





- Tribological properties of Al 413 alloy hybrid metal matrix composites processed by melt stirred squeeze casting
R. Srinivasana,*, M. Kamarajb, N. Dhasarathanc and M. Naga Swapna Srid
aDepartment of Mechanical Engineering, KGiSL Institute of Technology, Coimbatore, India
bDepartment of Mechanical Engineering, College of Engineering and Technology, SRM Institute of Science and Technology, Kattankulathur, India
cDepartment of Electronics and Communication Engineering, Saveetha School of Engineering, SIMATS, Chennai, India
dDepartment of Mechanical Engineering, Department of Mechanical Engineering, Prasad V Potluri Siddhartha Institute of Technology, Vijayawada, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Aluminium (Al 413) based silicon carbide (SiC) and aluminium oxide (Al2O3) particle reinforced hybrid metal matrix composites were prepared by melt stirred squeeze casting technique. Equal weight fractions of SiC and Al2O3 particles were reinforced with Al 413 alloy by mechanical stirring and then the molten mixture was cast under pressure. Using equal weight fractions ensures balanced mechanical and tribological performance, combining the hardness of SiC with the thermal stability of Al₂O₃. Argon gas was used to prevent oxidation of molten aluminium and maintain clean melt conditions during stirring. The hardness of the composites increased proportionally with the reinforcement content due to the presence of hard ceramic particles that restricted plastic deformation. The tribological characteristics of these composites were tested utilising a pin on disc device under dry sliding circumstances. The dry sliding wear tests were conducted by varying key parameters—normal load, sliding velocity, and sliding time—to study their influence on wear rate and friction. The test results showed that the wear rate of composites decreased with an increase in reinforcement content. Wear rate and coefficient of friction of the composites increased with an increase in normal load and sliding velocity. Worn surface analysis was conducted to identify the wear mechanism of these composites. The worn surface analysis confirmed that hard ceramic reinforcements enhanced wear resistance. The dominant wear mechanisms observed were a combination of abrasion and delamination.
Keywords: Al 413 alloy, Hybrid metal matrix composites, Melt stirred squeeze casting, Dry sliding, Wear rate.
Metal matrix composites (MMC) are developed to have toughness of metallic alloys and the hardness, stiffness and strength of ceramic materials. By proper selection of matrix and reinforcement materials, the MMC can be tailored to give superior properties. Aluminium MMC have been known for many years due to their high specific strength, wear resistance and high temperature performance. Hence, its usage is restricted in certain commercial applications due to higher manufacturing cost and fabrication difficulties [1]. Aluminium MMC components can be manufactured by several methods according to the choice of matrix and reinforcements. Casting is the most economical and commercially practiced technique for fabricating MMC. Among the available casting technique for particulate reinforced MMC, the stir casting is the most widely used technique, because it is simple, flexible and best suitable for large scale production. Usually, stir casting of MMC involves preparing a melt of metallic materials, followed by the incorporation of ceramic particles into the melt and obtaining homogeneous slurry through stirring. Hence, the major drawbacks of stir casting are agglomeration of reinforcement particles, settling of reinforcement particles, porosity and extensive interfacial reactions [2]. These drawbacks can be overcome by continuing melt stirring until casting and applying external pressure during the solidification of melt. By applying pressure to the solidification of molten metal, the melting point of alloys can be changed, resulting in a faster solidification rate. It also refines the micro and macrostructure of the castings, which helps to reduce gas and shrinkage porosities. Also the applied pressure reduces the interfacial reactions.
Long et al. [3] studied the wear resistance of 6061 aluminium alloy reinforced with Al2O3 fibres and SiC whiskers. They reported that addition of small volume fraction of SiC whisker to Al2O3/6061 composites improved the wear resistance. Park [4] reinforced an Al alloy with Al2O3 short fibres, SiC whiskers and a mixture of Al2O3 short fibres and SiC whiskers and the hybrid composites outperformed the non-hybrid composites in terms of wear resistance. Song & Han [5] reported that addition of carbon fibres to Al/Al2O3f composites improved the wear resistance over Al/Al2O3f composites. The solid lubrication film which was formed as a result of adding carbon fibres improved the wear resistance of carbon hybrid composites. Umanath et al. [6] studied the effect of reinforcement content on friction and wear behaviour of Al 6061/SiCp/Al2O3p hybrid composites. They found that increasing the reinforcing content reduced the wear rate and coefficient of friction. In comparison to matrix alloy and single reinforcement composites, hybrid composites have lower coefficients of friction and wear rates. Devaraju et al. [7] studied the influence of adding Grp/Al2O3p with SiCp on wear properties of Al 6061-T6 hybrid composites. It was observed that the Al-SiC/Gr hybrid composite exhibited inferior hardness value owing to the soft Gr phase, however the Al-SiC/Al2O3 exhibited higher hardness value owing to the existence of both harder phase particles. The Al-SiC/Gr surface hybrid composite exhibited superior wear resistance and low coefficient of friction than the Al-SiC/Al2O3 surface hybrid composite. Adem Onat [8] investigated the dry sliding wear characteristics of Al-4.5Cu-3Mg/15vol.% SiCp matrix composites. He stated that the increase in wear with increasing sliding speed and the extent of wear turn out to be greater by an increase in applied load. In addition, higher wear rate was detected at higher applied load and faster sliding speed. Uyyuru et al. [9] studied the wear characteristics of the aluminium matrix composites compared to automobile brake pads. They reported that wear rate increased with a rise in the normal load, whereas it decreased with an increase in the sliding speed. The friction coefficient decreased with an increase in the normal load and sliding speed.
Ramachandra & Radhakrishna [10] investigated the consequence of reinforcement content, normal load and sliding velocity on the wear and friction characteristics of the Al/fly ash composite. They stated that the wear resistance of the MMC increased with increase in fly ash content, but decreased with increase in normal load and sliding velocity. The coefficient of friction reduced with rise in fly ash content but increased with rise in normal load and sliding velocity. Wear of MMCs was observed for the reason of delamination, micro cutting, oxidation and thermal softening. Rao & Das [11] studied the wear behaviour of aluminium matrix composites regarding the SiC content, sliding speed and sliding distance. The results revealed that as the SiC content improved the wear rate and temperature rise decreased, but the reverse trend was detected for coefficient of friction. The wear rate increased and temperature rise decreased with increasing sliding speed. It was noted that the wear rate of the composite was invariant to the sliding distance and increased with applied pressures. Ravindran et al. [12] reported that the SiC-reinforced hybrid composites revealed a inferior wear loss related to the unreinforced alloy and Al-Gr composites. The wear resistance and friction coefficient of composites are improved with an increase in the SiC content. The rise in applied load and sliding distance decreased the wear loss of the hybrid composites. Low friction coefficient and wear loss were reported at increased sliding speeds. Srinivasan et al. [13] used stir casting for manufacturing the hybrid composites and found that that the tensile strength was higher. Pridhar et al. [14] manufactured the aluminium alloy reinforced with Al2O3 and B4C using stir casting technique and found that composite was manufactured successfully with a uniform dispersion of particulates in the matrix. Ubeyli et.al, [15] investigated and characterized the structural Al2O3 ceramics for wear application and found that with increasing hardness fracture toughness decreases for a given composition. It was also noted that the samples prepared by dry processing showed lower fracture toughness and higher hardness for same Al2O3 percentage. Muhammad Shahid et al. [16] observed that introduction of second phase particles like ZrO2 and SiC not only downplaying of the grain size but also enhanced the fracture toughness value.
From the extensive literature survey, it was detected that research work on the fabrication of aluminium hybrid composites containing hard ceramic particulate reinforcements by melt stirred squeeze casting technique has not been done so far. So, it was decided to study the wear behaviour of Al 413 alloy hybrid composites containing Al2O3 and SiC particles by varying the dry sliding process parameters. Al2O3 is selected since it is notable for its exceptional hardness. It's commonly used as high-temperature parts, and wear-resistant parts. Researchers have also used optimization tools such as Taguchi technique, Response surface methodology, Grey relational analysis to determine the optimal casting process parameters [24-26].
Materials
The matrix material in this study was a commercially available Al 413 alloy. This alloy has been selected because it provides high strength and controls the interfacial reaction between the matrix and the reinforcement at high temperature. Because Al 413 offers high strength, good castability, and controls interfacial reactions between the matrix and reinforcements at elevated temperatures. The chemical composition as per British Standards and the real chemical composition of the alloy are given in Table 1. Aluminium oxide (Al2O3) and silicon carbide (SiC) with an average particle size of 35 µm and 45 µm were chosen as reinforcements. The chemical composition of Al2O3 and SiC particles and their properties are given in Table 2 & 3.



The hybrid aluminium composites were produced by using melt stirred squeeze casting method. The significant stages in the manufacture of composites are (i) incorporating reinforcement into the matrix material, and (ii) casting using external pressure. Melt stirred squeeze casting method combines homogeneous particle dispersion from mechanical stirring with dense microstructure and low porosity from pressure solidification. The Al 413 alloy was charged into the crucible in the form of ingots, and the furnace temperature was elevated to 800 °C. The inside side of the crucible and stirrer were covered with graphite to prevent contamination at high temperatures. The Al2O3 and SiC particulates were preheated at 800 °C for 2 hours to expand their wettability with the matrix alloy [17, 18]. The melt was totally degassed with hexachloroethane tablets after the metal had melted. [19], which extracted the molten metal's entrapped gases and other impurities/slag.
The stirrer assembly was also preheated to remove moisture and other contaminations before each start-up. The molten metal was swirled at an approximate speed of 375-400 rpm with the mechanical stirrer that had been preheated [20] and then the equal weight fractions of ceramic particles (5, 10 and 15 wt %) was steadily added into the vortex of an agitated melt. After the reinforcement’s addition, to ensure a homogenous slurry, the stirring was stretched for a few more minutes. The pouring temperature was maintained at 720 °C, and the die was preheated to a temperature of 200 °C to obtain a uniform solidification. If the molten metal is excessively hot, the chemical and physical qualities of the casting will be altered, and the casting will not satisfy the needed criteria.
Due to solidification, molten metal will not flow into all of the cavities and apertures of the casting if the temperature is too low. Water based colloidal graphite was sprayed on the surface of the preheated die before each casting. Before the application of pressure, the punch was preheated to remove moisture and other contaminations. To improve wettability between ceramic particles and molten aluminium and to remove moisture. The punch surface was also thoroughly dressed with colloidal graphite before use. High squeeze pressure reduces porosity, enhances particle-matrix bonding, and improves mechanical properties such as hardness and wear resistance. By lowering the punch, the squeeze pressure of 90 MPa was exerted to the molten metal. and it was maintained for 60 seconds. After completion of squeezing operation, the casting was removed from the die when the punch was removed.
Hardness Testing
Brinell hardness test was conducted according to ASTM Standard E10-08. The hardness measurements were carried out using Brinell hardness tester. The load (P) of 500 kg was applied on the specimen for 30 s using 10 mm diameter steel ball indenter (D). The impression of indenter (d) on the specimen was measured and the value of hardness was estimated. Brinell hardness was obtained by the equation

Sliding wear test
The sliding wear test was conducted under the dry sliding condition on a pin on disc apparatus at room temperature as per the ASTM G99-03 Standard. The pin specimens were prepared from the Al 413 alloy and its composites with a diameter of 10 mm and length of 30 mm. The disc was made of EN32 steel with a hardness of 65 HRC. The pin and disc surfaces were polished with emery sheets before the test to guarantee that the contact would be smooth and uniform. Initially, the pin specimen was prepared with acetone and weighed accurately using digital electronic balance having the resolution of 0.0001 g. In the present study, the wear test was conducted based on the parameters given in Table 4. The weight loss (∆m) during the sliding wear test was considered from the weight differences of the pin specimens before and after the test. The volumetric wear rate (Wv) of the composite was estimated using the expression, which was related to density (ρ) and the abrading time (t).
Hardness
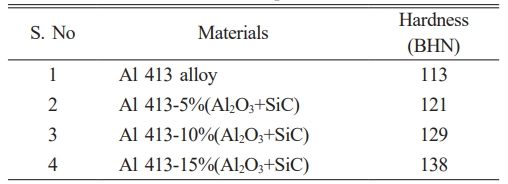
The variation in Brinell hardness with respect to reinforcement content is presented in Table 5. The hardness of the composites increased consistently with increasing weight percentage of Al₂O₃ and SiC particles. The base Al 413 alloy exhibited a hardness of 113 BHN, which increased to 138 BHN for the composite containing 15 wt.% (Al₂O₃ + SiC) reinforcements. This represents an overall improvement of approximately 22% compared with the unreinforced alloy.
The enhancement in hardness is primarily attributed to the dispersion strengthening effect provided by the hard ceramic reinforcements. The Al₂O₃ and SiC particles act as obstacles to dislocation motion and plastic deformation of the soft aluminium matrix, thereby increasing the material’s resistance to indentation. Additionally, the uniform distribution of reinforcement particles, achieved through the melt stirred squeeze casting process, further improves the matrix–particle interfacial bonding and overall hardness. Similar improvements have been reported in previous studies [6, 21].
Wear rate
The dry sliding wear rate of the composites was evaluated as a function of normal load and sliding velocity. The results clearly demonstrate that the wear rate decreases with increasing reinforcement content but increases with both normal load and sliding velocity.
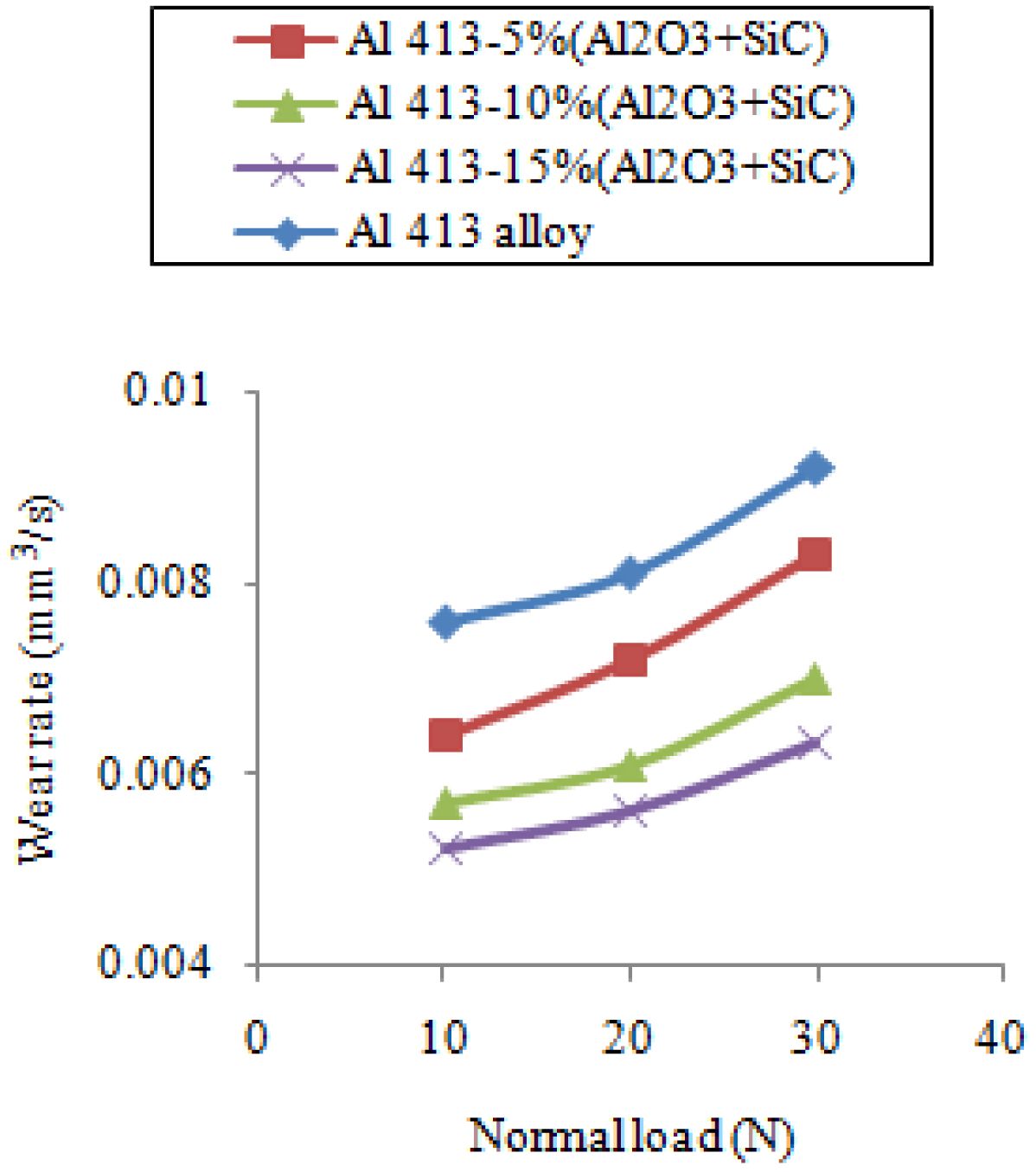
At a constant sliding velocity of 2.26 m/s, the wear rate showed a nearly linear increase with normal load (Fig. 1). At lower loads (10 N), the contact temperature and surface stress were relatively low, resulting in mild abrasive wear. As the load increased to 30 N, the contact stress and frictional heating intensified, leading to more severe wear through plastic deformation and delamination. The hard reinforcements restricted surface damage at lower loads, but at higher loads, the localized stresses overcame the protective effect of the reinforcements, leading to material removal and debris formation. Wear rate increased with increasing normal load due to higher plastic deformation, temperature rise, and delamination wear.
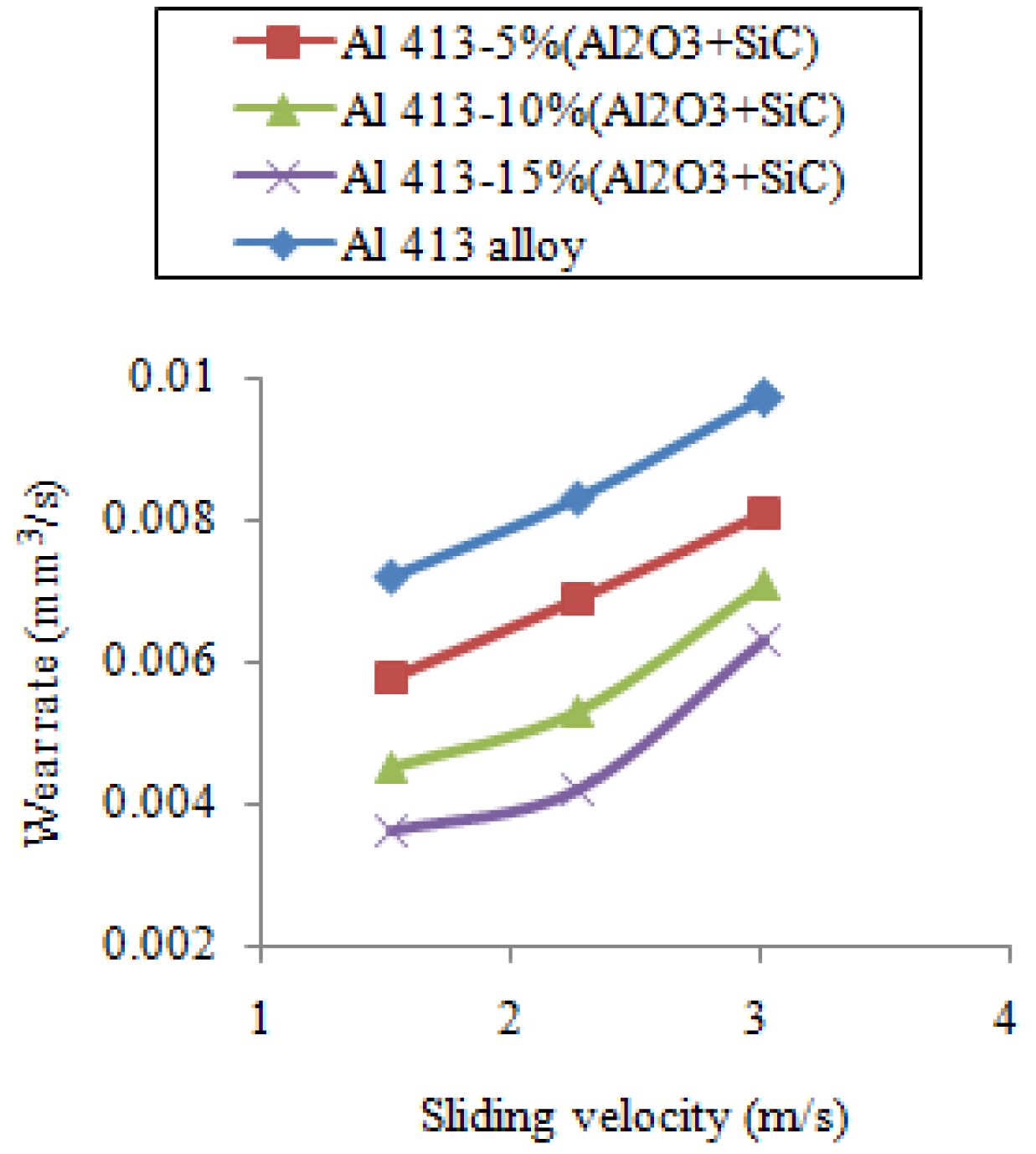
At a fixed load of 10 N, the influence of sliding velocity on wear rate (Fig. 2) revealed that wear increased with velocity. At low velocities (1.51 m/s), a stable Mechanically Mixed Layer (MML) formed between the contact surfaces, reducing direct metal-to-metal interaction and wear. However, as sliding velocity increased beyond 3.02 m/s, the frictional heat caused thermal softening of the aluminium matrix and breakdown of the MML, resulting in accelerated material removal. These findings agree with the reports of Onat [8] and Ramachandra & Radhakrishna [10], who observed similar trends in aluminium–ceramic composites.
Overall, the addition of Al₂O₃ and SiC significantly reduced the wear rate by increasing surface hardness, restricting plastic deformation, and improving load-bearing capacity. The hybrid reinforcement combination offered a synergistic effect that enhanced wear resistance compared to single-reinforced composites.
Coefficient of friction
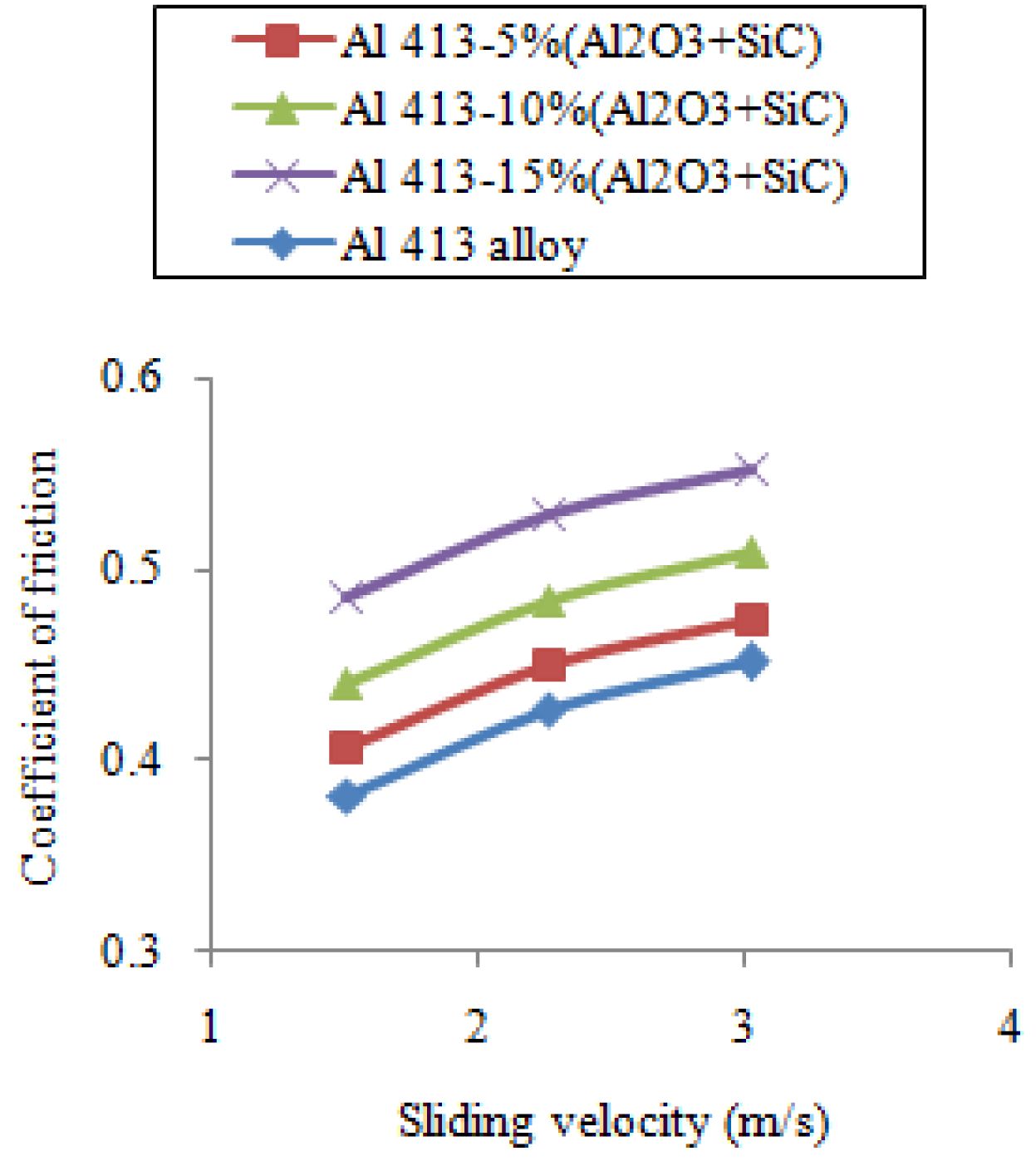
The coefficient of friction of the composites was higher than that of unreinforced Al 413 alloy and increased with an increase in reinforcement content. Since the rubbing against metal increases leads to the higher coefficient of friction than that of unreinforced Al 413 alloy. The contact between the reinforcement particles and counter surface was increased with increasing the reinforcement content. The Al2O3 and SiC particles in composites infiltrate deep into the counter surface important to formation of microchips from counter surface. As a result, a superior amount of frictional force was required for sliding of composite over the counter surface. Higher reinforcement content led to denser particle packing, reduced matrix grain size, and improved interfacial bonding.
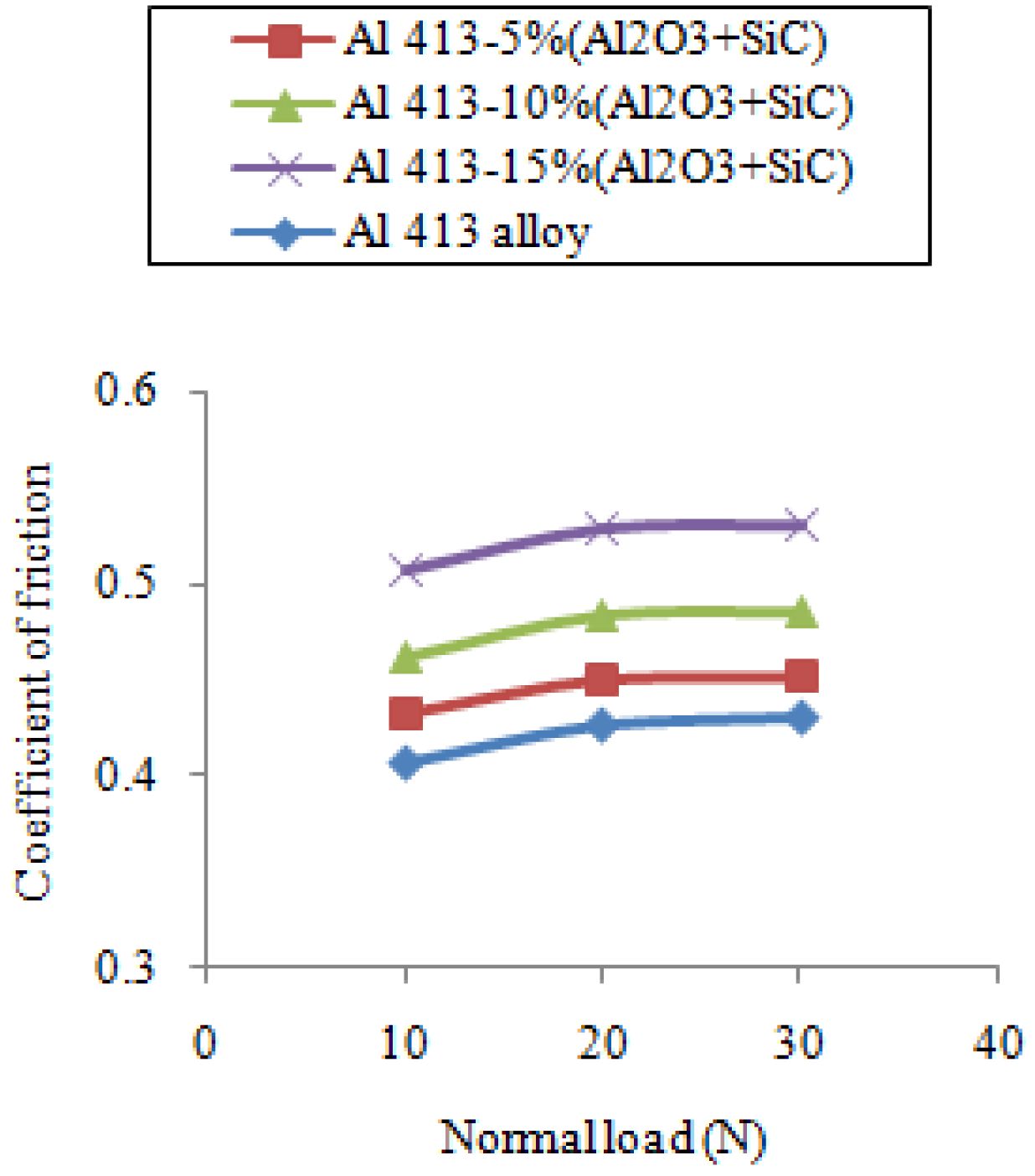
Thus, the slipping action was reduced in composites which resulted in a higher coefficient of friction. The effect of normal load on coefficient of friction at a sliding velocity of 2.26 m/s is shown in Fig. 3. The coefficient of friction of Al 413 alloy and composites increased linearly with normal load. The severity of plastic deformation increased with an increase in normal load which resulted in higher coefficient of friction.
The coefficient of friction (COF) increased with both the normal load and sliding velocity, as shown in Figs. 3 and 4. The composites exhibited slightly higher COF values than the unreinforced Al 413 alloy, which is attributed to the presence of hard ceramic particles protruding from the matrix surface and interacting with the counter steel disc. These particles promoted microploughing and microcutting, requiring higher tangential forces for sliding.
At lower loads, the COF remained relatively stable because of the formation of a continuous MML that provided solid lubrication. As the load increased, the MML became unstable and fragmented, resulting in intermittent metal-to-metal contact and higher COF values. Similarly, with increasing sliding velocity, the MML formation time was reduced, and localized temperature rise softened the aluminium matrix, increasing frictional resistance. Despite the higher friction, the overall wear rate was lower for the composites due to the effective load-bearing capability of the hard particles, which limited the matrix deformation. At a load of 10 N, Fig. 4 demonstrates the fluctuations in coefficient of friction as a function of sliding velocity. The coefficient of friction of all the materials studied was shown to be significantly affected by sliding velocity. It is well-known that the coefficient of friction of Al 413 alloy and composites increased linearly with sliding velocity. The Al2O3 and SiC reinforcements in the composites were squeezed out onto the mating surfaces, generating a mechanically mixed layer (MML) in the contact surface, which increased the coefficient of friction. Because of the increased sliding velocity, the MML generated at the contact surface only lasted a limited time. After a particular amount of sliding distance, the MML was disengaged from the contact surface and driven out of the contact region. At higher sliding speeds, this resulted in a higher coefficient of friction.
Worn surface analysis
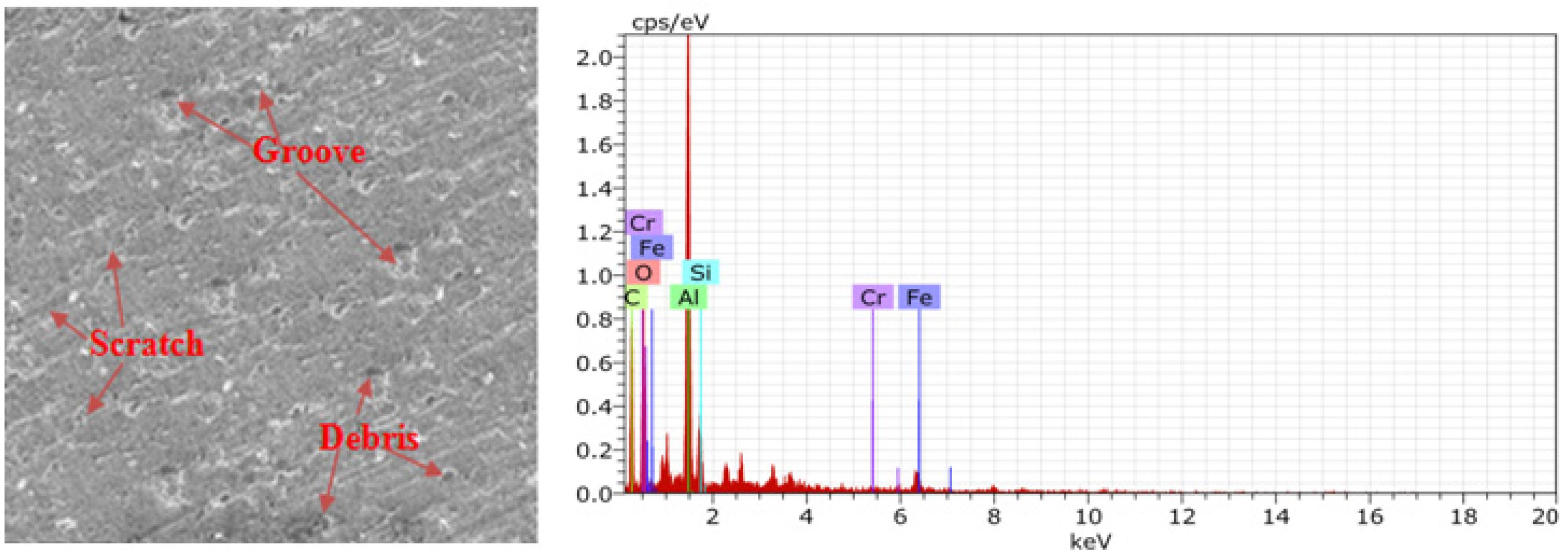
The worn surface of the composite with 10% Al2O3 and SiC reinforcements at a sliding velocity of 1.51 m/s under varied normal loads is shown in Figs. 5 and 6. Fig. 5 depicts the composite's worn surface under a 10 N load. Less plastic deformation and visible indications of tiny scratches, grooves, and wear debris characterised the surface morphology. This indicated that abrasive wear was the primary wear mechanism under these conditions. The main peaks of aluminium alloy and reinforcing particles with Fe, Cr, and O peaks were found in the EDAX profile of worn surface. The reinforcement particles abraded the counter steel surface material, as revealed by Fe and Cr peaks. The presence of a mechanically mixed layer was suggested by the transfer of Fe and Cr elements from the steel disc (MML).
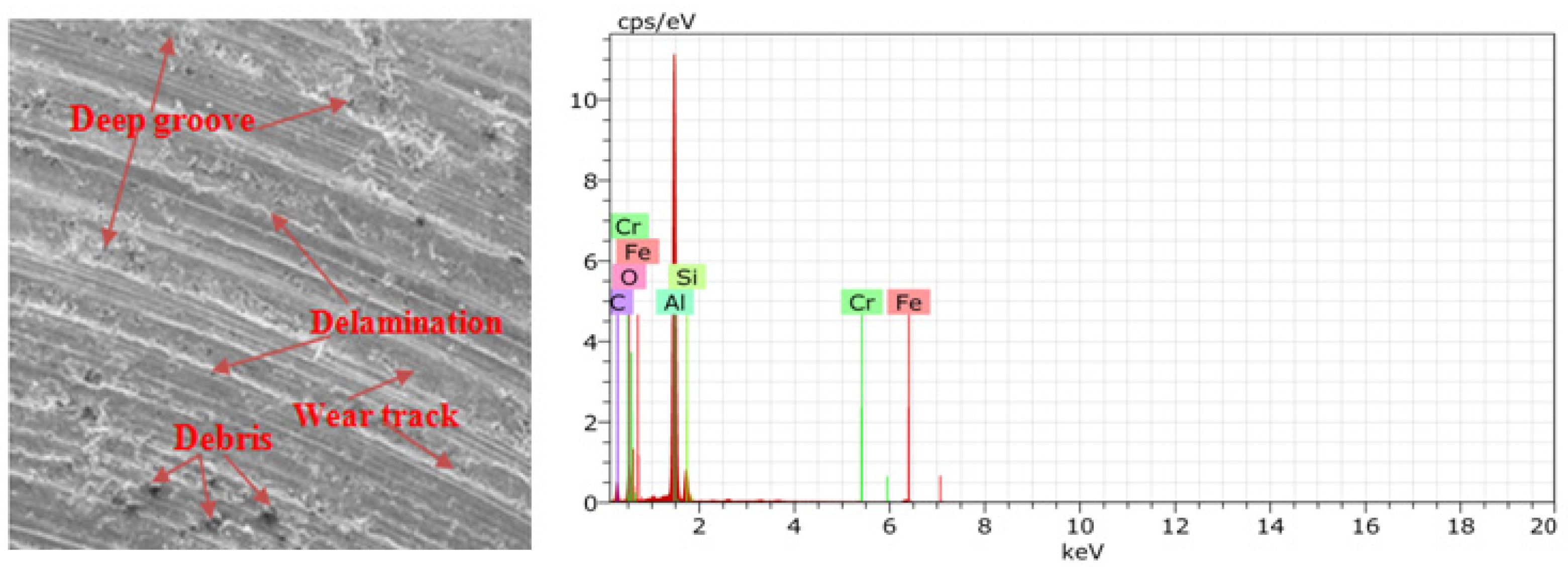
Figure 6 depicts the composite's worn surface under a normal load of 30 N. The material from the surface appeared to be ploughed out by the general wear pattern. The worn surface showed deep grooves, cracks, wear debris, delamination and MML. When the load was improved beyond 10 N, protruded reinforcement particles affected the tribo properties, causing the produced MML to rupture. Improved local stress give rise more wear debris development, indicating that the composite had suffered severe plastic deformation. The pulled out reinforcement particles were observed at the worn surface which resulted in the formation of third body abrasion. Though, the presence of higher amount of reinforcement particles in MML resulted in tearing of the formed MML [23]. This leads to more effective contact between the sliding surfaces which give rise to higher wear rate. The EDAX profile of worn surface at a load of 30 N is shown in Fig. 6. Compared to 10 N EDAX profile, similar peaks were observed. Though, there was a discrete variance in the intensity of Fe-peak. From the worn surfaces, it was observed that the wear mechanism was altered from abrasive wear to delamination wear when the normal load was improved from 10 to 30 N.
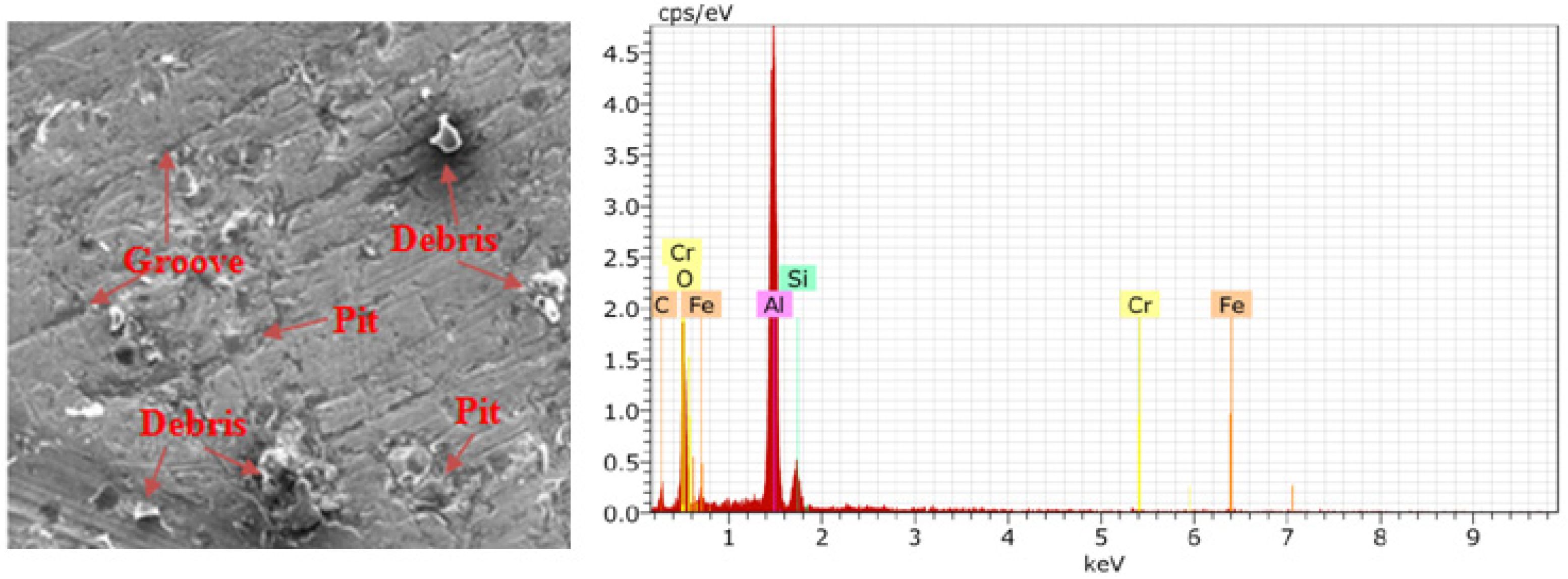
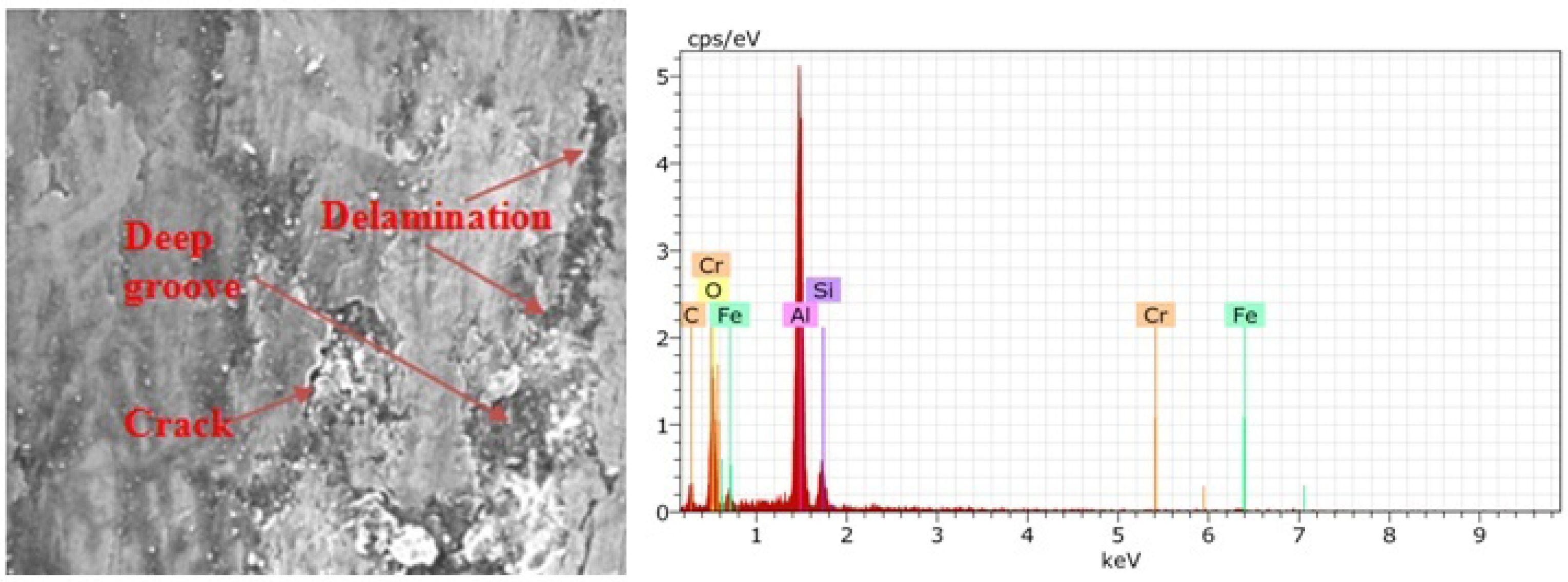
Fig. 7 & 8 presents the worn surface of the composite with 10 wt. % of Al2O3 and SiC reinforcements at a standard load of 20 N for various sliding velocities. The worn surface (Fig. 7) of composite at 1.51 m/s sliding velocity showed the deep grooves parallel to sliding direction, pits, cracks and existence of wear debris. The ploughing action of the hard asperities on the hardened steel counterface created the worn grooves. A thin MML was also observed at the worn surface which consisted of worn out particles from both the sliding surfaces. The EDS spectrum of the worn surface indicated that the MML contained worn out particles from both the sliding surfaces. The worn surface of the composite at a velocity of 3.02 m/s is shown in Fig. 8. The micrograph revealed the cracks, pits and delamination on the wear surface. It was also observed that the MML was torn out from the surface at an increased velocity due to the thermal softening of Al alloy [21]. This leads to more effective contact between the sliding surfaces which resulted in higher wear rate. The EDS spectrum of the worn surface at a velocity of 3.02 m/s is shown in Fig. 8. Compared to 1.51 m/s EDS spectrum, similar peaks were detected though there was a discrete variance in the intensity of Fe-peak.
The EDS analysis revealed the presence of Fe and Cr peaks on the worn surfaces, which indicate material transfer from the steel counterface to the composite surface. This confirms the formation of a Mechanically Mixed Layer (MML) composed of both matrix and counterface materials. The MML acts as a protective tribo-layer, reducing wear; however, at higher loads/velocities, it breaks down, leading to direct metallic contact and higher wear. The intensity variations in Fe and Cr peaks between low and high loads/velocities confirm that the MML composition and thickness depend on the applied tribological conditions. The discussion can be improved by quantifying elemental compositions and relating them to wear mechanisms more explicitly.
In composites, worn surface research revealed a combination of abrasion and delamination wear mechanisms. This could explain why the wear rate of composites improved as sliding velocity improved.
|
Fig. 1 Variation in wear rate with normal load. |
|
Fig. 2 Variation in wear rate with sliding velocity. |
|
Fig. 3 Variation in coefficient of friction with normal load. |
|
Fig. 4 Variation in coefficient of friction with sliding velocity. |
|
Fig. 5 SEM micrographs and EDS analysis of Al 413 /10 wt.% of Al2O3 and SiC reinforced composite at a load of 10 N. |
|
Fig. 6 SEM micrographs and EDS analysis of Al 413 /10 wt.% of Al2O3 and SiC reinforced composite at a load of 30 N. |
|
Fig. 7 SEM micrographs and EDS analysis of Al 413 /10 wt.% of Al2O3 and SiC reinforced composite at a velocity of 1.51 m/s. |
|
Fig. 8 SEM micrographs and EDS analysis of Al 413 /10 wt.% of Al2O3 and SiC reinforced composite at a velocity of 3.02 m/s. |
Melt stirred squeeze casting was used to make the aluminium (Al 413) hybrid metal matrix composites. Variations in normal load, sliding velocity, and sliding time were used to conduct the dry sliding wear test. The following conclusions were obtained as a result of this study.
• The inclusion of hard Al2O3 and SiC particles in Al 413 alloy reduced wear rate and improved hardness and coefficient of friction.
• Increasing normal loads and sliding velocities increased wear rate and coefficient of friction.
• Worn surface examination revealed that in matrix alloys and composites, a combination of abrasion and delamination wear mechanisms occurred.
- 1. I.A. Ibrahim, F.A. Mohamed, and E.J. Lavernia, J. Mater. Sci. 26 (1991) 1137-1156.
-

- 2. J. Hashi, L.Looney, and M.S.J. Hashmi, J. Mater. Process. Technol.92-93 (1999) 1-7.
-
- 3. T.T. Long, T. Nishimura, T. Aisaka, M. Ose, and M. Morita, Trans. Jpn. Inst. Met. 29 (1998) 920-927.
-
- 4. H.C. Park, Scr. Metall. Mater. 27 (1992) 465-470.
-
- 5. J.I. Song and K.S. Han, Compos. Struct. 39 (1997) 309-318.
-
- 6. K. Umanath, S.T. Selvamani, and K. Palanikumar, Int. J. Eng. Sci. Technol. 3 (2011) 5441-5451.
-
- 7. A. Devaraju, A. Kumar, and B. Kotiveerachari, Trans. Nonferrous Met. Soc. China 23 (2103) 1275-1280.
-
- 8. Adem Onat, J. Alloys Compd. 489 (2010) 119-124.
-
- 9. R.K. Uyyuru, M.K. Surappa, and S. Brusethaug, Wear 260 (2006) 1248-1255.
-
- 10. M. Ramachandra, and K. Radhakrishna, Wear 262 (2007) 1450-1462.
-
- 11. R.N. Rao and S. Das, Mater. Des. 32 (2011) 1066-1071.
-
- 12. P. Ravindran, K. Manisekar, P. Rathika, and P. Narayanasamy, Mater. Des. 45 (2013) 561-570.
-
- 13. R. Srinivasan, B. Suresh Babu, P. Prathap, Ruban Wenish, R. Soundararajan, and G. Chandramohan, J. Ceram. Process. Res. 22[1] (2021) 16-24.
-
- 14. T. Pridhar, K. Ravikumar, B. Sureshbabu, R. Srinivasan, and B. Sathishkumar, J. Ceram. Process. Res. 21[2] (2020) 131-142.
-
- 15. M. Übeyli, R.O. Yildirim, and B. Ögel, Mater. Des. 28[4] (2007) 1257-1262.
-
- 16. Muhammad Shahida, Rizwan Ahmed Malika,, Hussein Alrobeib, Jaehwan Kimc, Muhammad Latifc, Azhar, Hussaina, Muhammad Uzair Iqbala, and Azeem Hafizb, J. Ceram. Process. Res. 22[2] (2021)149-157
-
- 17. S. Balasivanandha Prabu, L. Karunamoorthy, S. Kathiresan, and B. Mohan, J. Mater. Process. Technol.171 (2006) 268-273.
-
- 18. K.M. Shorowordi, T. Laoui, A.S.M.A. Haseeb, J.P. Celis, and L.Froyen, J. Mater. Process. Technol. 142[3] (2003) 738-743.
-
- 19. J. Singh, S.K. Goel, V.N.S Mathur, and M.L. Kapoor, J. Mater. Sci. 26 (1991) 2750-2758.
-
- 20. G. Prashant, Karandikar, and Tsu-Wei Chou, J. Mater. Sci. 26 (1991) 2573-2578.
-
- 21. S.Q. Wu, H.Z. Wang, and S.C. Tjong, Comp. Sci. Tech. 56 (1996) 1261-1270.
-
- 22. Ali Mazahery, Mohsen Ostad Shabani, Composites: Part B 43 (2012) 1302-1308.
-
- 23. M. Uthayakumar, S. Aravindan, and K. Rajkumar, Mater. Des. 47 (2013) 456-464.
-
- 24. Sivaperumal, M., R. Thirumalai, S. Kannan, and Yarrapragada KSS Rao, J. Ceram. Process. Res. 23[3] (2022) 404-408.
-
- 25. S. Vinothkumar and P. Senthilkumar, J. Ceram. Process. Res. 23[4] (2022) 546-552.
-
- 26. K.M. Senthilkumar, A. Sivakumar, Rohokale Milind Shivaji, S.K. Tamang, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 233-236.
-
 This Article
This Article
-
2026; 27(1): 105-112
Published on Feb 28, 2026
- 10.36410/jcpr.2026.27.1.105
- Received on Oct 5, 2025
- Revised on Nov 11, 2025
- Accepted on Dec 1, 2025
Services
- Abstract
introduction
experimental methodology
processing of mmc
results and discussion
conclusion
- References
- Full Text PDF
Shared
Correspondence to
- R. Srinivasan
-
Department of Mechanical Engineering, KGiSL Institute of Technology, Coimbatore, India
Tel : +91 9444201734 - E-mail: coersrinivasan@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr