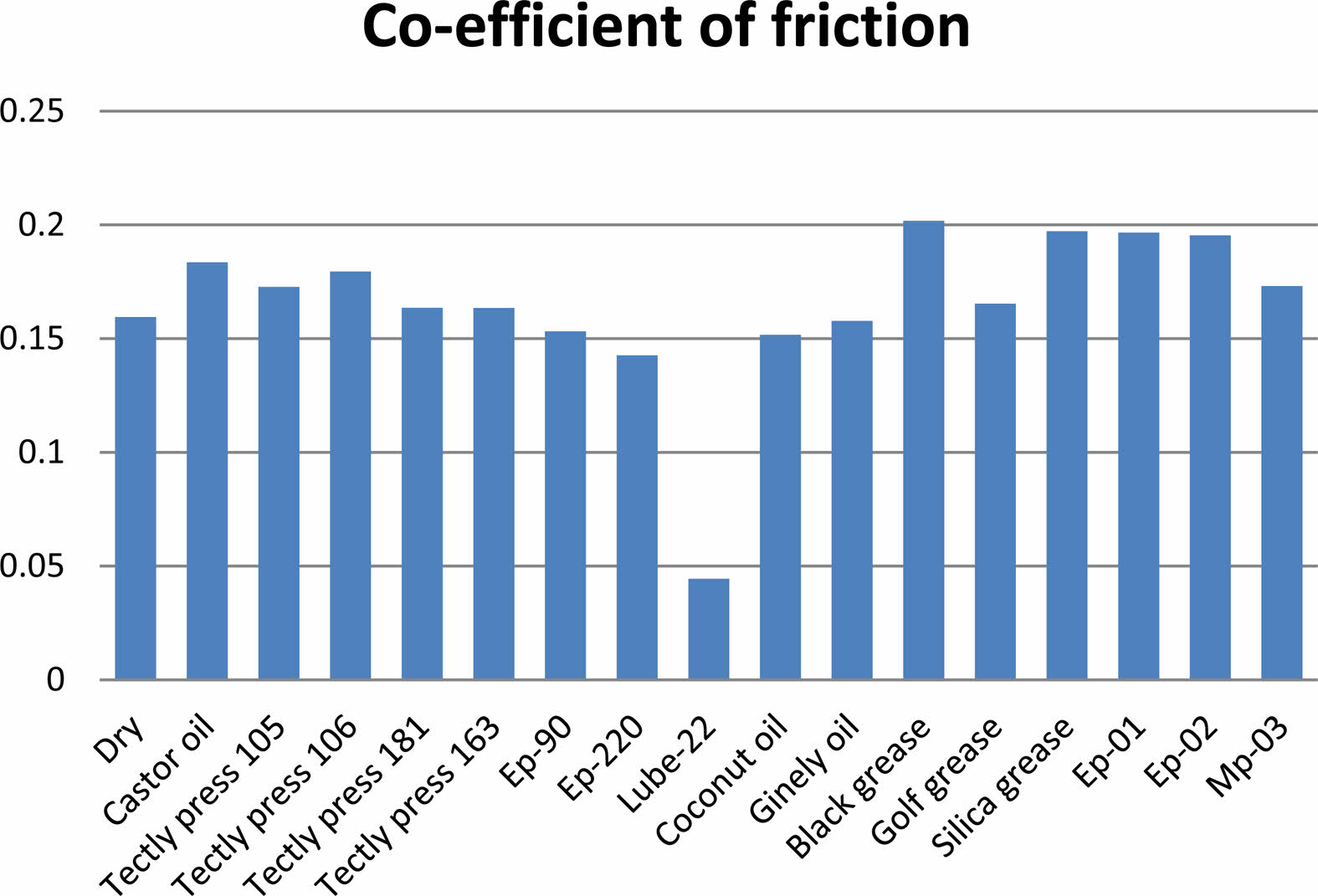
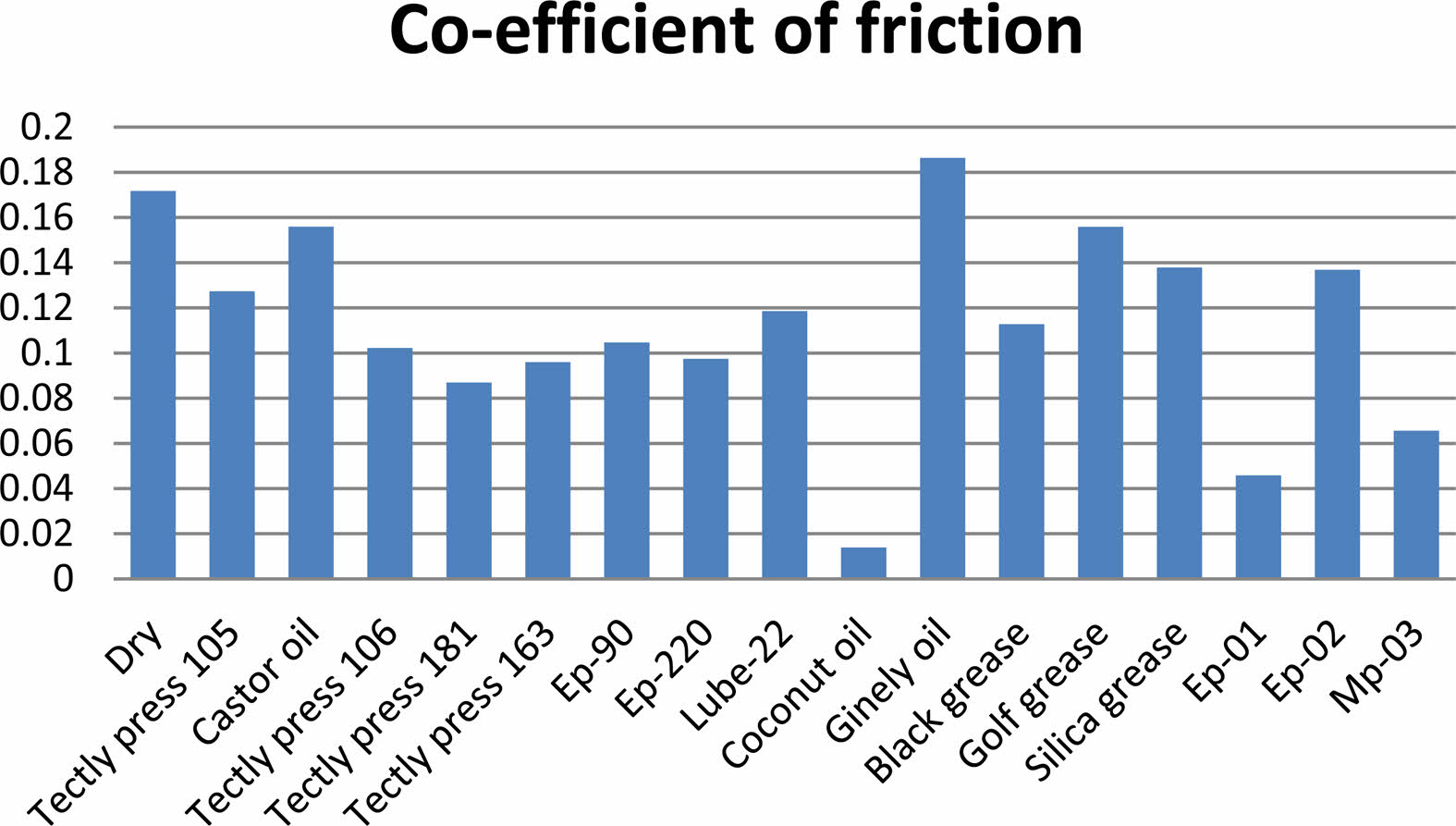
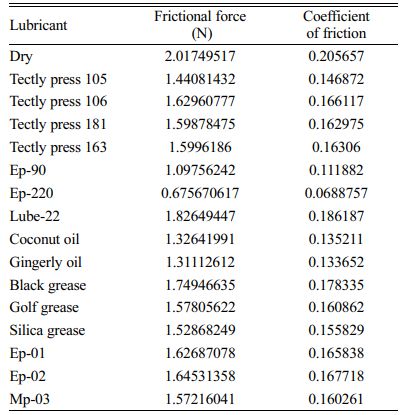
Table 6 show the Coefficient of friction for Titanium with various lubricants. Here the frictional force & coefficient of friction were highest for Titanium without any lubricants and least when EP-220 was used as lubricant.
Fig. 5 indicates that the EP -90 produces low friction on titanium. When titanium is used as a raw material, EP -90 could be used as a lubrication for reducing the friction efficiently. In opposite to that dry lubricant will produce more friction.
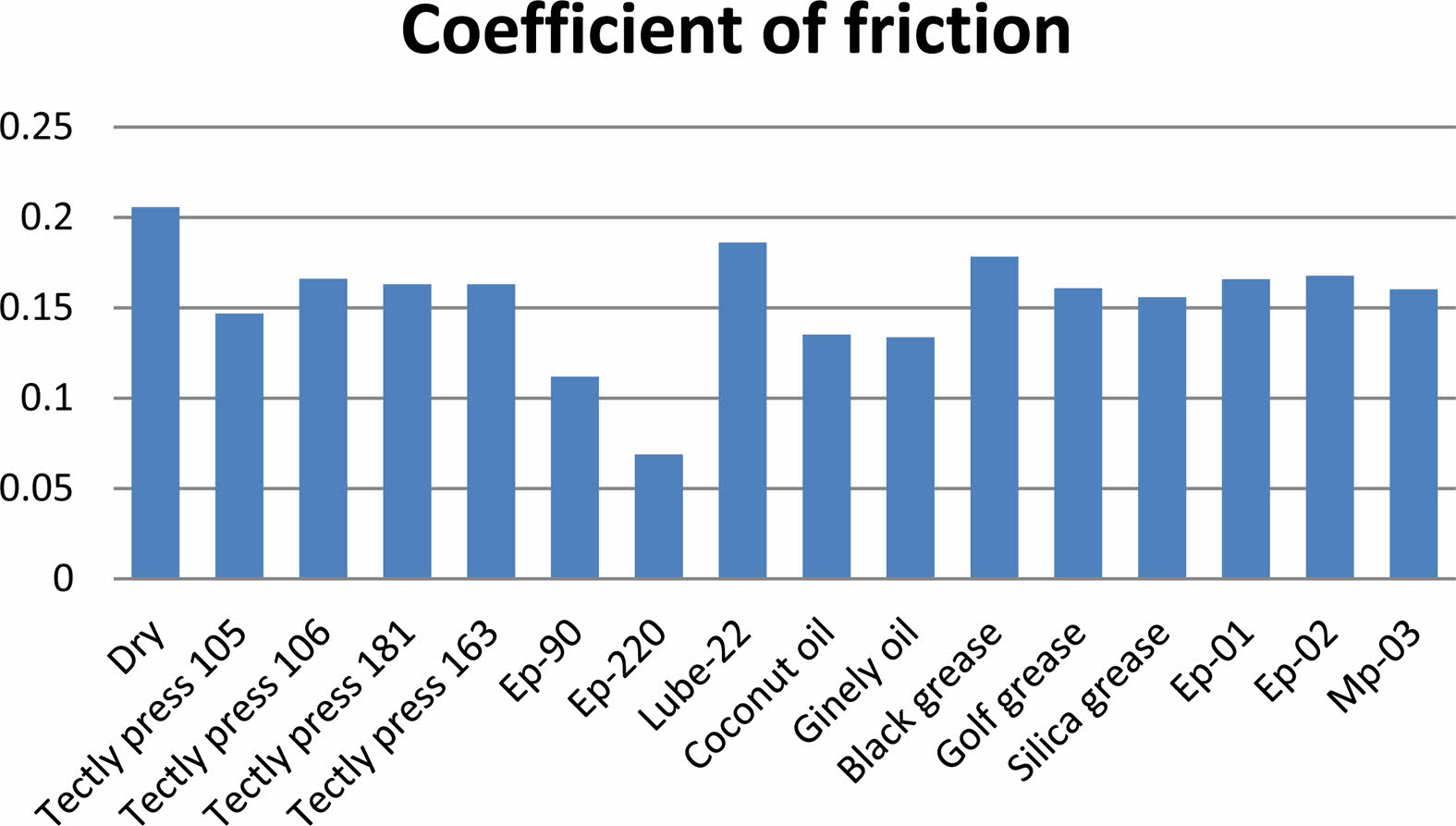
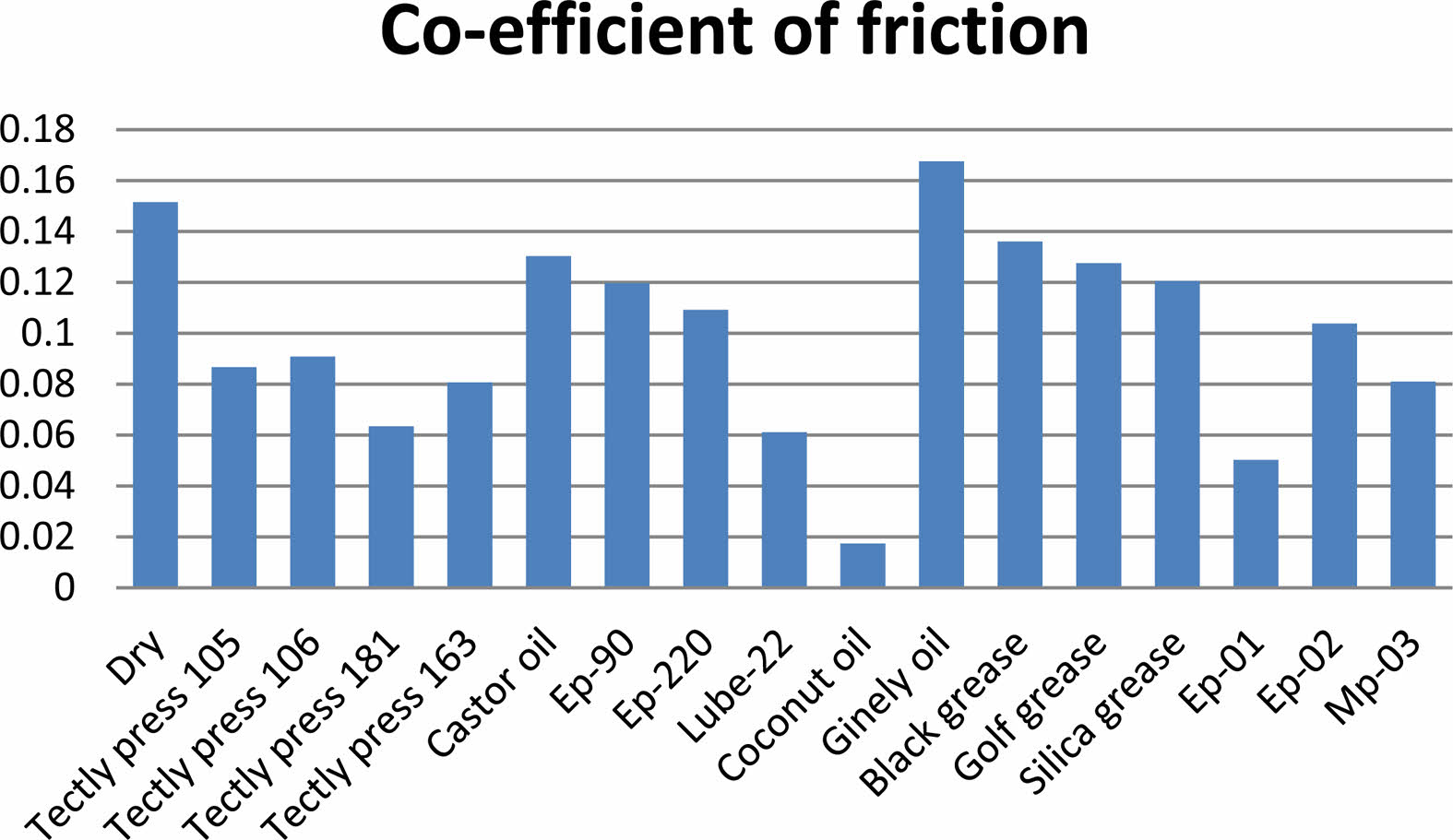
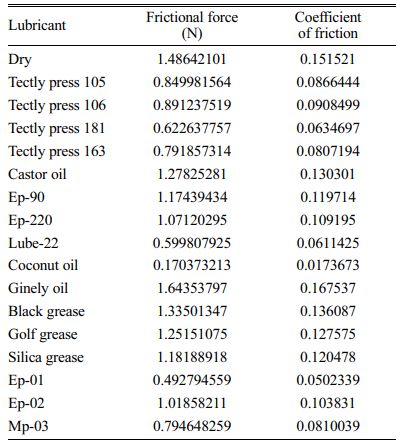
Table 7 show the Coefficient of friction for Mild Steel with various lubricants. Here the frictional force & coefficient of friction were highest for Mild Steel when gingelly oil is used ads lubricant and least when EP-220 was used as lubricant.
Fig. 6 show that the coefficient of friction will be more on applying Gingelly oil and silica Grease oils that leads to increase in work power and produce more heat. When Mild Steel is used as material EP- 220 will produce low friction and heat, so the power requirement is less when working on it.
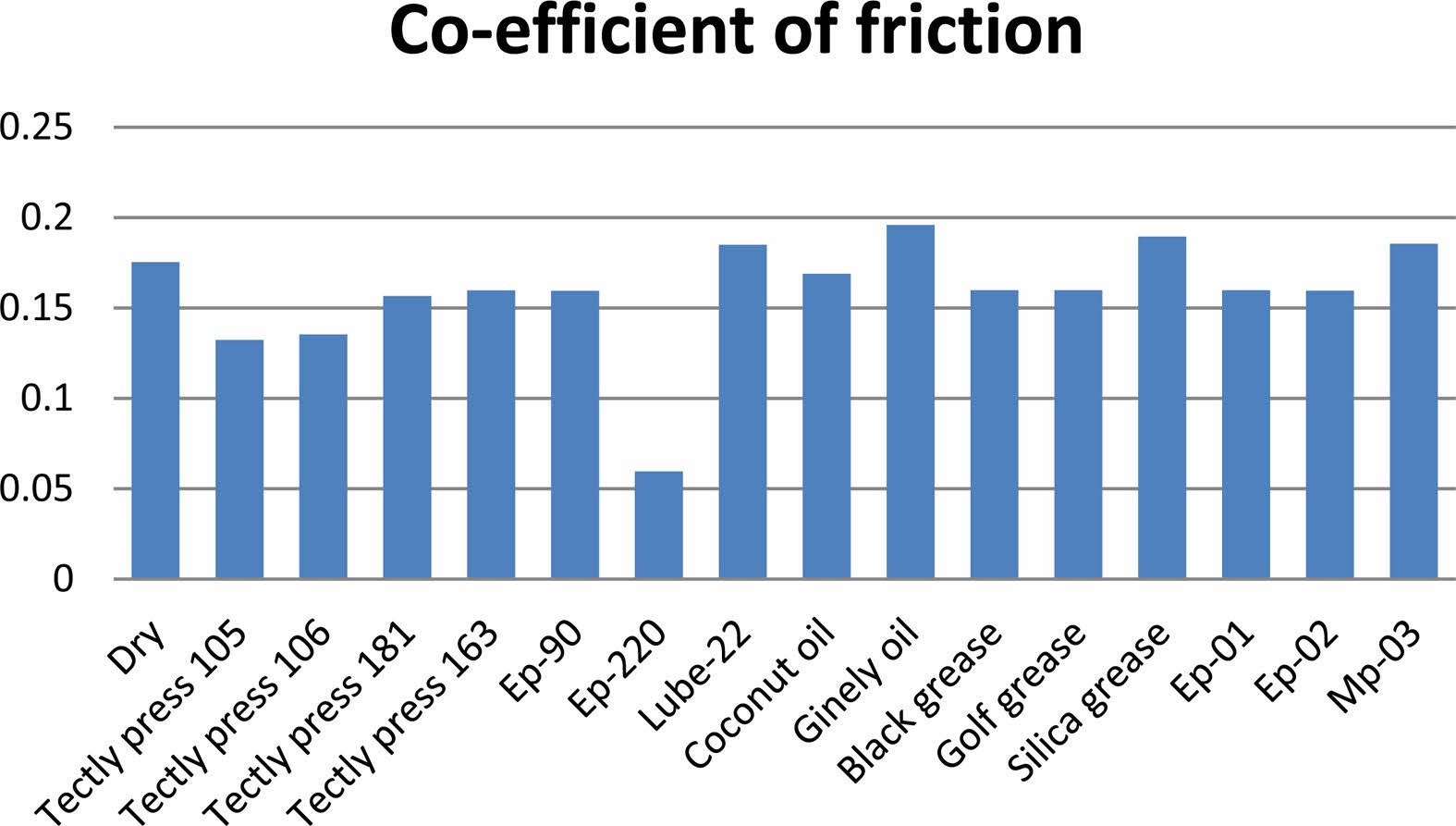
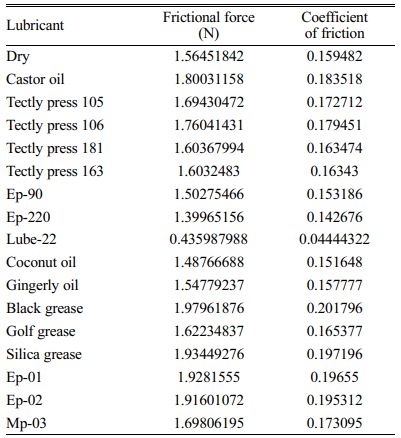
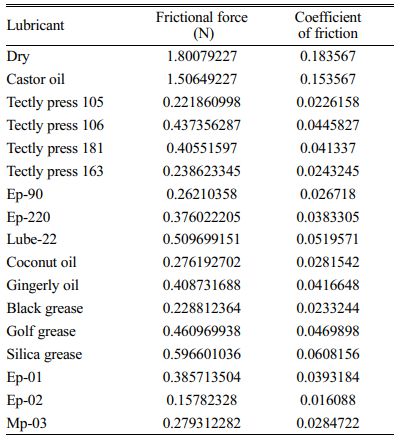
Table 8 show the Coefficient of friction for Stainless Steel with various lubricants. Here the frictional force & coefficient of friction was hight for Stainless Steel without any lubricants and lest when EP-02 was used as lubricant.
Fig. 7 shows the friction coefficient is low for all liquid lubricants when stainless steel is used as raw material. By comparing the liquid lubricant Tectly Press 105 and EP -20 will be more efficient.
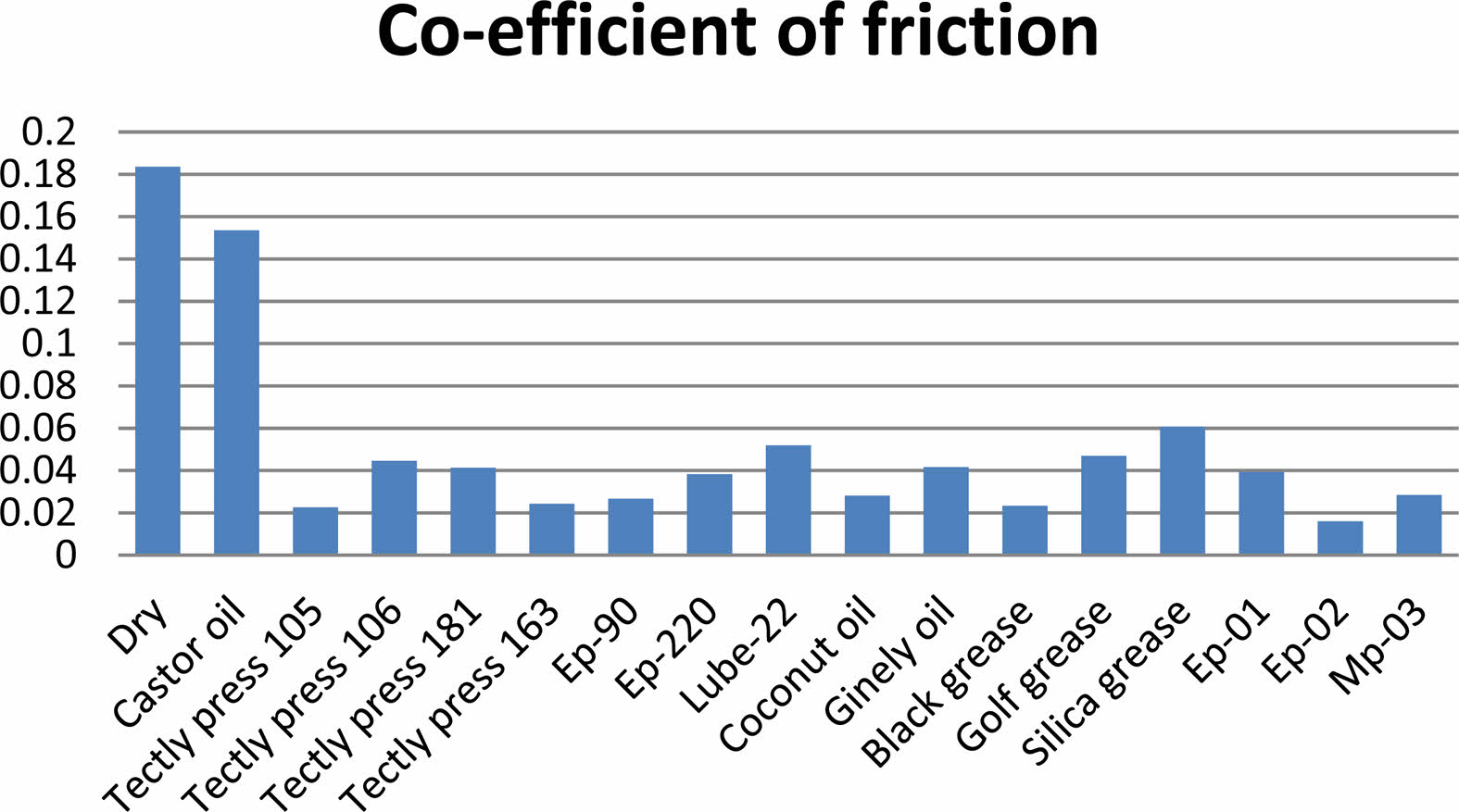
Table 9 show the Coefficient of friction for Brass with various lubricants. Here the frictional force & coefficient of friction was hight for Brass when we use gingelly oil as lubricant and lest when coconut oil was used as lubricant.
Fig. 8 shows the coefficient of friction for Brass will be low when coconut oil is used as a lubricant. Gingelly oil produces more friction so using Gingelly oil as a lubricant is not advisable.
Table 10 show the Coefficient of friction for Teflon with various lubricants. Here the frictional force & coefficient of friction was hight for Teflon without any lubricants and lest when coconut oil was used as lubricant.
Fig. 9 shows the coefficient of friction for Teflon which is less while using coconut oil. At the same time gingelly oil will be low efficient on Teflon. Fig. 10 Fig. 11 Fig. 12 Fig. 13

|
Fig. 2 Specimens -brass, titanium, mild steel, stainless steel, aluminum and teflon. |
|
Fig. 3 Coefficient of friction of aluminum vs Lubricants |
|
Fig. 4 Coefficient Of friction of Cold Roll Steel vs Lubricants. |
|
Fig. 5 Coefficient of friction of Titanium vs Lubricants |
|
Fig. 6 Coefficient Of friction of Mild Steel vs Lubricants. |
|
Fig. 7 Coefficient Of friction of Stainless-Steel vs Lubricants. |
|
Fig. 8 Coefficient of friction of Brass vs Lubricants. |
|
Fig. 9 Coefficient Of friction of Teflon vs Lubricants. |
|
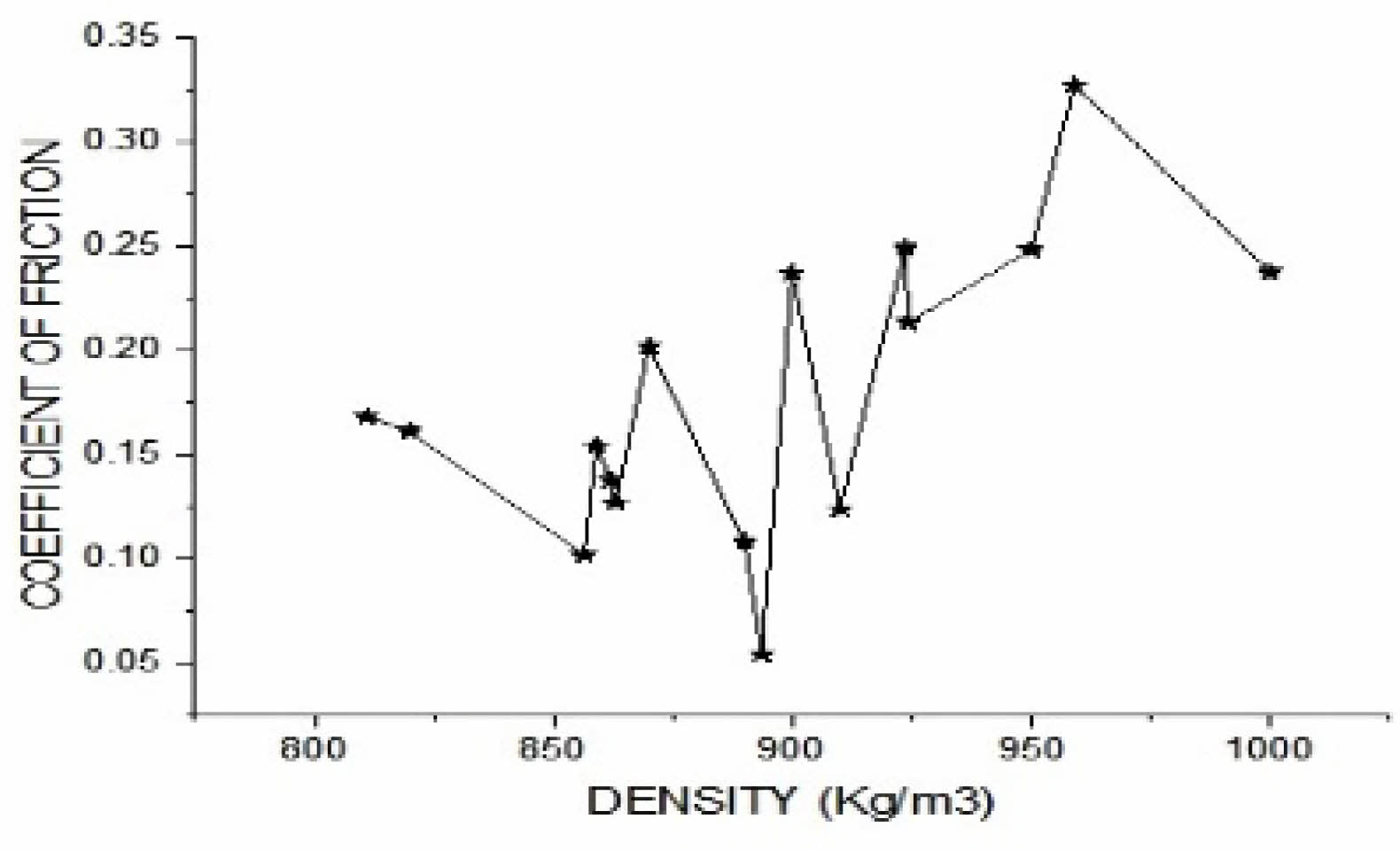
Fig. 10 Coefficient of friction of Lubricants vs Density of Lubricants. |
|
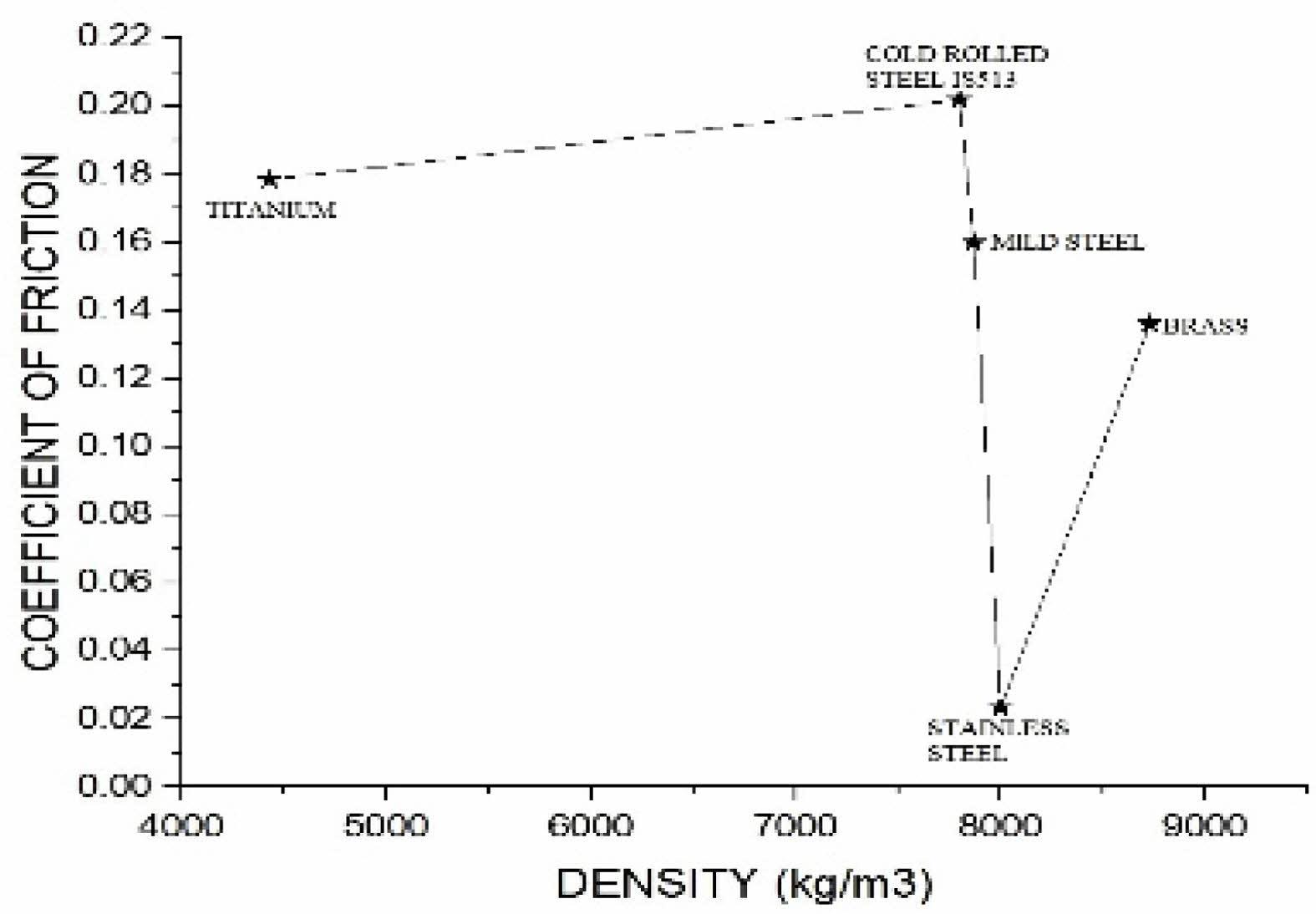
Fig. 11 Coefficient of friction of Lubricants vs Density of Materials. |
|
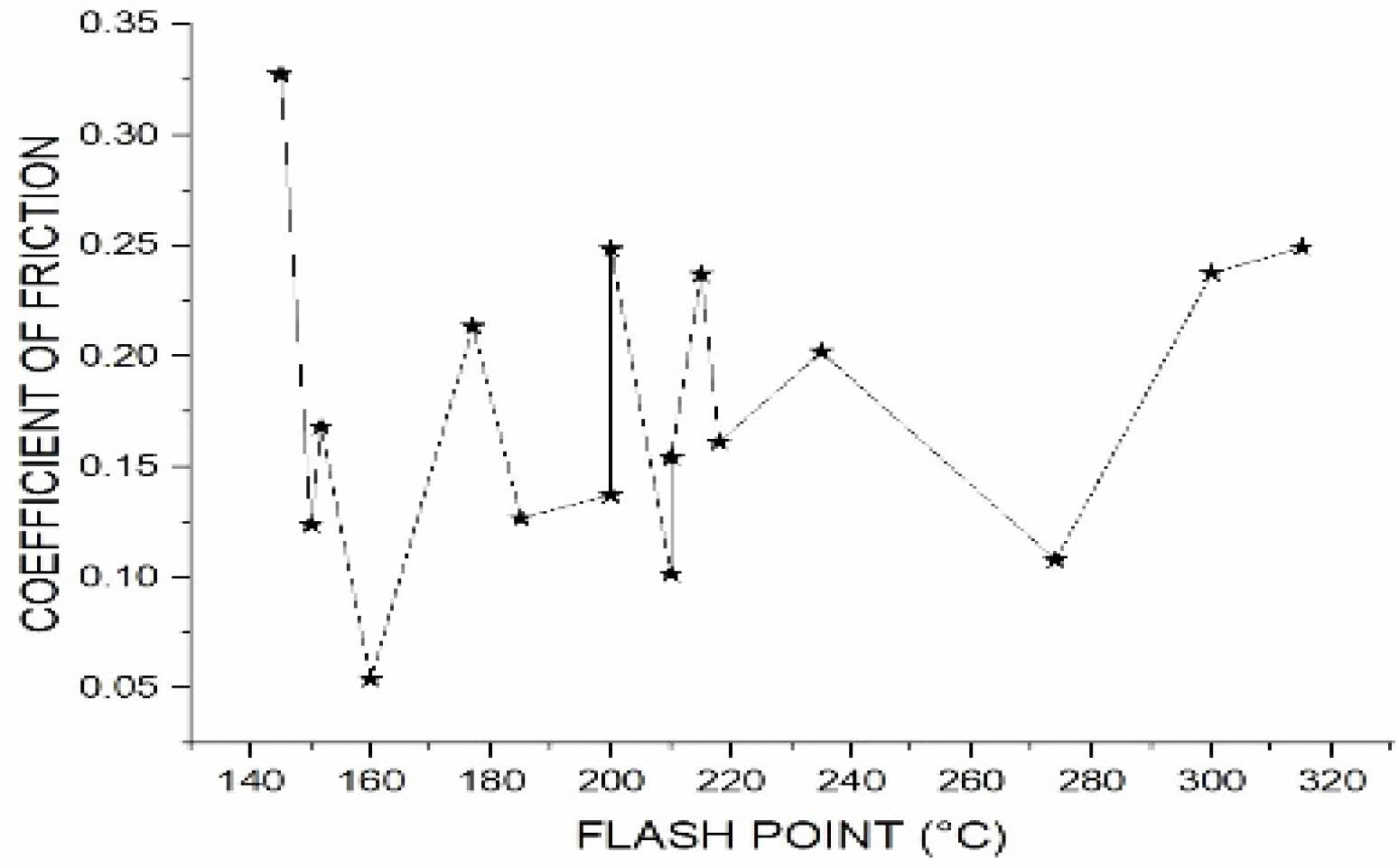
Fig. 12 Coefficient of friction of Lubricants vs Flash Point of Lubricants. |
|
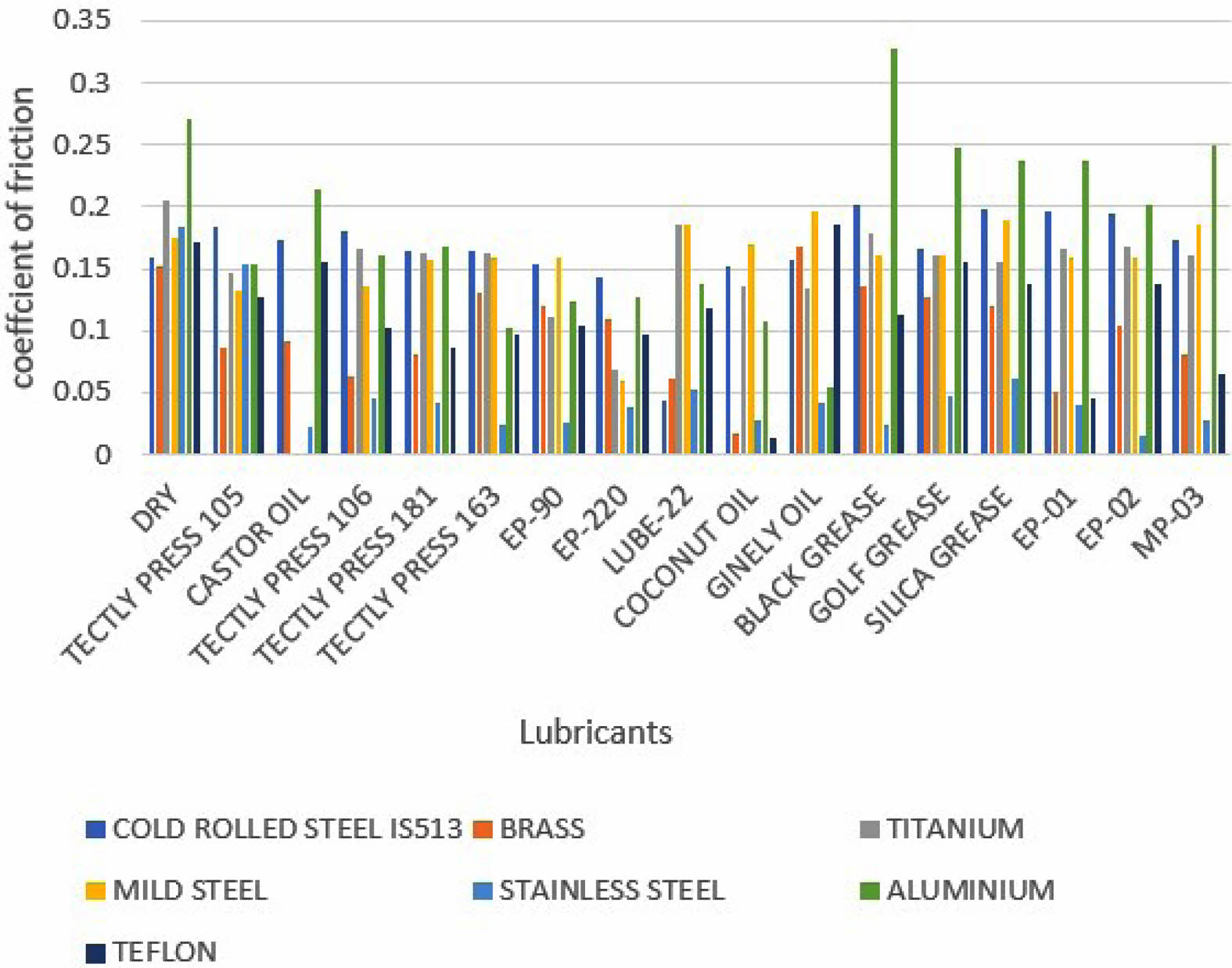
Fig. 13 Material vs Coefficient of friction |
|
Table 5 Coefficient of friction for Cold Roll Steel IS513 with various lubricants. |
Study on the properties of the lubricant such as density, flash point and the material density with respect to the coefficient of friction of black grease was studied. A graph has been generated with all the materials in relation to the coefficient of friction of the lubricants used. It is generated in order to understand the effectiveness of the lubricants reducing the coefficient of friction with respect to the materials used. This study helps to find out the influencing chemical properties of the lubricants and also to find out the relation between the material density with respect to the coefficient of friction of the lubricants. The above-mentioned data has been plotted as graph with relation to coefficient of friction.
Titanium, stainless steel, cold rolled steel, aluminium, mild steel, teflon are investigated in this work. A comparative analysis for all these materials in terms of coefficient of friction reveals that the change in density of the lubricant has no correlated effect on coefficient of friction which shows that coefficient of friction is independent of density. Similarly, the coefficient of friction doesn’t show any correlated variation with respect to flash point of the lubricant. From the density test, it is clearly evident that the weight of the test piece doesn’t impact the coefficient of the friction. This shows that the coefficient of friction is independent of material properties like density & flash point and physical properties like weight of the material in contact.
Aluminium, Cold Roll Steel, Stainless Steel, Brass, Teflon, Titanium, Mild Steel were individually tested with the lubricants like coconut oil, sesame oil, castor oil, EP-220, EP-90, Lube-22, Figureite Grease, Silicon Grease, Gulf Lithium Grease, Gulf EP-01, EP-02, MP-03 & Tectly press 105, 106, 181, 163 using the wear testing machine. Finally, it is found that lubricants play an important role in determining a products lifecycle and healthy manufacturing because it acts as a layer between the two surface which is in contact with each other reducing the surface contact resulting in the reduction of coefficient of friction. The wear test was also performed for the above-mentioned metals without using any lubricants and the wear rate were noted. Castor oil performed well by reducing the coefficient of friction when compared to the other lubricants used in this experimental analysis. The friction force was more when the dry test was performed when compared to that of with lubricants. It is found that there is no relation between the lubricant properties i.e., density, coefficient of friction and with respect to the density of the material used. Understanding of various lubricants parameters helps us to select the felicitous lubricants for suitable applications where understanding of friction is necessary for positive output.
This project work would not have been possible without the financial support of Kavi Techno Works, Coimbatore & Kumaraguru college of Technology, Coimbatore. I am especially indebted to Kavi Techno Works, Coimbatore for providing us this problem statement & who have been supportive during this project. I would especially like to thank research cell Kumaraguru College of Technology, Coimbatore for their professional guidance.
- 1. P.J. Blau, Tribology Int. 9[34] (2001) 585-591.
-

- 2. D.O. Bello and S. Walton, Tribology Int. 2[20] (1987) 59-65.
-
- 3. T. Hisakado and T. Warashina, Wear J. 1[216] (1998) 1-7.
-
- 4. William Hirst and A.E. Hollander, Proce. of the Roy Soc. of Lon. A. Mat. and Phy. Sci. 1610[337] (1974) 379-394.
-
- 5. H.E. Staph, P.M. Ku, and H.J. Carper, Mech. Mach. Theory. 2[8](1973) 197-208.
-
- 6. W. Wieleba, Wear J. 9[252] (2002) 719-729.
-
- 7. V. Saikko, J. Tribology. 6[139] (2017).
-
- 8. J. Kosanov, J.G. Lenard, J. Uhrig, and B. Wallfarth, Mater. Sci. Eng. A 1[427] (2006) 274-281.
-
- 9. J.A. Schey, T.R. Venner, and S.L. Takomana, J. Mech. Work. Technol. 6[1] (1982) 23-33.
-
- 10. S.H. Ahn and K.W. Nam, J. Ceram. Process. Res. 18[11] (2017) 767-776.
- 11. S.H. Ahn and K.W. Nam, J. Ceram. Process. Res. 17[10] (2016) 1046-1051.
- 12. T. Boyraz and A. Akkuş, J. Ceram. Process. Res. 22[2] (2021) 226-231.
-
- 13. S.H. Ahn and K.W. Nam, J. Ceram. Process. Res. 22[1] (2021) 54-60.
-
- 14. A. Akkus and T. Boyraz, J. Ceram. Process. Res. 19[3] (2018) 249-252.
- 15. J. Chen, M. Gong, and S.H. Wu, J. Ceram. Process. Res. 16[2] (2015) 244-248.
- 16. R. Thirumalai, J.S. Senthilkumaar, P. Selvarani, and S. Ramesh, Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 227[9] (2013) 1889-1897.
-
- 17. R. Thirumalai and J.S. Senthilkumaar, J. Mech. Sci. Technol. 27[4] (2013) 1109-1116.
-
- 18. R. Thirumalai and M Vivekraj, J. Ceram. Process. Res. 23[2] (2022) 228-232.
-
- 19. R. Thirumalai, S. Karthick, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 221-227.
-
- 20. Mukeshkumar, S.K. Tamang, Dipika Devi, M. Dabi, K.K. Prasad, and R. Thirumalai, J. Ceram. Process. Res. 23[2] (2022) 373-382.
-
- 21. M. Sivaperumal, R. Thirumalai, S. Kannan, and K.S.S. Rao Yarrapragada, J. Ceram. Process. Res. 23[2] (2022) 404-408.
-
- 22. N. Sangeetha, V.M. Brathikan, R.K. Nitheeshwar, and S. Jayabalu, J. Ceram. Process. Res. 23[4] (2022) 529-534.
-
- 23. V.M. Brathikan, S. Jayabalu, S. Gideon Devairakkam, P. Prashanth, and Kavi Scidarth, J. Phys.: Conf. Ser. 2272 (2022) 012015.
-
- 24. V.M. Brathikan, B. Sangeethkumar, R.K. Nitheeshwar, and Kavi Scidarth, Mater. Today: Proc. (2022) 2414-7853.
-
 This Article
This Article
-
2022; 23(5): 617-624
Published on Oct 31, 2022
- 10.36410/jcpr.2022.23.5.617
- Received on Feb 25, 2022
- Revised on Jun 19, 2022
- Accepted on Jun 25, 2022
Services
- Abstract
introduction
specimen specification
lubrication specification
study on the properties of lubricants
inference
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- N. Sangeetha
-
Senior Associate Professor, Kumaraguru College of Technology, Coimbatore 641049, India
Tel : +91 9443779513 - E-mail: sangeetha.n.mec@kct.ac.in
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr