





- Heat treatment process of steel for thermal insulation decoration
Jianwei Zhang*, Linke Huang and Zhengfa Li
Project Management Department III, State Grid Gansu Electric Power Company Power Grid Construction Branch, Lanzhou, Gansu 730050, China
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Steel for thermal insulation and decoration is commonly employed in the construction market and performs a crucial function in industrial production and research. However, different heat treatment processes will directly affect the internal structure and performance of the thermal insulation steel. The existing thermal insulation and decorative steel cannot take into account the various mechanical properties of the steel. To get the optimal heat treatment method for the thermal insulation and decorative steel, the study carries out heat treatment of normalizing + tempering and quenching + tempering, and at the same time, constantly change the temperature to explore the structural structure and performance changes of the insulation steel in various thermal treatment procedures. The experimental results show that compared with other heat treatment processes, when quenching temperature is 910 °C, the tensile strength of the steel is 266 Mpa higher, the yield strength is 332 Mpa higher, the section shrinkage is 19% higher, and the hardness is 9.8 higher. The Akv impact energy at 70 °C is only 4.3 J lower, and the elongation is 22% lower. Therefore, among several different heat treatment processes proposed in the study, the quenching + tempering method is superior to the normalizing + tempering heat treatment process, and the quenching temperature is set at 910 °C, and the obtained thermal insulation steel has the best performance, which better meet the actual demand for this steel in the market and can serve as a guide for optimizing the heat treatment method of thermal insulation steel.
Keywords: Steel for thermal insulation and decoration, Heat treatment process, Microstructure, Mechanical properties.
Heat treatment is a metal processing technique in which a metal material is immersed in a specified media for heating, heat preservation, and cooling, and through these processes to change the appearance and internal structure of the metal material to obtain specific properties (Gao et al., 2022). Metal heat treatment is a critical procedure in mechanical production. In comparison to other metal processing methods, heat treatment improves the internal quality of metals, and typically does not alter the structure or overall chemical makeup of materials (He et al., 2022). In the equipment business, steel is the most commonly utilized material, which has a complicated microstructure. Among them, the steel material for thermal insulation and decoration has the advantages of light weight, high strength, and good impact resistance, while meeting people’s actual needs for energy saving and environmental protection (Ali et al., 2020). Steel for thermal insulation and decoration is mainly composed of steel plate and polyurethane foam, which is used to ensure that the internal temperature of the steel is consistent with the external temperature in different environmental requirements, thus playing the role of thermal insulation and decoration (Selvakumar et al., 2021). Common thermal insulation steel pipes are widely used in liquid and gas transportation, pipe network, petroleum, chemical and other fields. With the development of production, the need for higher quality products has led to research on higher quality insulation steel. In order to obtain steel materials for thermal insulation and decoration with better performance, the research explores different heat treatment processes of steel for thermal insulation and decoration to find a more suitable heat treatment process to optimize the performance of steel to meet people’s desire for higher quality thermal insulation decoration. demand for steel.
Steel is a crucial component in many building projects and industrial production. In order to meet the actual needs of various steel materials in different environments, researchers have carried out different processing treatments on various steel materials to explore their optimal performance. Moore et al. used three-dimensional steady-state heat transfer to simulate the thermal insulation performance of the steel pipe frame and its alternative truss-shaped insulation frame. The outcomes of the simulations indicate that minimum indoor temperature of the alternative scheme is 1 °C higher than that of the steel pipe frame scheme, and the risk of surface condensation is also reduced, proving that the alternative can effectively reduce heat loss (Moore et al., 2021). Thermophysical behavior of Li2O-Al2O3-P2O5-SiO2 microcrystalline glass system at different crystallization temperatures (CT) and heat treatment regimes (HTR). Li2O-Al2O3-P2O5-SiO2 glass was prepared by melt quenching method and rapidly annealed at 450 °C to relieve internal stress. The results showed that microstructural changes and crystal transformations led to high bonding strength and microstructure interlocking, thereby improving the thermal and physical properties of microcrystalline glass. (Nnakwo et al., 2023). The thermal insulation light steel frame (LSF) performance with two rows of stud wall was explored. The steel and ceramic fibers used inside the wall can improve the high temperature resistance of the wall and can be effectively used in the firewall body Design (Alves et al., 2022). The crack growth behavior of high-strength low-alloy steel E690 was analyzed. That is, the crack growth of this steel was affected by crack tip corrosion fracture. When the fracture direction is parallel to the plane, the crack growth rate is the highest (Fan et al., 2022). The influence of an Ar-based shielding gas on the deposition microstructure and phase balance of duplex stainless steel (DSS) was explored, while evaluating the microstructural characteristics and steel’s mechanical characteristics. Evidence suggested that better microstructural features can be exhibited after deposition using a small amount of carbon dioxide (CO2) (Binesh et al., 2021). The effects of reheating and hot rolling on the abnormal banded structure of high carbon bearing steel were studied. Results from the experiments indicate that after holding at 1200 °C for 10 hours, the distribution of Cr/Mn elements is uneven, element separation distances accumulation areas increases, but alloy element segregation index decreases, and distinct signs of segregation can be observed that of alloy elements in the flat form of hot-rolled, under air-cooling conditions after rolling, controlling the segregation index of the aberrant banding can be minimized or even eliminated by adding alloying materials (Wang et al, 2021).
The heat treatment process refers to changing mechanical qualities and structural makeup of the material processed by heating, heat preservation and cooling. According to the actual demand and the nature of the steel, various heat treatment processes will be produced. The morphology and function of carbon cathode materials in lithium air batteries were studied through heat treatment processes. The influence of carbon structure on the cycling efficiency of different heat treatment processes was discussed. The cycle performance will be improved (Iwamura et al., 2021). The cyclic heat treatment was used to smooth out the rough layered structure of the as-cast Ti-6Al-4V alloy. After heat treatment, mechanical properties of the metal material were significantly improved, and the tensile and yield strengths were also increased 177 MPa and 270 MPa, the metal ductility increased by 2.2% (Zhang et al., 2021). Investment casting is a promising efficient and economical processing method for titanium alloys. The microstructure and mechanical properties of investment casting ultra-high strength Ti-1300 alloy were investigated under different heat treatment methods and process parameters. The results showed that Ti-1300 alloy achieved high strength plasticity matching in investment casting at 880 ℃ (Li et al., 2024). The formation of recrystallized layer both ZhS26 VI alloy (with a directed structure) and ZhS32 VI alloy (single crystal structure) TVT blade fragments during heat treatment was analyzed. Experiments have shown that appropriate heat treatment temperature can effectively control the structural state of the recrystallized layer on the alloy surface (Yushchenko et al., 2021). Based on the mechanical properties of five types of steel, such as tensile strength, yield strength, area reduction rate, and hardness, heat treatment processes were developed at different temperatures to treat AISI steel. The findings indicated that after quenching + tempering treatment The performance of AISI steel is better (Goswami et al., 2022). The performance changes of stainless steel materials at different temperatures and insulation times were analyzed. The experimental results show that adaptability of stainless-steel increases with the holding time in the heat treatment process, and roughness increases with the increase of tempering (Akeel et al., 2021).
To sum up, the relevant research angles and research contents of steel and heat treatment process are rich, and the research content of using different heat treatment processes to explore the optimal performance of steel is also relatively rich, but the studies of steel’s heat treatment procedure for thermal insulation and decoration is relatively insufficient, so, the research explores the heat treatment process of steel for thermal insulation and decoration, in search of the most effective method of heating process of steel for thermal insulation and decoration, so as to achieve the best performance and better meet the actual industrial and engineering needs.
Stress analysis of steel for thermal insulation and decoration
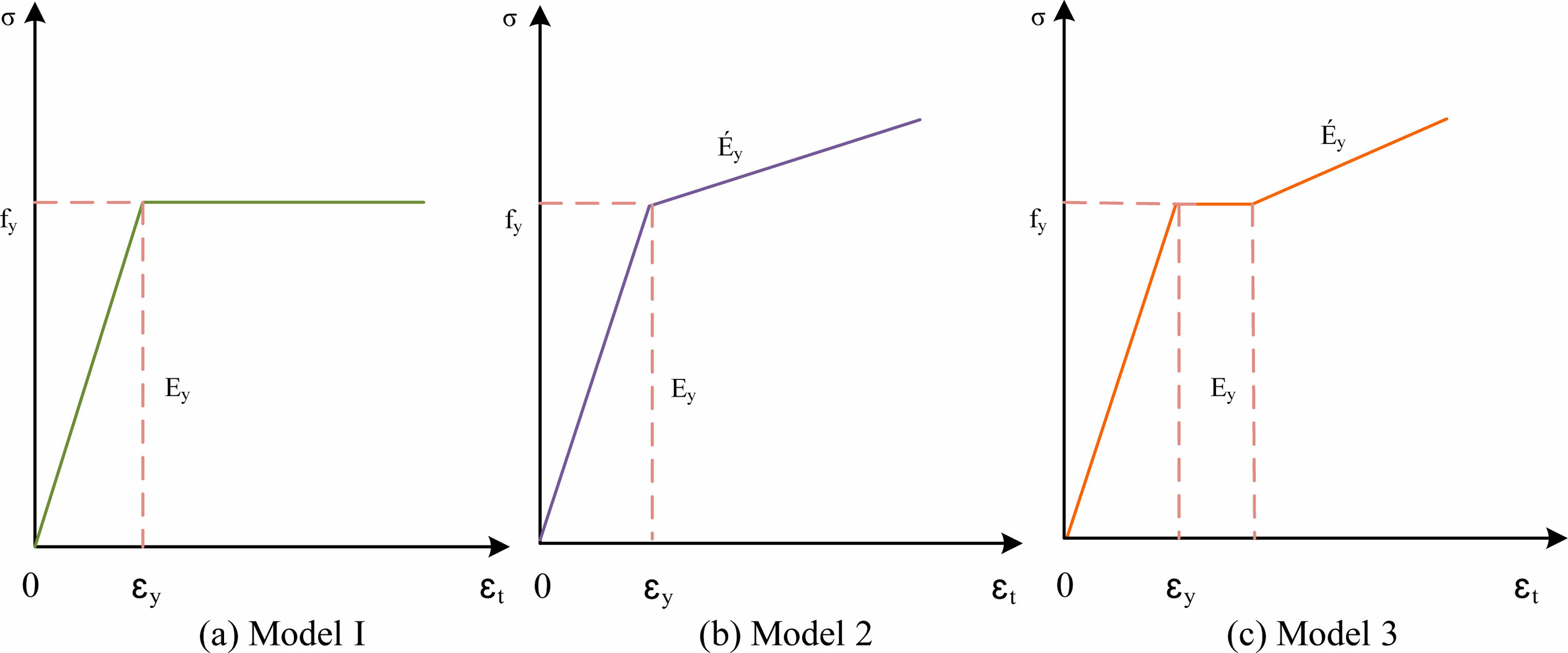
The heat treatment process is a material processing process including heating, heat preservation and cooling. It is divided into annealing, normalizing and quenching due to different cooling methods. Normalizing or annealing can eliminate the forging stress in the steel and keep its structure uniform. state. In General, compared to other cooling processes, annealing is rather sluggish; this normalized rate of cooling is rather rapid; quenching has the quickest cooling rate. Insulation steel is a kind of steel material, and its composition is the same as that of common steel, consisting of common compound elements such as carbon, silicon, manganese, and chromium (Wen et al., 2022). The steel used in the study is the steel in the initial forging state. First, low-temperature annealing treatment is required for the steel pattern to minimize the stress existing in the steel; then, normalizing and quenching are selected to heat-treat the steel. The three types are ideal elastic-plastic model, quadratic broken line model and cubic broken line model. As shown in Fig. 1.
The bilinear kinematic strengthening model is selected for the study. In this steel model, relationship between steel stress and strain is shown in formula (1).

In formula (1), s represents the steel stress, e represents the steel strain, Es represents the elastic modulus of the steel, fy represents steel’s yield strength. For this steel model, before the steel reaches the yield strength fy, it can be regarded as a completely elastic material. The yield of steel’s elastic modulus before is Es, reaching the critical value of the yield strength fy. Constantly increasing, with 0.01 Es as the slope of the curve, plastic deformation begins to occur The Von Misez criterion is selected as the yield criterion, and the calculation method is shown in formula (2).

In formula (2), σe represents the equivalent stress and σy represents the yield stress. Among them, the calculation of equivalent stress σe is in formula (3).

In formula (3), σ1,σ2,σ3 represent the principal stress of the steel. The steel’s yield strength will increase with increase of the loading rate, which is used K to express the influence of the loading rate on the performance of the steel sample, and its calculation method as in formula (4).

In formula (4), 6 MPa/s and 30 MPa/s are taken as the minimum and maximum values of K respectively. After heat treatment, it can be seen that the performance of the steel sample and the testing machine will be changed under the tensile test. If the total deformation is expressed by S, the deformation relationship between the steel sample and the testing machine is displayed in formula (5).

In formula (5), ΔL represents the deformation of the steel sample, δ represents the flexibility of the testing machine, and P represents the external force on the testing machine. After deriving the time used in formula (5), the corresponding relationship is obtained in formula (6).

In equation (6), ε means the strain of the steel pattern and Lc refers to the length of the parallel section of the steel pattern. From formula (6), when the total external force level decreases, the true strain rate of the steel sample is greater than the ideal expected rate, and the bigger the compliance δ value of the testing machine, the bigger the true strain rate of steel sample. Different heat treatment processes will directly affect the performance of thermal insulation steel. Therefore, the method of heat treatment of normalizing + tempering and quenching + tempering employed to process thermal insulation steel. At the same time, the temperature of normalizing and quenching is constantly changed to explore Changes in microstructure of steel undergoing various heat treatment techniques and the influence on its properties. At the same time, the research will use the Rockwell hardness test method, tensile test and impact performance test to test the mechanical properties of the steel samples.
Changes in microstructure of steel for thermal insulation and decoration under normalizing + tempering heat treatment process
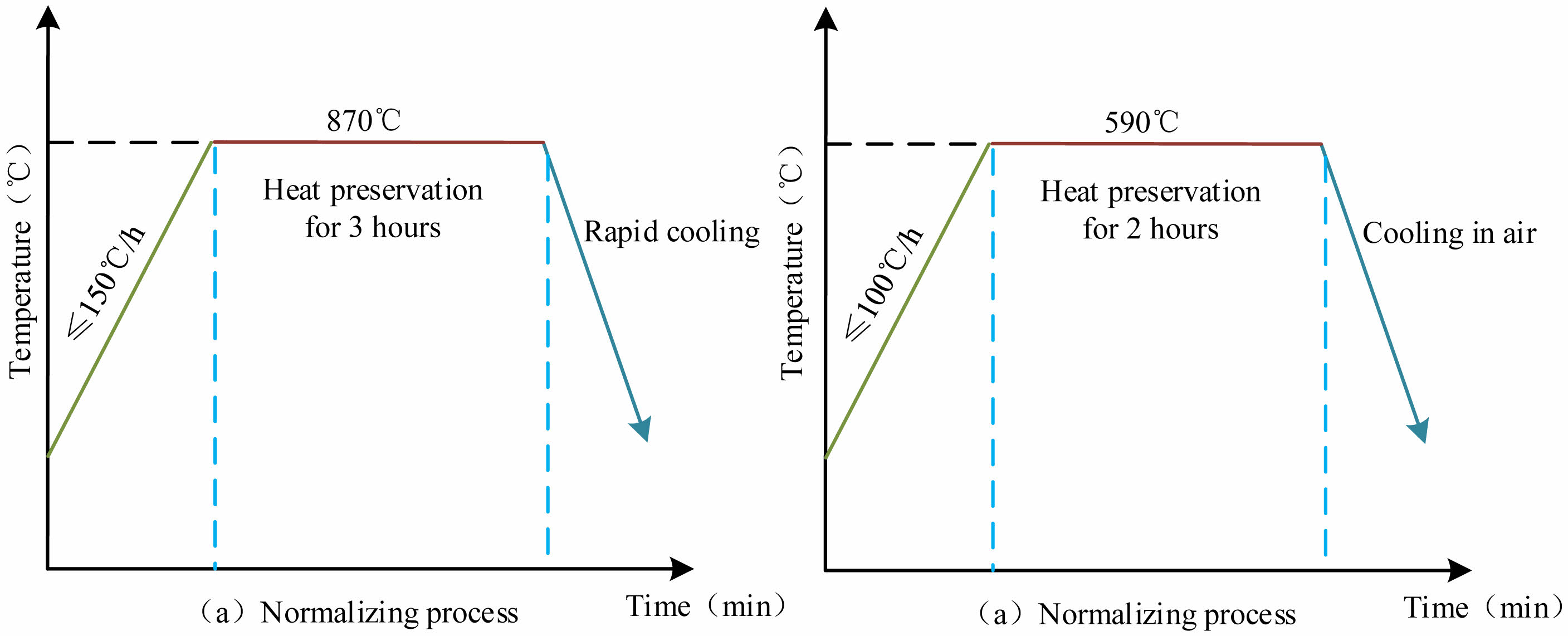
Normalizing is one of the commonly used methods in steel cooling process. The austenite transformation point of the steel obtained by the differential scanning method is G1=765 °C, and normalizing temperature sets to 860 °C, 890 °C, 910 °C, and the holding time is 3 hours; when the furnace temperature is cooled to 200 °C, The furnace is cooled by air, and then tempered. The tempering temperature is set at 590 °C. The specific process is shown in Fig. 2.
As a result of normalizing + tempering, the normalizing process is carried out first. When the temperature reaches 870 °C, the temperature keeps for 3 hours, and then the steel is rapidly cooled; after cooling, the tempering procedure is executed. The temperature is raised to 590 ℃, holding at 590 °C for 2 hours, place the steel sample in the air to cool naturally. At this time, it can be found that the complete austenite in the internal structure of the steel is partially transformed into martensite, and some austenite remains at the same time. Concentration and tempering will have a direct impact on the structure of the steel material and determine the steel material’s composition and characteristics (Chen et al., 2022). The structure of the steel will change at different temperatures. On the basis of the above heat treatment process, the normalizing temperature is increased by 50 °C, and a scanning electron microscope (Scanning Election Micoscope, SEM) is used to examine the steel’s composition. There are clusters of striped martensite arranged in clusters on the surface of the steel. The width of the striped martensite is 0.41 μm, and the length is different. There are several clusters of lath martensite in different directions in the same grain. There is a certain degree of dislocation between the tenites, and carbides are precipitated. Under the transmission electron microscope (Transmission Electron Microscope, TEM) microscope, it is observed that the bainite structure on the surface of the steel is arranged in a needle shape, the long axis of carbide and ferrite is approximately 60°parallel, and the lower bainite phase is Dispersed arrangement of black needles or lenses (Hu et al., 2022). The structure of the steel obtained in this environment mainly includes lath martensite, lower bein martensite, carbide and retained austenite.
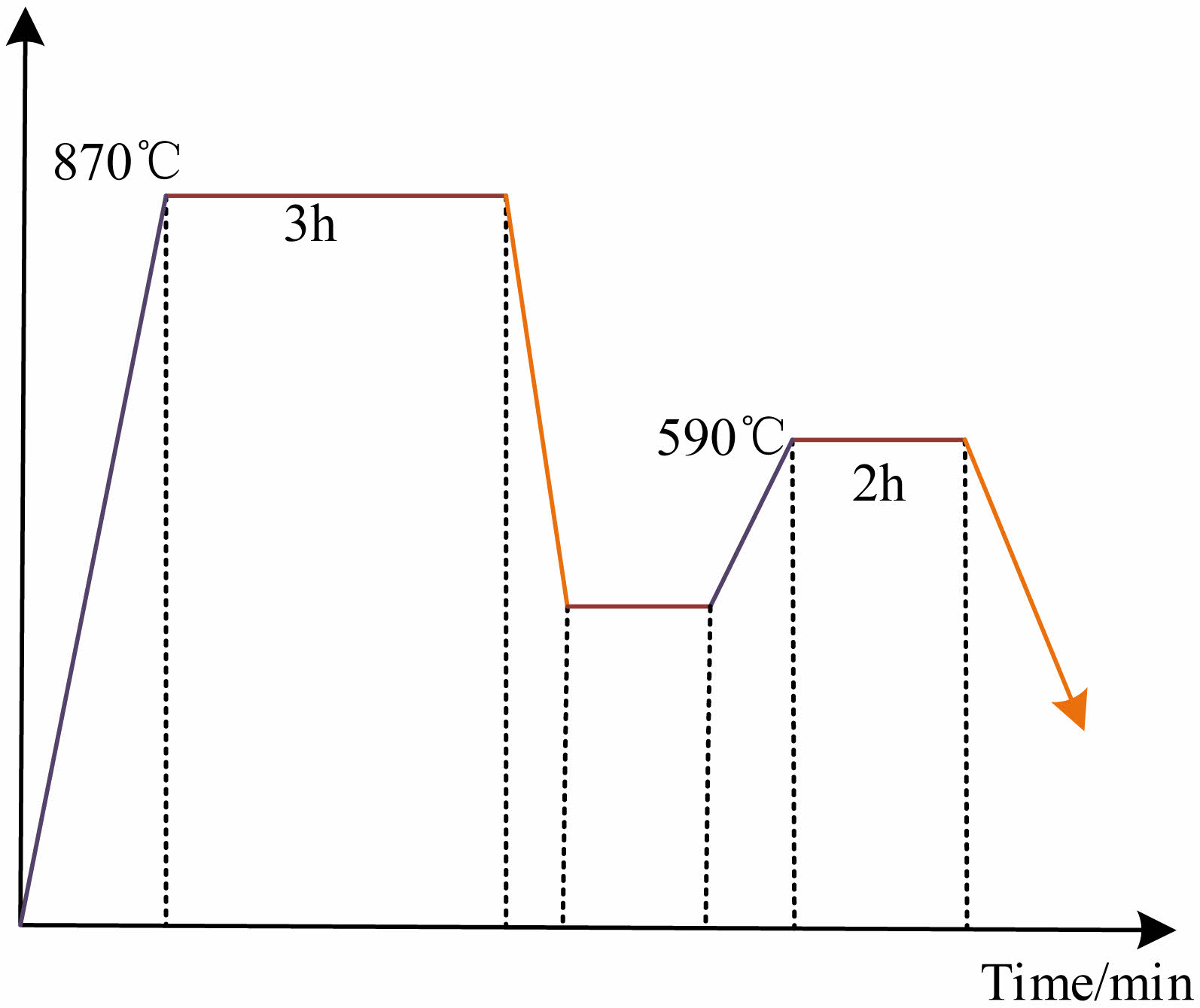
Changes in microstructure of steel for thermal insulation and decoration under quenching + tempering heat treatment process
Using the quenching process can rapidly cool the steel within a short amount of time, but the hardness of the steel after a single quenching treatment is low. Therefore, the treated steel is heat treated by quenching + tempering. The quenching temperature is set to 870 °C, 910 °C, 950 °C, and the holding time is 3h; the steel sample after quenching is tempered. Setting the tempering temperature to 590 °C, and the holding time after tempering is set to 2 h, other programs are unchanged. The specific process is shown in Fig. 3.
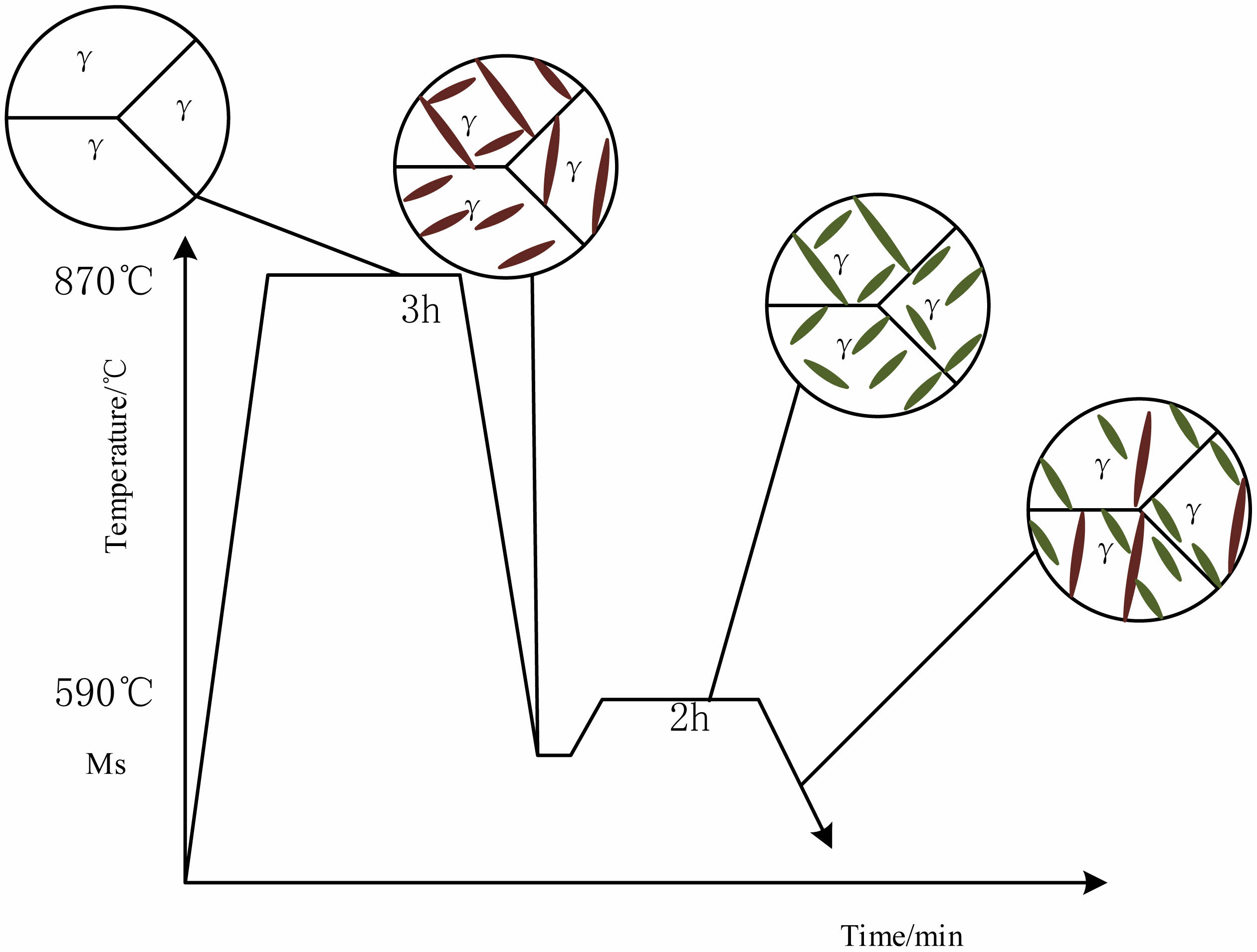
After quenching, the steel needs to be tempered properly to make its structure and performance better. After quenching and tempering, there has been some degree of modification in the steel’s internal structure, and the specific changes are shown in Fig. 4.
First, when the quenching temperature is 870 ℃, the stress of the steel pattern is larger, so the martensite in the steel is more brittle. During the tempering process, the martensite decomposes, the carbon element is precipitated from the supersaturated iron element, and then the carbon is precipitated and aggregated into carbide. In the process of quenching + tempering, the internal structure of the steel is completely austenitized. When the steel is less than 590 °C in temperature, part of the austenite structure is transformed into martensite. When the temperature of the steel is in the heat preservation state at Ms, the steel, the internal carbon gradually diffuses from the martensite to the untransformed martensite, thereby causing the martensite’s carbon content to decline, while the carbon content in the untransformed austenite increasing gradually. As the quenching temperature gradually rises, the internal structure of the steel pattern is gradually uniformly distributed, and the uniformity of the structure is better than other quenching temperatures at 910 °C, and at this time the lath martensite is the most, and the dislocation distribution; when the quenching temperature reaches at 950 °C, the austenite grains inside the steel sample increase, and the martensite also increases. The calculation method of martensite phase transformation kinetics after quenching displayed in the formula (7).

In the formula (7), it ΔGγ-MMs represents the variance in transformational free energy between the two stages of austenite and martensite, ΔGγ-ααh represents the difference γ→α in the chemical free energy of the transformation of the two phases, and represents σMs the yield strength of austenite at the time. Ms From the formula, in the process of martensite transformation, the increase or decrease of the yield strength of austenite at a specific time will lead to a corresponding rise or reduction in the martensite transformation’s free energy. During the quenching and heating process, before the martensite phase changes, the carbon element is gradually integrated into the austenite, forming an unevenly distributed carbon atom air mass. As the quenching temperature continues to increase, the carbon atom diffusion speed is accelerated, so that the carbon atom volume of the air mass gradually decreases. During the cooling process after quenching, after the interior of the steel pattern is cooled sharply, its atomic structure cannot diffuse in time to form quenching vacancies. At the same time, during the martensitic transformation, there are certain degrees of interfacial dislocation, the interaction of the two dislocations strengthens the austenite (Wang et al., 2022).
|
Fig. 1 Constitutive relation of steel. |
|
Fig. 2 Heat treatment process. |
|
Fig. 3 Quenching + tempering heat treatment process. |
|
Fig. 4 Change of steel internal structure. |
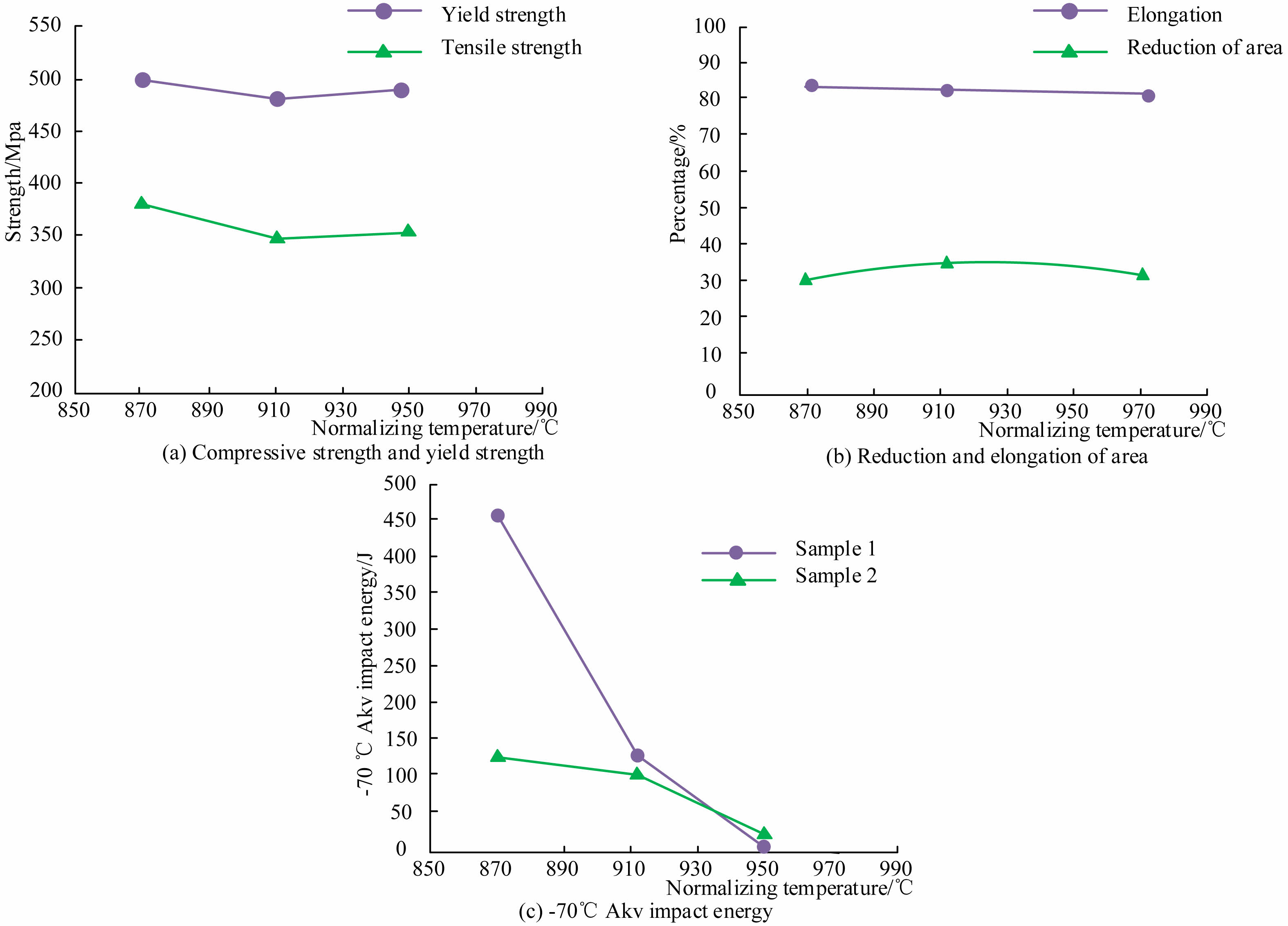
Mechanical analysis will be carried out on the steel patterns of thermal insulation and decorative steel processed by different heat treatment processes. First, the normalizing + tempering method of heat treatment will be explored. The influence of fire temperature on the mechanics of steel was tested by adjusting the normalizing temperature to 870 °C, 910 °C and 950 °C respectively, and defined as heat treatment process 1, heat treatment process 2 and heat treatment process 3. The results of the study are shown in Fig. 5.
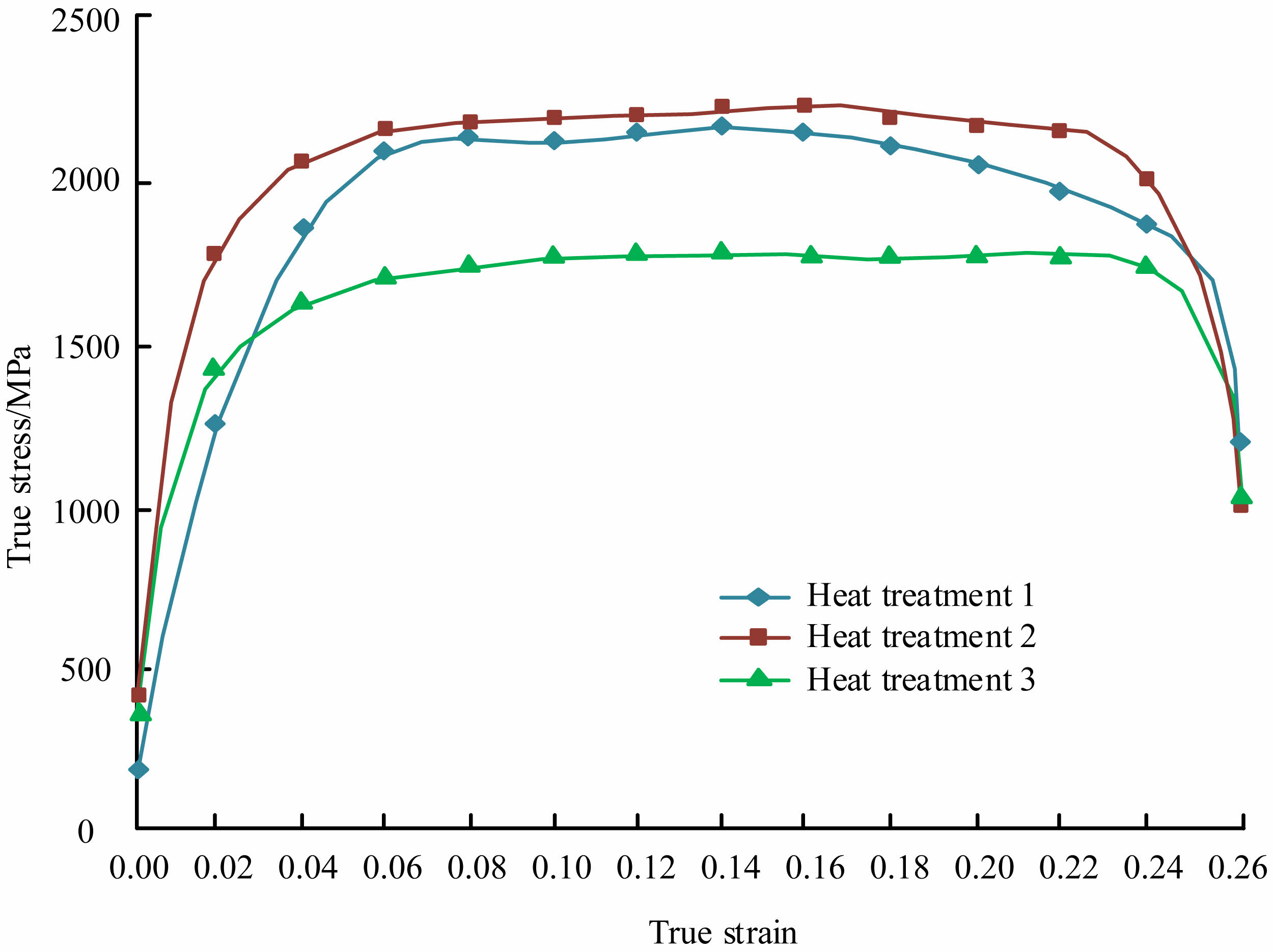
Figure 5(a) demonstrates that the steel’s yield strength is the lowest. when the normalizing temperature is 910 °C, and the yield strength of the steel is the largest when the normalizing temperature is 870 °C; the change trend of the steel’s tensile strength is consistent with the yield strength, that is, when the normalizing temperature is 910 °C, the steel’s tensile strength and yield strength are low. On this basis, when the normalizing temperature increases or decreases, the steel’s tensile strength and yield strength will both rise accordingly. From Fig. 5(b) the normalizing temperature and the elongation and area shrinkage of the steel, when the normalizing temperature is 870 °C, the steel’s area shrinkage is 30%, and when the normalizing temperature is 910 °C, the shrinkage When the normalizing temperature is 950 °C, the reduction of area is 35%, that is, the reduction of area of steel is better at 910 °C. Under three different normalizing temperatures, there is no significant difference in the elongation of the steel, which is about 85%, indicating that the normalizing temperature has no obvious influence on the elongation of the steel. When studying the relationship between normalizing temperature and Akv impact at -70 °C, two samples of insulation steel and ordinary steel were selected for comparison. Fig. 5(c) demonstrates that the modification of the normalizing temperature has a considerable effect on the Akv impact of steel at -70 °C. 860 °C is the temperature at that time, the -70 °C Akv impact energy of ordinary steel is 450J, at 910 °C it is 50J, and at 950 °C it is 10J, indicating that the -70 °C Akv impact energy of ordinary steel is unstable. The -70 °C Akv of the thermal insulation steel is 135J, 120J and 110J respectively, with little change and stable performance. The properties of thermal insulation steel will change greatly under different heat treatment processes. To study the dynamic compression mechanical attributes of steel, the strain force of steel in various heat treatment processes is analyzed by using the split Hopkinson pressure bar (SHPB). The strain rate of steel is —The strain curve is shown in Fig. 6.
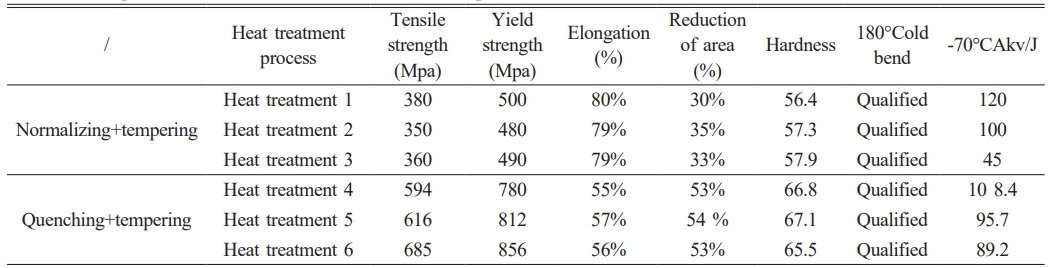
From Fig. 6, in the initial stage, the stress of the steel under the three processes increases rapidly, and as time increases, the steel maintains a relatively stable trend, and then, when the strain rate reaches 23%, the steel’s tension drops sharply. The steel’s tension treated by process three is significantly smaller than that of the other two heat treatment processes. In the event that ensuring the tempering temperature is consistent, steel’s mechanical characteristics are investigated in relation to the temperature of quenching, and the quenching temperature is adjusted to 870 °C, 910 °C and 950 °C in turn for experiments, and is defined as heat treatment process 4, heat treatment process 5 and heat treatment Process 6, under several different heat treatment processes, Table 1 displays the steel’s mechanical attributes.
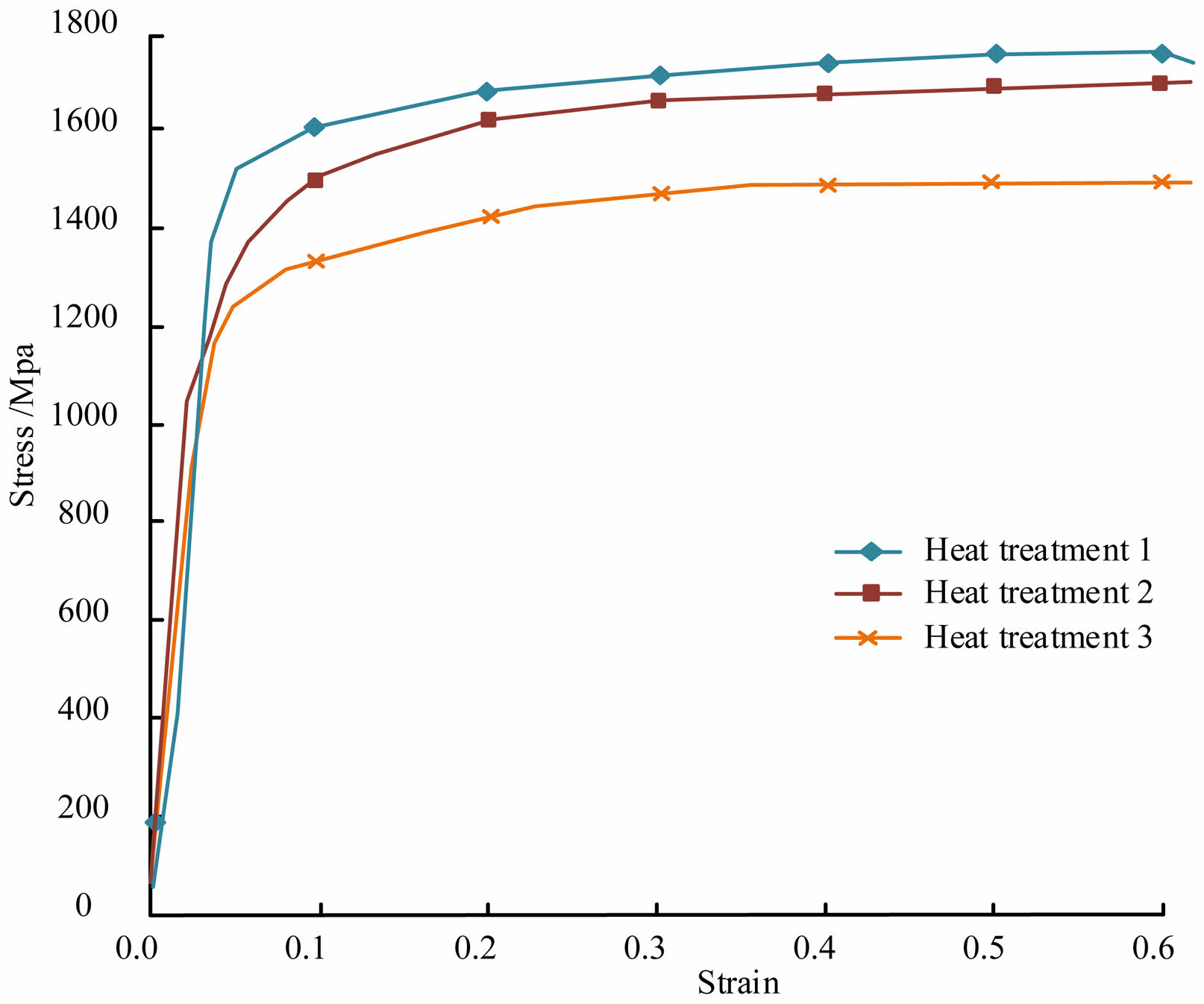
The steel’s tensile strength can be determined from Table 1 that that steel of I-6 is better than that of Process 5, and the tensile strength of steel processed by Process 4 is slightly lower; from the perspective of tensile strength, Process 4 is better than Process 6, and Process 5 is slightly lower; In terms of elongation, when the quenching temperature rises, the elongation of steel decreases; under the three different heat treatment processes, the difference in section shrinkage of steel is small, only 1% difference. In the hardness test and -70 ℃ Akv impact energy test of the steel, No. 1 ordinary steel and No. 2 thermal insulation steel were selected. From the hardness test results, the hardness of No. 1 ordinary steel is significantly lower than that of No. 2 warranty steel. Among them, process 5 produces steel with superior hardness than the previous two processes; from the test results of Akv impact energy at -70 °C, process 4 is slightly better than process 5; the 180° cold bending test results of the steel are all qualified. Based on the above analysis, the performance of the steel after heat treatment in Process 5 is better than that in Process 4 and Process 6, that is, when the quenching temperature is 910 °C, the heat-insulating steel pattern obtains relatively better performance. Figure 7 displays the changes in quasi-static compression of steel under various heat treatment procedures.
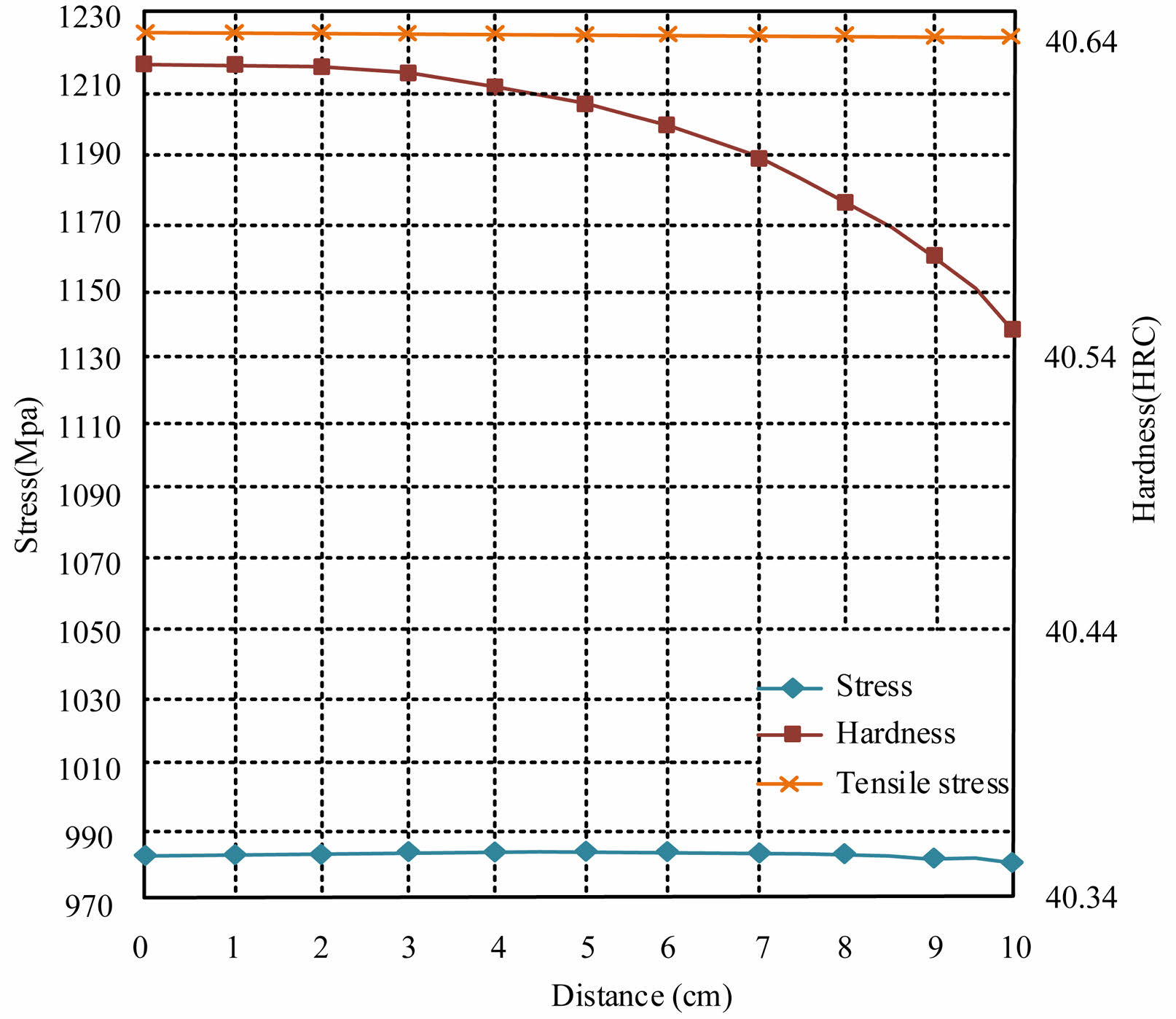
Figure 7 demonstrates that at three different quenching temperatures, the quasi-static compression change rate of the steel is relatively large. In the initial stage, the stress of the steel rises rapidly under the three processes, showing a strain strengthening effect. There is no significant difference in the strain of the steel under the three methods. When the stress fluctuates around 1000 MPa, the stress of the three methods is close to the same. Subsequently, under the three methods, the stress of the steel remained stable to a certain extent. The stress in the procedure 4 treated steel remained at 1600 Mpa; the stress in the process 5-treated steel stayed at 1700 Mpa; the steel treated by Process 6 maintained at 1700 Mpa. 1600 Mpa. Steel strain is kept at 1400 Mpa. It can be concluded that when the quenching temperature is 910 °C, the steel’s tension pattern is larger when the compressive strain occurs, and the compression resistance of the steel pattern is better than that of other methods. For the heat treatment process of quenching + tempering, different quenching distances have inconsistent effects on the stress of steel. Therefore, the stress changes of steel at different distances are shown in Fig. 8.
Figure 8 shows that under different quenching distances, the hardness of the steel decreases gradually when the quenching distance increases, and reaches its hardest point of 40.72 when the quenching distance is 0; when the quenching distance of the steel is continuously changed, the yield strength and the degree of change in the tensile strength is relatively insignificant, the yield strength is 985; the tensile strength is 1240. The characteristics of steel after heat treatment procedures of normalizing + tempering and quenching + tempering was compared and Table 2 displays the outcomes.
This can be obtained from Table 2 that in the normalizing + tempering heat treatment process and quenching + tempering heat treatment process, comprehensive consideration is given to the mechanical characteristics of steel samples, including tensile strength, yield strength, elongation, and section shrinkage. The performance of steel after quenching + tempering heat treatment process is significantly better than that of normalizing + tempering heat treatment process. Taking 870 °C as an example, the tensile strength of steel is 214 Mpa higher, the yield strength is 280 Mpa higher, the area shrinkage is 23% higher, the hardness is 10.4 higher, and the Akv impact energy at -70 °C is only 11.6 J lower. The elongation is lower than that of the steel under the normalizing + tempering heat treatment process. 910 °C is the temperature at that time, the tensile strength of the steel is 266 Mpa higher, the yield strength is 332 Mpa higher, the section shrinkage is 19% higher, the hardness is 9.8 higher, and the Akv impact energy at -70 °C is only 4.3 J lower. The growth rate was 22% lower. 950 °C is the temperature at that time, the steel’s tensile strength is 325 Mpa higher, the yield strength is 366 Mpa higher, the section shrinkage is 20% higher, the hardness is 7.6 higher, and the Akv impact energy at -70 °C is only 44.2 J higher. The growth rate was 22% lower. Combined with the above analysis, it is evident that the steel’s performance obtained after the quenching temperature of 910 °C heat treatment process is better than that of the rest of the heat treatment process. When the quenching temperature is 910 ℃, different tempering temperatures are set to investigate their effects on the properties of the steel.
According to Table 1, different tempering temperatures have a significant impact on the properties of steel. Taking into account the four different tempering temperatures shown in Table 3, when the tempering temperature is 550 ℃, the yield strength, tensile strength, impact energy, and strength of the steel are optimal. When the tempering temperature is higher than 550 ℃, the yield strength, tensile strength, impact energy, and strength of the steel gradually weaken. Therefore, using 550 ℃ as the tempering temperature is relatively more suitable.
The study analyzed the effects of parameters such as normalizing temperature, quenching temperature, and different quenching distances on the mechanical properties of steel. In the future, other parameters, including cooling rate, holding time, tempering temperature, tempering time, etc., will also be further explored for their varying degrees of influence on the properties of steel. Regarding the reduced elongation of steel, research considers two aspects for optimization. Firstly, further optimization of the heat treatment process should be studied, such as tempering after quenching to reduce the stress generated during the quenching process of steel, thereby improving its toughness and maintaining its elongation. In addition, heat treatment parameters have a significant impact on the properties of steel, and further optimization of the parameters during the heat treatment process can improve its elongation rate. Regarding the impact of tempering temperature on steel properties, the study aims to explore different tempering temperature ranges, such as low-temperature tempering (about 150 ℃~250 ℃), medium temperature tempering (about 300 ℃~500 ℃), and high-temperature tempering (about 500 ℃~750 ℃). Thus, a specific analysis is conducted on the balance between the strength, ductility, and other key properties of steel within different temperature ranges.
|
Fig. 5 Change of steel properties with different heat treatment processes. |
|
Fig. 6 Stress Strain Curves of Steel under Different Heat Treatment Processes. |
|
Fig. 7 Quasi-static compression change of steel under different heat treatment processes. |
|
Fig. 8 Effect of different quenching distance on mechanical properties of steel. |


The heat treatment procedure enhances the steel’s mechanical qualities by changing the internal structure of the steel, and provides support for the diversified uses of the steel. Existing thermal insulation steels cannot balance the mechanical properties and have certain defects. Therefore, to obtain the best mechanical steel’s characteristics for thermal insulation and decoration, and take into account various mechanical properties as much as possible, the research proposes to use different heat treatment processes to conduct experiments on thermal insulation steel samples, and to explore the structure and steel samples’ mechanical characteristics in various heat-treatment techniques. To determine the best heat treatment method of steel for thermal insulation and decoration, the experimental results show that compared with other heat treatment processes, when the quenching temperature is 910 °C, the tensile strength of the steel is 266 Mpa higher, the yield strength is 332 Mpa higher, the section shrinkage is 19% higher, and the hardness is 9.8 higher, - The 70 °C Akv impact energy is only 4.3 J lower, and the elongation is 22% lower, which proves it. Among the several different heat treatment processes proposed in the study, the quenching + tempering method is superior to the normalizing + tempering heat treatment process, and in the quenching + tempering procedure of heat treatment, the quenching temperature is set to 910 °C, and when the quenching distance is 0, the stress of the steel pattern is larger when the compressive strain is generated. At this time, the compression resistance of the steel pattern is better than that of other methods, and the obtained thermal insulation steel has the best performance, which can effectively meet the actual demand of steel. The tempering temperature also has an impact on the steel’s characteristics to some extent. In the follow-up research, it is necessary to try to change the tempering temperature to continue to optimize the method of heat treatment and further improve the steel’s characteristics.
- 1. R.Q. Gao, Y.R. Huang, E.H. Wang, X.M. Hou, L. Pan, G.T. Li, and B.T. Liu, Int. J. Min. Met. Mater. 29 (2022) 2079-2085.
-

- 2. X.Q. He, H.D. Fu, and J.X. Xie, Int. J. Min. Met. Mater. 29 (2022) 2000-2011.
-
- 3. M.M. Ali, S.A. Osman, M.Y.M. Yatim, and Z.A.W. Al, Int. Conf. Struct. Eng., Mech. Comput 76 (2020) 687-708.
- 4. V. Selvakumar, P. Dakshinamurthy, and G. Palla, Front Struct. Civ. Eng. 15 (2021) 905-913.
-
- 5. T.V. Moore, C.A. Cruickshank, and I. Beausoleil-Morrison, J. Build Phys. 45 (2021) 323-343.
-
- 6. H. Marx and R. Walls, J. Struct. Fire Eng. 10 (2019) 354-372.
-
- 7. M.H. Alves, G. Constantini, A. Ianni, E.F.A. Kimura, A. Meda, and P.A.G. Piloto, Fire Mater. 46 (2022) 227-250.
-
- 8. E. Fan, Y. Li, Y. You, and X. Lu, Int. J. Miner. Metall. Mater. 29 (2022) 1532-1542.
-
- 9. F. Binesh, A. Bahrami, M. Hebel, and K. Daryush, J. Mater. Eng. Perform. 30 (2021) 2552-2565.
-
- 10. Y.L. Wang, Y.L. Chen, and W. Yu, Int. J. Min. Met. Mater. 28 (2021) 665-675.
-
- 11. S. Iwamura, K. Fujita, S. Nagaishi, K. Sakai, and S. Mukai, J. Chem. Eng. Jpn. 54 (2021) 213-218.
-
- 12. Z. Zhang, R. Wu, J. Hou, and T. Wang, Mater. Sci-Medzg. 27[1] (2021) 27-31.
-
- 13. J. Yu, M. Nelo, X. Liu, S. Shao, B. Wang, S.J. Haigh, H. Jantunen, and R. Freer, J. Eur. Ceram. Soc. 42 (2022) 3920-3928.
-
- 14. K.A. Yushchenko, O.V. Yarovytsyn, T.M. Kushnaryova, and V.E. Mazurak, Metalozn. Obrobka Met. 27[1] (2021) 53-65.
- 15. S.S. Goswami, S. Jena, and D.K. Behera, Mater. Today Proc. 60 (2022) 1130-1139.
-
- 16. N.A. Akeel, V. Kumar, and O. Zaroog, Solid State Technol. 64 (2021) 1461-1471.
- 17. S.B. Wen, J.F. Wu, and J.H. Zhu, Baosteel Technical Research, 16[2] (2022) 35-41.
- 18. Y. Chen, S.P. He, Z.R. Li, X.B. Zhang, Q.Q. Wang, and Q. Wang, J. Iron Steel Res. Int. 29 (2022) 61-70.
-
- 19. Y.Y. Hu, Z.X. Fang, Y.B. Peng, W.Q. Yang, X.F. Ma, J.L. Li, Y.Q. Zhao, and B. Wang, Sci. China: Phys. Mech. Astron. 65 (2022) 66-81.
-
- 20. Y. Wang, L.G. Zhu, J.X. Huo, Q.J. Zhang, Y.G. Wu, W. Chen, and S.M. Wang, J. Iron Steel Res. Int. 29[8] (2022) 1277-1290.
-
 This Article
This Article
-
2024; 25(6): 954-963
Published on Dec 31, 2024
- 10.36410/jcpr.2024.25.6.954
- Received on Jun 13, 2024
- Revised on Jul 24, 2024
- Accepted on Aug 13, 2024
Services
- Abstract
introduction
related work
research on heat treatment process and microstructure of steel for thermal insulation and decoration
analysis of mechanical properties of steel for thermal insulation and decoration under different heat treatment processes
conclusion
- References
- Full Text PDF
Shared
Correspondence to
- Jianwei Zhang
-
Project Management Department III, State Grid Gansu Electric Power Company Power Grid Construction Branch, Lanzhou, Gansu 730050, China
Tel : 15175238188 - E-mail: wanght19880313@163.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr