





- Multi response optimization of process parameters in turning of EN25 steel using topsis approach
R. Prakasha,*, R. Thirumalaib, K. Venkateshc and C. Natarajand
aAssistant Professor, Department of Mechanical Engineering, AVS College of Technology, Salem, India
bProfessor, Department of Aeronautical Engineering, Hindusthan Institute of Technology, Coimbatore, India
cAssistant Professor, Department of Mechanical Engineering, Mahendra Institute of Technology, Namakkal, India
dProfessor, Department of Mechanical Engineering, Hindusthan Institute of Technology, Coimbatore, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
EN25 Steel possesses higher mechanical strength and corrosion resistance. Due its excellent properties, this work material is used in heavy duty driver shaft. Turning of EN25 steel is complex and determination of optimal turning process parameters is highly required to improve the cost effectiveness. In this research work coated carbide insert are used as the cutting tool material to turn EN25 steel in the CNC machine. The turning process parameters considered in this work are cutting speed, feed rate, depth of cut and type of the tool. The responses considered in this work are Tool life, surface roughness and material removal rate. Multi criteria decision making is a new decision making method which is used to rank the best alternatives among the given optimal solutions. In this work the technique for order performance by similarity to ideal solution (TOPSIS) technique is used for solving the multi criteria decision problem. ANOVA analysis is also used to check the adequacy of the model.
Keywords: TOPSIS, Multi criteria decision making, ANOVA, Multi objective optimization, Design of experts.
TOPSIS method for the optimization of turning of EN25 Steel is demonstrated for the minimization of circularity and cylindricity as the objective function [1]. It is found that the cutting speed of becomes influential parameter in turning EN25 Steel. The multi objective optimization of turning of EN25 Steel using principle component analysis are discussed for the minimization of surface roughness, cutting force and maximization of material removal rate [2]. The SN ratio is used to find the weight factor and the significance of each process parameter and its percentage of contribution is also anlaysed. The desirability function analysis is applied to determine the optimum machining process parameters in turning of EN25 Steel using coated carbide tools [3]. L18 orthogonal array is used to conduct the experiments and the objective of the work is to minimize the cutting force and surface roughness. The desirability values are calculated and the significance of each process parameters during machining of EN25 Steel are calculated. EN25 are machined using steel using coated and uncoated Titanium-Aluminium-Nickel alloy cutting tools [4]. The aim of the work is to find the tool wear and surface roughness and the signal to noise ratio are employed to find the influence of the machining process parameters on the surface roughness and tool life. It is observed that coated tools are more efficient than uncoated tools and also it is found that coated tools exhibit higher cutting speed and depth of cut. The hybrid combination of Taguchi – GRA and PCA technique to determine the turning process parameters for magnesium alloy are demonstrated [5]. Cutting force, Material removal rate, tool flank wear and surface roughness are considered as the responses in machining of magnesium alloys using physical vapor deposition coated carbide inserts in dry conditions. L27 orthogonal array are used to conduct the experiments and ANOVA analysis is also performed to determine the significant contributing parameter in machining of magnesium alloys. The multi response optimisation of turning process parameter during turning of carbon steels using GRA and TOPSIS methods are demonstrated [6]. ANOVA analysis are performed at 95% confidence level and it is reported that depth of cut is the significant process parameter during machining of Carbon Steel. The relative closeness co-efficient of the multi response characteristics are found to be improved using TOPSIS method. Multi objective optimisation technique and demonstrated particle swarm optimization methodology to determine the optimal turning process parameters are employed [7]. The non-linear relationship between machining parameters and response are obtained using the neural network techniques. The maximization of the productivity, tool life and material removal rate are considered as the objective functions and the optimum cutting conditions are determined. It is inferred; the neural network technique is highly useful in the determination of the optimum values for any multi objective problems. Multi objective optimization using TOPSIS in turning process is discussed by several researcher [8-10]. MCDM techniques have the ability to recognize the proper alternative immediately. The computational process is quite simple when compared to the other alternative resources. MCDM techniques have the ability to incorporate criteria with heterogeneous units. MCDM techniques are used in production units, communication networks, transportation problems etc. Multi objective problem optimization are carried out by several researchers and TOPSIS is found to be best optimization technique in the determination of the optimized process parameters in machining processes [11-13]. The solutions that are generated by these methods are a compromise among several goals and this leads to not obtaining the optimal point due to the nature of the problem. Several multi objective problems are optimized using advanced optimization techniques [14-15].
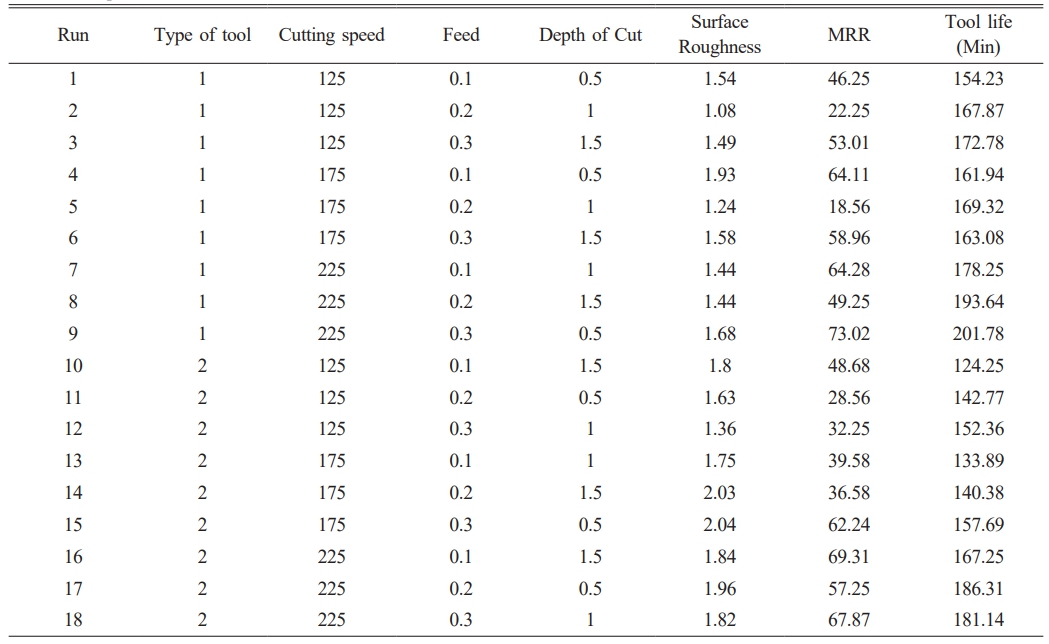
The surface roughness is very important aspect in machinability studies and Mitutoyo surftester is used to measure the surface roughness. The surface roughness is measured at three different locations and the average of the three is recorded here. The tool life is the successful number of hours before it is re-sharpened and it is measured in minutes. Material removal rate is the product of the cutting speed, fed rate and depth of cut and MRR is the amount of volume which is removed during the turning process. Designs of experiments are used to conduct the experiments and L18 orthogonal array is selected to conduct the 18 experiments and the experimental data are presented in Table 1. L18 Orthogonal array is used to test multiple factors and interactions with a minimal number of test cases. MCDM can increase decision quality with more effective and rational methods than traditional processes. In this research work, MCDM approach is used and the material removal rate, Tool life are considered to be the beneficial attribute and it is considered as the maximization problem while the surface roughness is considered as the non-beneficial attribute and it is considered as the minimization problem.
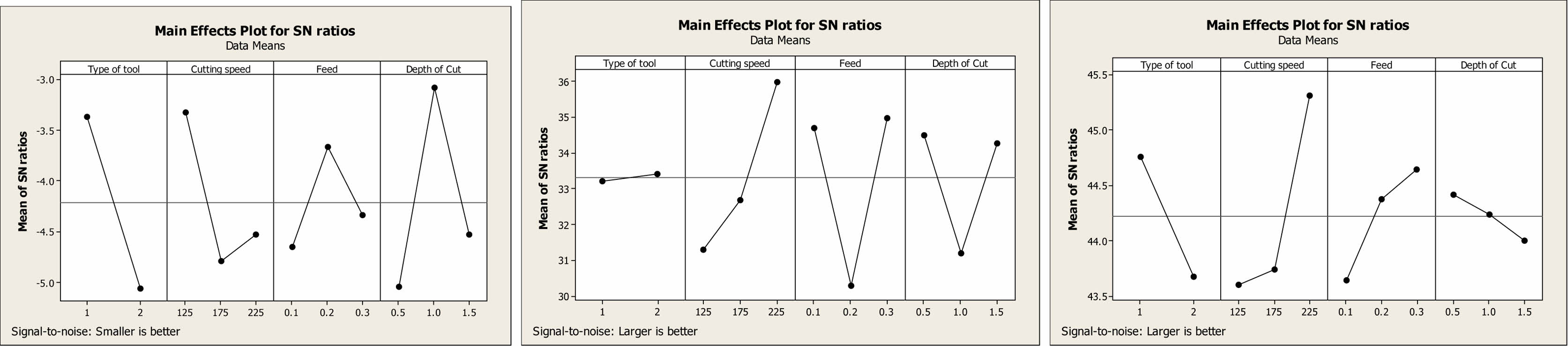
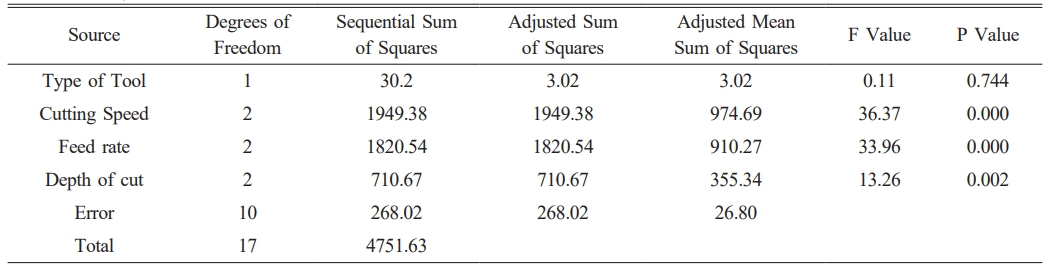
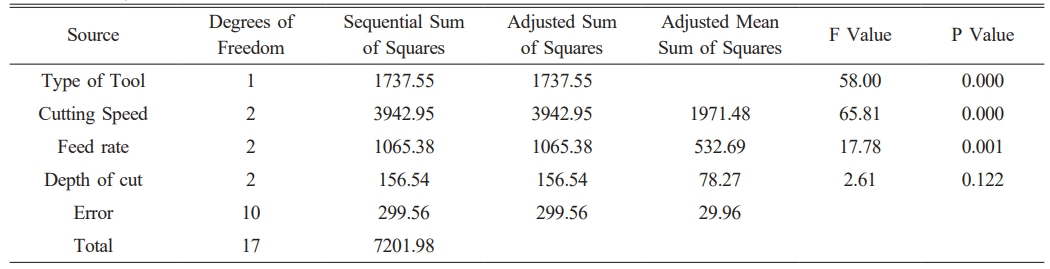
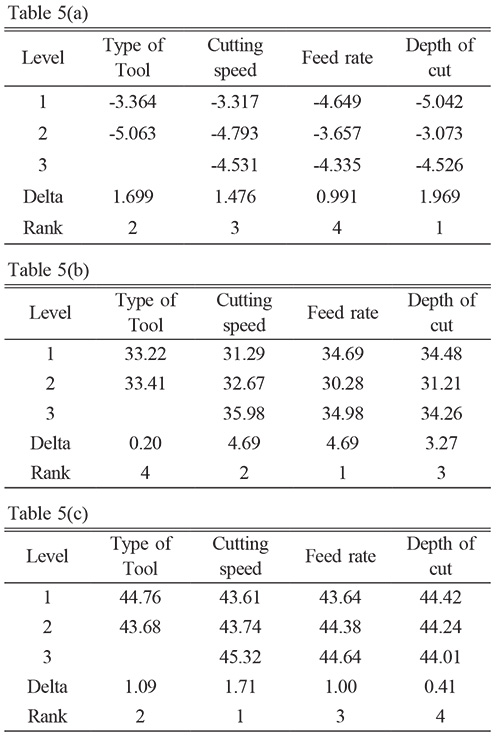
The analyses of variance for surface roughness, material removal rate and tool life are carried out and presented in the Table 2-4 respectively. It is observed that the P value is very close to zero and R-square value for surface roughness is found to be 90.13% and it is significant. Table 3 Similarly the R-square value for material removal rate is found to be 94.36% and R-square value for the tool life is found to be 95.84% respectively and highly significant. The response table for signal to noise ratios for the surface roughness is shown in Table 5, and it is observed that the depth of cut is the most significant parameter. The next influencing parameter in the minimization of the surface roughness is type of tool, cutting speed and Feed rate. The response table for signal to noise ratio for material removal rate is presented in Table 4. It is inferred that the feed rate is the highly influencing parameter in the maximization of the tool life ad it is followed by the cutting speed, depth of cut and type of the tool used for the turning process. The response table for signal to noise ratio the tool life is presented in Table 5. It is observed that the cutting speed is a most influencing parameter in maximization of the tool life and it is followed by type of the tool, feed rate and depth of cut. The main effects plots for signal to noise ratio for surface roughness, material removal rate and tool life are shown in the Fig. 1(a-c).
|
Fig. 1 Main effects plots for signal to noise ratio (a) Surface roughness (b) Material Removal Rate (c) Tool life. |
|
Table 2 Analysis of Variance for Surface Roughness. |
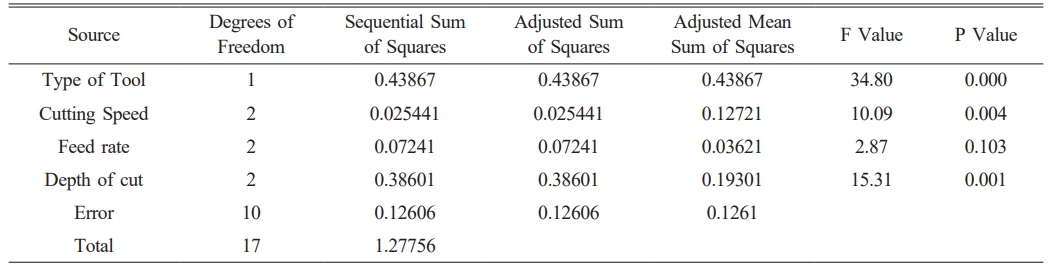
S = 0.112274; R-square = 90.13% |
|
Table 5 Response Table for Signal to Noise Ratios (a) Surface roughness (b) Material Removal Rate (c) Tool life. Table 5(a) |
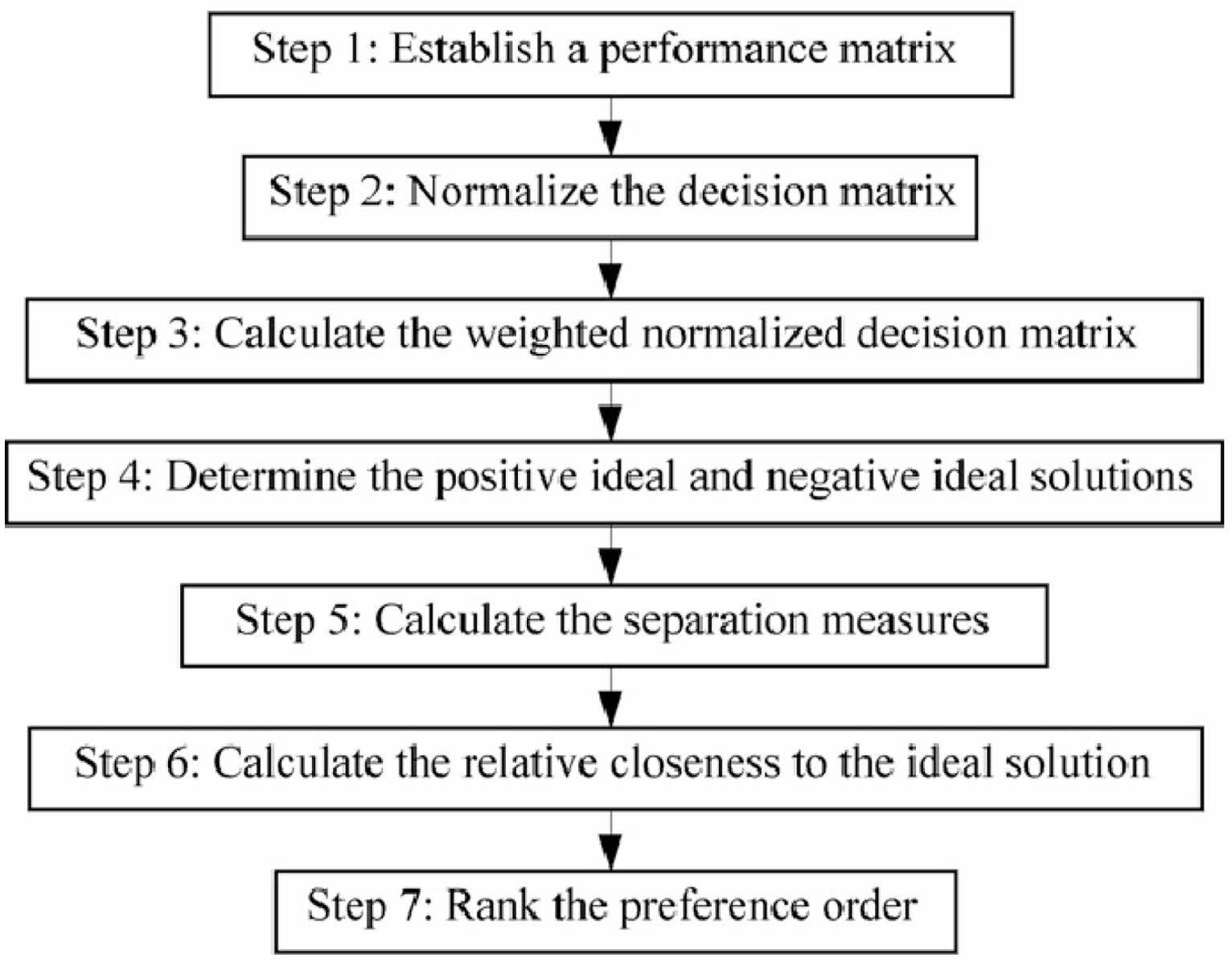
TOPSIS, or Technique for Order Preference by Similarity to Ideal Solution, is a method for making decisions that involves comparing multiple options. The methodology of TOPSIS is given in Fig. 2.
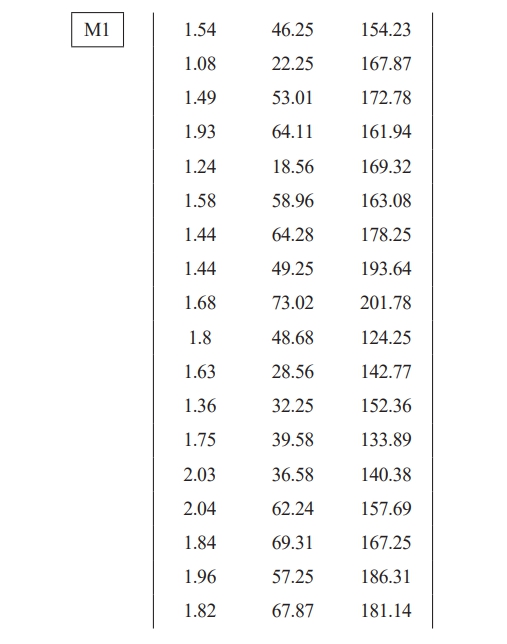
The first step in the TOPSIS approach is to find objective of the work. In this work minimization of surface roughness and maximization of material removal rate and maximization of tool life is considered. The next step is to determine the decision matrix, M1 and it is obtained from the experimental data.
The next step is to find the normalised matrix, M2 which gives the normalized values of the decision matrix with weightages. 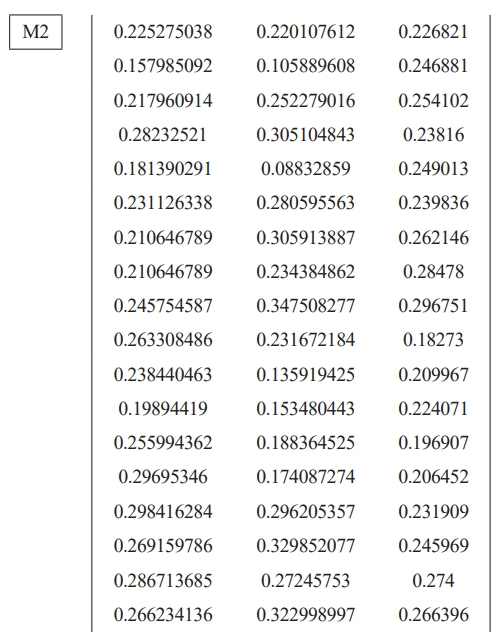
The relative importance of the responses of surface roughness, material removal rate and tool life are taken to be 0.34, 0.33 and 0.33 respectively. These weights are selected based on the relative importance between the parameters and the responses and its sum is equal to one. The next step in TOPSIS is the estimation of weight normalized matrix, M3. Since all the responses are considered to weighed equally the relative importance for surface roughness, MRR and tool life are considered to be taken as 33% weightage for all the responses. Since all the responses are considered to weighed equally the relative importance for surface roughness, MRR and tool life are considered to be taken as 33% weightage for all the responses. 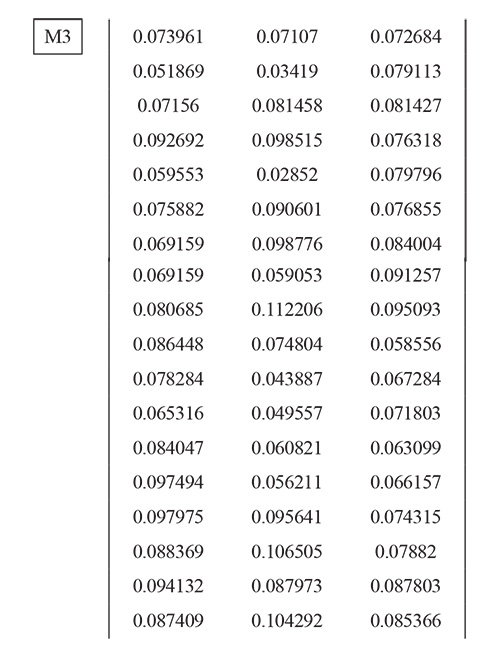
After obtaining the weighted normalized matrix the ideal distance best and worst solutions of the responses are determined. The ideal positive and negative separations measures are given in matrix, M4.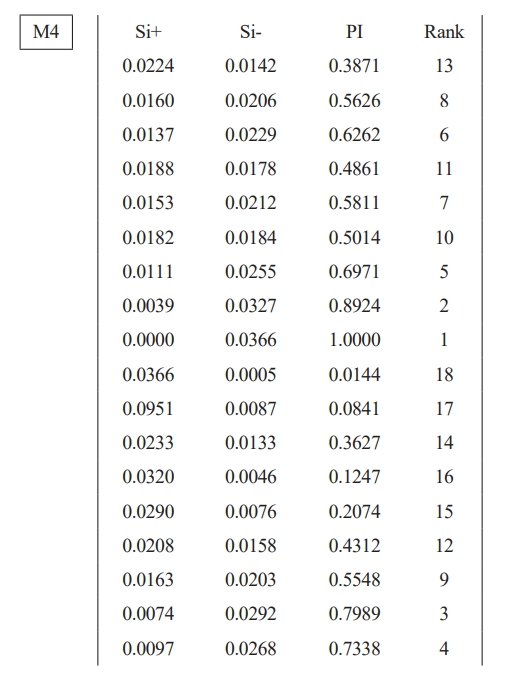
The next step is to determine performance score which is given as the ratio of the negative solution to the sum of the positive and negative ideal solutions. The ranking of the alternatives are done and in this research work the order of the ranking is found to be in this manner;
13-8-6-11-7-10-5-2-1-18-17-14-16-15-12-9-3-4
It is inferred that the experimental run, 13 with cutting speed 175 m/min, feed rate 0.1 mm/rev and depth of cut 1mm gives the best optimal results for minimum surface roughness na d maximum tool ife and MRR.
|
Fig. 2 Methodology of TOPSIS. |
Turning of EN25 steel is carried out to optimize the turning process parameters using mulit criteria decision making techniques. TOPSIS is implemented in this work and the optimum turning process parameters are determined and then it is ranked. It is observed that the experiment run 13 provides the best optimum results and provides minimum surface roughness and maximum material removal rate and tool life. The several steps in the analysis of TOPSIS is discussed in detail and the ANOVA analysis is also determined and the results are found to be satisfactory.
- 1. S. Balasubramaniyan and T. Selvaraj, J. Chin. Inst. Eng. 40[4] (2017) 267-274.
-

- 2. B. Singarvel, T. Selvaraj, and R. Jeyapaul, Procedia Eng. 97 (2014) 158-165.
-
- 3. T. Sampath Kumar, A. Vinoth Jebaraj, K. Sivakumar, and P. Mathivanan, Lect. Notes Mech. Eng. 2[1] (2019) 213-221.
-
- 4. B. Singaravel and T. Selvaraj, J. Adv. Manuf. Syst. 15[1] (2016) 1-11.
-
- 5. R. Viswanathan, S. Ramesh, S. Maniraj, and V. Subburam, Measurement. 159 (2020) 107800.
-
- 6. M. Ficko, D. Begic-Hajdarevic, V. Hadžiabdić, and S. Klancnik, Int. J. Simul. Model. 19 (2020) 547-558.
-
- 7. Y. Karpat and T. Özel, Int. J. Adv. Manuf. Technol. 35[3] (2007) 234-247.
-
- 8. S. Rao Rama, S.A.K. Jeelani, and V. Swamulu, IOP Conf. Ser.: Mater. Sci. Eng. 1112[1] (2021) 012010.
-
- 9. P. Umamaheswarrao, D.R. Raju, K.N.S. Suman, and B.R. Sankar, J. Mech. Energy Eng. 3[3] (2019) 227-232.
-
- 10. J. Jayaraj, R. Sundaresan, and S. Chinnamuthu, Mechanics 25[1] (2019) 52-56.
-
- 11. R. Thirumalai and J.S. Senthilkumar, J. Mech. Sci. Technol. 27 (2013) 1109-1116.
-
- 12. R. Thirumalai, M. Seenivasan, and K. Pannerselvam, Mater. Today Proc. 45 (2021) 467-472.
-
- 13. D.R. Jousha and A. Jegan, J. Ceram. Process. Res. 23[1] (2022) 69-78.
-
- 14. M. Kumar, S.K. Tamang, D. Devi, M. Dabi, K.K. Prasad and R. Thirumalai, J. Ceram. Process. Res. 23[3] (2022) 373-382.
-
- 15. M. Sivaperumal, R. Thirumalai, S. Kannan and K.S.S. Rao, J. Ceram. Process. Res. 23[3] (2022) 404-408.
-
 This Article
This Article
-
2025; 26(2): 280-285
Published on Apr 30, 2025
- 10.36410/jcpr.2025.26.2.280
- Received on Feb 13, 2025
- Revised on Mar 10, 2025
- Accepted on Mar 20, 2025
Services
- Abstract
introduction
experimental methodology
results and discussion
topsis approach
conclusion
- References
- Full Text PDF
Shared
Correspondence to
- R. Prakash
-
Assistant Professor, Department of Mechanical Engineering, AVS College of Technology, Salem, India
Tel : +91 8072897895 - E-mail: drprakashavs@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr