





- Study for development of a construction ceramic material from metallurgical wastes using a DOE approach
Mitsuo Ramos Azpeitiaa,*, Jose Luis Hernández Riverab and Jose de Jesus Cruz Riverac
aFacultad de Ingeniería- Universidad Autónoma de San Luis Potosí, Dr. Manuel Nava 8, Zona Universitaria, Z.C 78290 San Luis Potosí, S.L.P. México
bCONACYT-Instituto de Metalurgia- Universidad Autónoma de San Luis Potosí, Sierra Leona 550, Lomas 2a Sección, 78210 San Luis Potosí, S.L.P. México
cInstituto de Metalurgia, Universidad Autónoma de San Luis Potosí, Sierra Leona 550, Lomas 2a Sección, C.P. 78210, San Luis Potosí, MéxicoThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
A design of experiments methodology was carried out for the development of a construction ceramic material using electric arc furnace slag (EAFS) and other metallurgical wastes such as aluminum dross (AD) and green moulding sand (GMS). The factors evaluated were %wt. of bentonite, ratio EAFS/AD, fineness index of raw materials (AFS number), sintering temperature and sintering time. The specimens were sintered and subsequently their compressive strength was evaluated. It was determined that sintering temperature, AFS number and EAFS/AD ratio had the greatest impact on the compressive strength. The best conditions to achieve strengths for use of this material as brick, (10.3 MPa), were high temperatures of sintering, fine particle size, high ratio EAFS/AD, low contents of bentonite and short sintering times. Following these conditions, compressive strengths >21 MPa were achieved. Therefore, it is feasible the use of EAFS-AD mixture as a partial substitute for the elaboration of structural bricks with a superior compressive strength.
Keywords: Electric arc furnace slags, Construction ceramic material, Design of experiments.
One of the processes that generates a significant amount of industrial waste is the steel manufacturing, where the largest percentage (70-80 wt.%) corresponds to electric arc furnace slag (EAFS) [1-4]. The general composition of EAFS is: FeO (10-40 wt.%), CaO (22-60 wt.%), SiO2 (6-34 wt.%), Al2O3, (3-14 wt.%), MgO (3-13 wt.%) [1, 5]. Because the composition of these materials is based in oxides with specific physical and chemical properties [3-4, 6], it makes them a promissory raw material for elaboration of refractory materials. For a long time, ceramic and construction industries have investigated potential use of EAFS for different applications [3-4, 6].
On the other hand, the aluminum primary manufacturing process is another source of atmospheric pollution, since the minerals, concentrates and other materials that are used contain Al2O3, SiO2, Fe2O3, MgO, SO3, CaO, TiO2, and Na2O [7-9]. The waste aluminium dross (AD) is very hazard to eco-system [7, 9] and therefore, it is necessary to found alternatives for their confinement in order to reduce the pollution caused by it [9]. Recently, pyrometallurgical and hydrometallurgical methods have been investigated to convert the AD in industrially applicable products [8, 9]. In the manufacture of metal parts by casting, the sand is the most used material for the elaboration of molds [10, 11]. Once the molten metal has been poured into the mold and solidified, the sand mold is destroyed to extract the piece, thus generating a waste with variable size and specific physical characteristics [12]. Foundry waste can be recycled or reused in several ways, in foundry manufacturing itself or in different industrial processes [13-15].
Bricks are one of the main structural ceramic material used for different purposes, including building, facing, floor making, and paving [16, 17]. Clays used for brick manufacturing are composed mainly of silica (grains of sand), alumina, lime, iron, manganese, sulfur and phosphates. Bricks are manufactured by grinding the clay in mills and mixing it with water to make it plastic [16]. The plastic clay is then molded, textured, dried, and finally fired [16, 17]. The characteristics that building bricks must fulfill for construction standards are: homogeneity in their mass, absence of cracks and defects, regularity in their shape as well as in the dimensions, enough strength to withstand heavy flexural and compressive loads and a uniform coloration.
Design of Experiments (DOE) is a methodology for studying any response that varies as a function of one or more independent variables [18, 19]. By observing the response collected from a matrix of experiments, a statistically valid mathematical model can be determined. In particular, factorial analysis is a methodology with several advantages by comparing it to a design wherein only vary the levels of a single factor. By other hand, response surface methodology (RSM) is a collection of mathematical and statistical techniques that are useful for modeling and analysis of applications where a response of interest is influenced by several variables and the objective is to optimize this response [18, 19]. Therefore, in the present research it is proposed to carry out a systematic study with a DOE methodology to develop a new ceramic material (construction material) considering industrial waste coming from metallurgical processes.
The chemical composition of EAFS was determined by means of X-ray Fluorescence (XRF). Characterization of the EAFS was carried out using Scanning Electron Microscopy (SEM) and X-ray Diffraction (XRD) techniques. In the first case, a JEOL model 6610LV SEM operated at 20kV and coupled with an Oxford X-ray energy dispersion spectrometer (EDS) was used to perform chemical microanalysis. XRD experiments were performed in a Bruker D8 Advance diffractometer using a copper X-ray tube with a wavelength (λ) of 1.5406 Å, employing 30 kV and a current of 40 mA. The scan range was between 20° and 100° with a step size of 0.0170°.
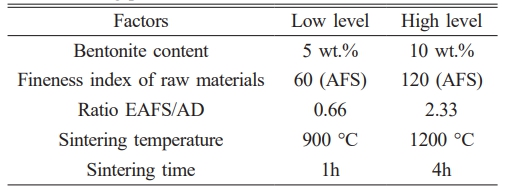
In order to design a new construction ceramic material using different metallurgical industrial wastes it was decided to use the factorial DOE methodology. The experimental design use five factors with two levels; therefore, it is a 25 design. Factors and levels used in the experiments are described in Table 1.
For the bentonite, it was taken values of 5 and 10 wt.% for the low and high level, respectively, considering typical values used in molding process (8 wt.%). Two fineness index were chosen 120 AFS (fine) and 60 AFS (coarse), which are above and below of the conventional ones used in the industry. In order to obtain these fineness indexes, a dry grinding process was carried out for each one of the raw materials using a ball mill and a subsequent particle size classification process. For the DOE, it was established to use 50 wt.% of foundry sand due to its high silica content and the other 50 wt.% consisted of a mix of EAFS/AD varying the ratio at each level. For EAFS/AD ratio, it was decided to use, based on works carried out previously [20, 21], values of 0.66 (20 wt.% EAFS-30 wt.%AD) and 2.33 (35 wt.%EAFS-15 wt.%AD) as a low and high levels, respectively. Finally, the sintering conditions were selected taking into account previous works [21-23].
The wastes mixing process was carried in a sand mixer equipment. Subsequently, bentonite and 10 wt.% of water were added and mixing for 10 min. Cylindrical specimens of 5 cm in diameter by 20 cm in length were manufactured from the mixture. In order to evaluate the properties of mixtures, green bond strength, permeability and stability tests were carried out. A new set of cylindrical specimens were manufactured and dried at 120 °C during 12 h and then they were sintered in a gas furnace using sintering parameters described in Table 1. Compression strength of sintered specimens were carried out on a universal tension machine Shimadzu model AG-I, with a capacity of 100 kN. Three-compression tests were done to obtain the average compressive strength. Results of the factorial design were statistically analyzed using an analysis of variance.
|
Table 1 Factors and levels in full factorial DOE for manufacturing parameters of construction material. |
Characterization of EAFS
Because main objective of this study is to propose alternative uses for EAFS, only characterization of this raw material is presented. Table 2 shows elemental chemical composition obtained from the electric arc furnace slag sample; it is observed that the composition is based mainly in oxides. This finding is consistent with other studies [24, 25], however the amount of Al2O3 determined in the present study was higher in comparison with values reported in such studies [24, 25]. This is expected because in the majority of EAF steelmaking process, it is used a high amount of recycled steel, so its influence the chemical composition [3, 4].
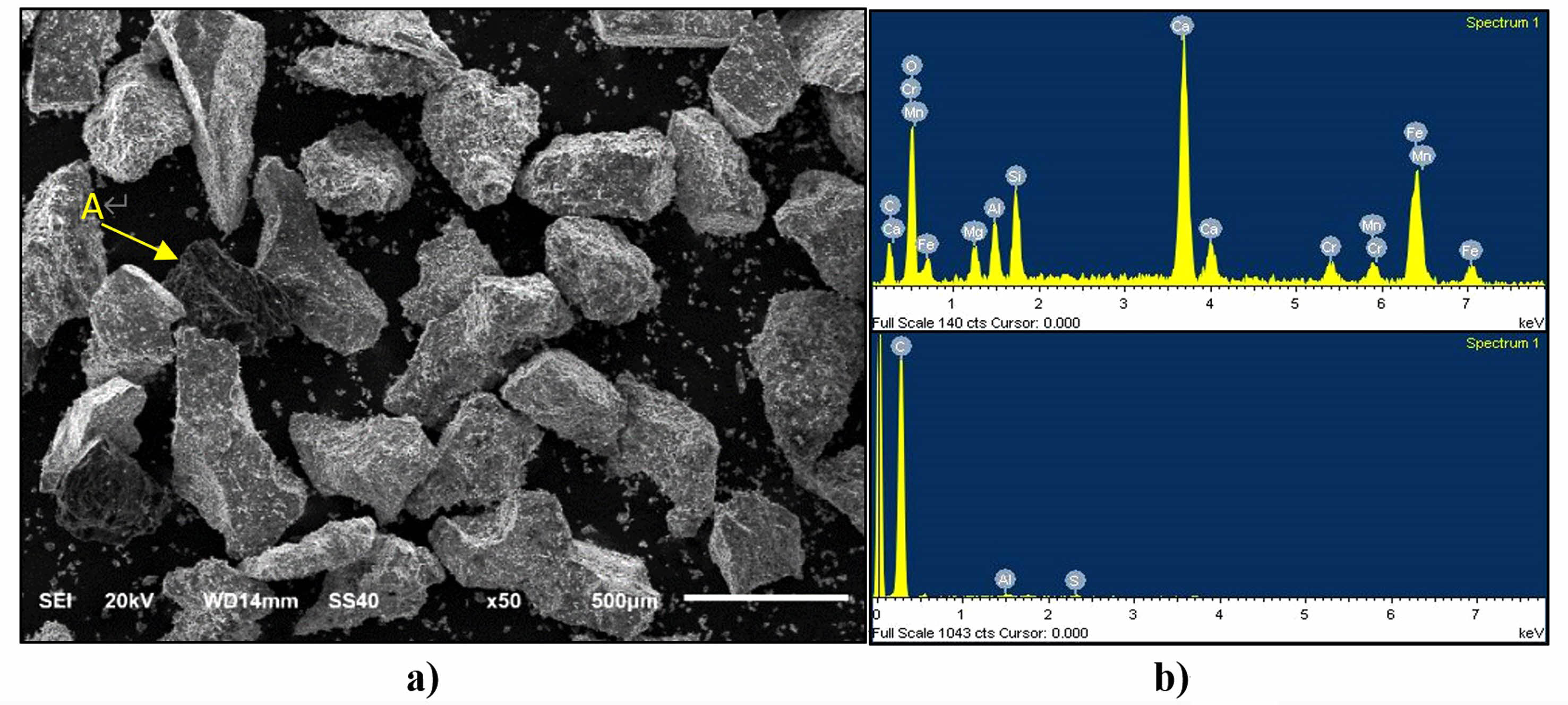
Fig. 1 shows the results of the microstructural characterization of the EAFS carried out using SEM. It can be seen the presence of two types of contrast in the particles with irregular morphologies, one light and the other dark (letter A in Fig. 1a). For the identification of the chemical elements present in the sample, an analysis was made using EDS (see Fig. 1b). It was found that the light particles were composed by elements such as Ca, Fe and O, which implies a mixture of oxides, while the dark particles corresponded to graphite residues which were attributed to the steelmaking process. From the results in this characterization, it was established that EAFS was composed predominantly by iron and calcium oxides.
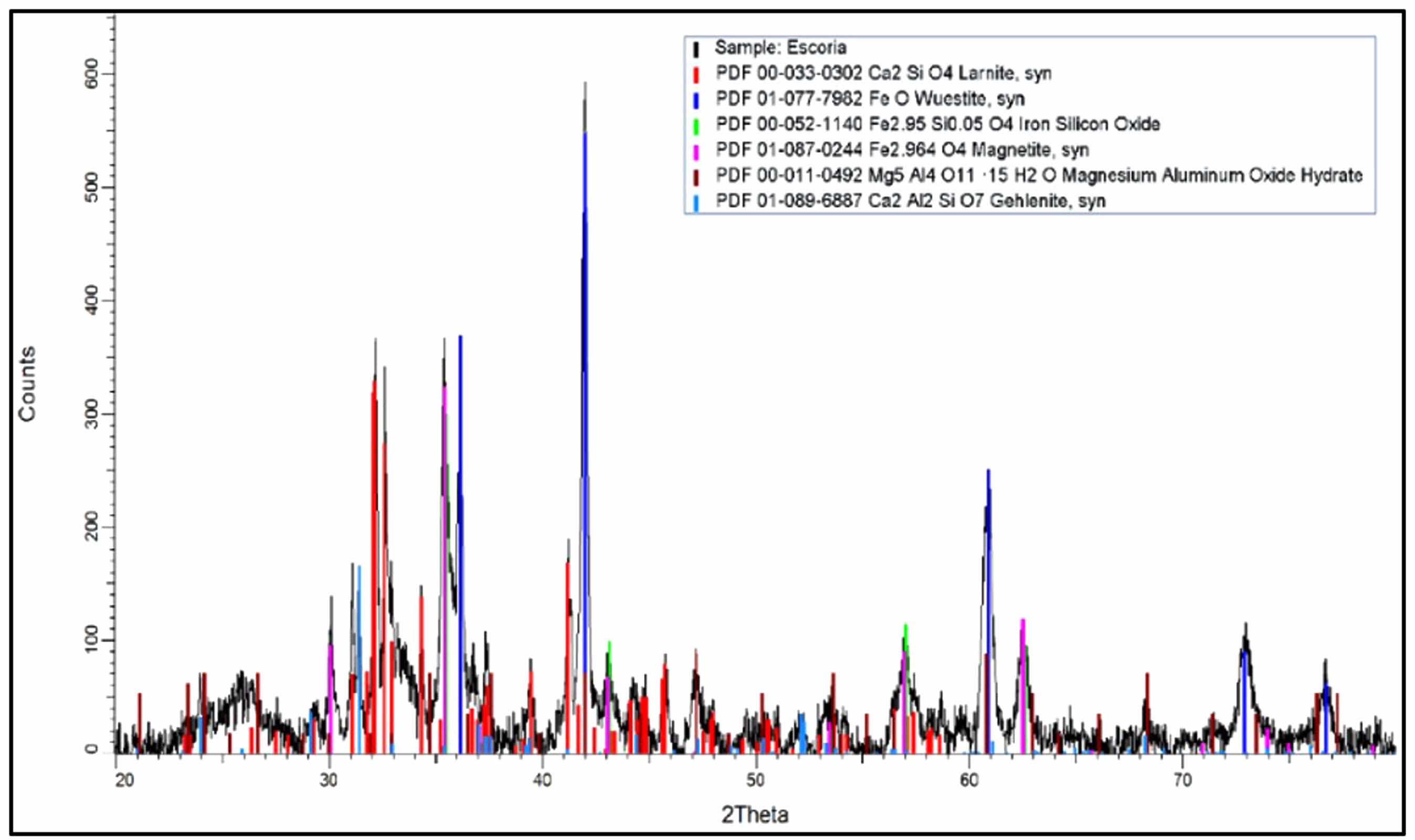
Fig. 2 presents the XRD diffractogram obtained from EAFS sample. It was observed that the identification of phases includes Larnite (CaSiO4), Wustite (FeO), Iron silicate (Fe2.95Si0.05O4), Magnetite (Fe3O4), Hydrated magnesium aluminum oxide (Mg5Al4O11~15H2O) and Gehlenite (Ca2Al2SiO7). Some of these compounds were found in a previous study carried out in slags produced in steel fusion of by electric arc furnace [26], however in that research, it was not observed the formation of all class of compounds because it presence was influenced by cooling rate and by specific primary steelmaking process.
Samples evaluation before sintering
Once the green samples were manufactured, each of the experimental trials was evaluated by tests of permeability, stability and green bond strength, based on AFS fineness index, amount of bentonite and EAFS/AD ratio. For each parameters, an average of 16 measurements was obtained.
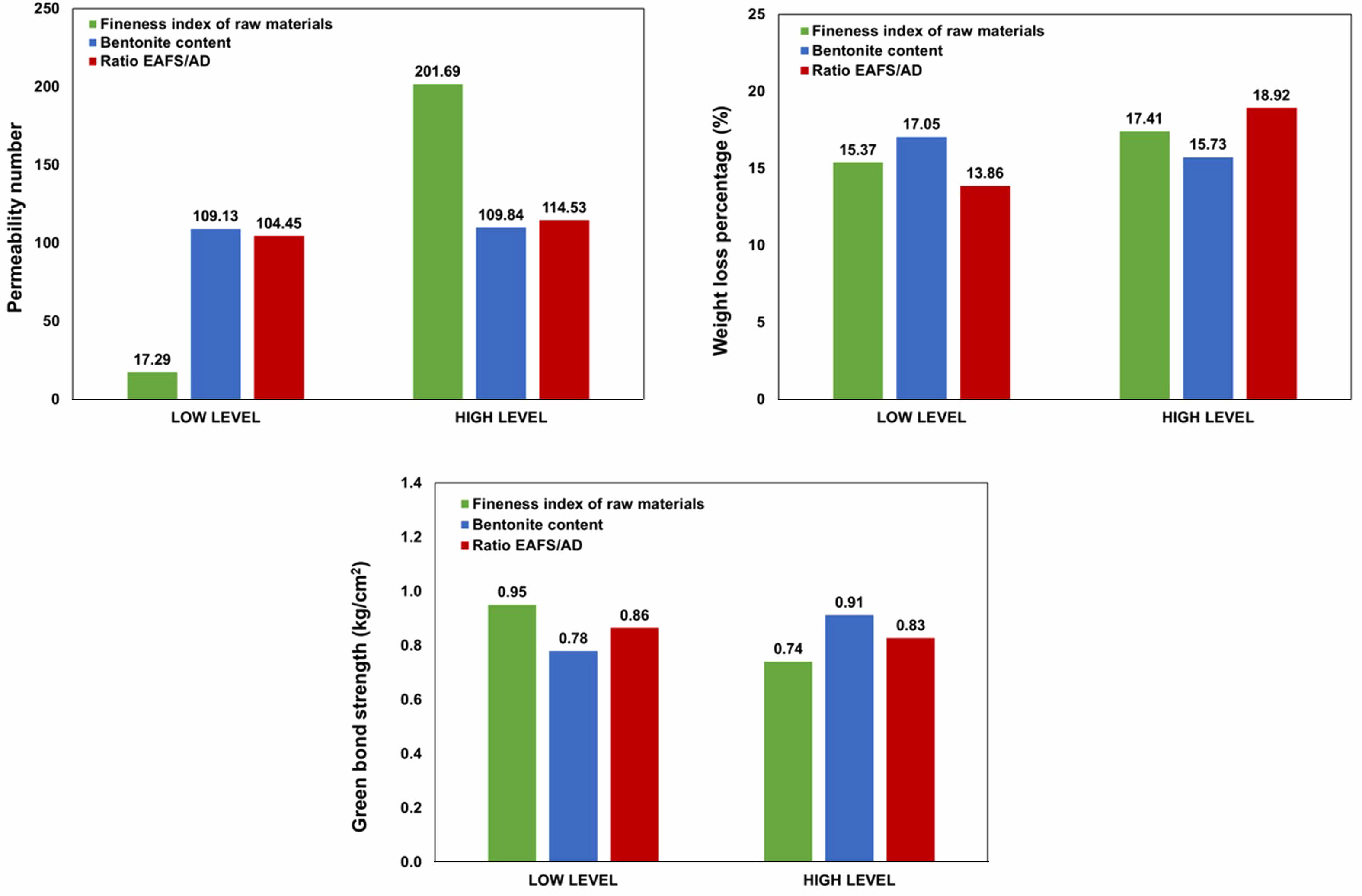
Permeability: This property is a direct function of the porosity in waste particles agglomerates, in addition to the size distribution of sand particles [27]. In the results of this property measurement (Fig. 3a), it is observed that there is little effect on permeability of samples with respect to changes in percentage of bentonite and EAFS/AD ratio. However, it can be observed that AFS fineness index is the main variable affecting the permeability value. This is because a smaller particle size tend to reduce the space between them, causing a decrease in porosity. In the opposite case, when particles are bigger, it will not only increase porosity within the specimens, but also increase the possibility that the pores are connected, increasing the ability for a fluid to pass through the specimen. These results were consistent with a previously work [27].
Stability
This test evaluate effectiveness of particles agglomeration during their compaction, it is based on difference in sample weight before and after the sample is subjected to a mechanical vibratory process. In results of this evaluation, which are presented in Fig. 3b, it was observed that EAFS/AD ratio had the greatest effect, probably due to the content of calcium oxides in slag, which can improve the cohesion between all particles. AFS fineness index also affects stability, but to a lesser extent. This finding is correlated with a minor porosity in the specimens [28]. In the same way, it was observed that a high amount of bentonite improves stability.
Green Bond Strength
This property refers to compaction strength of a non-sintered material [29]. It can be seen in Fig. 3c that the EAFS/AD ratio did not affect this property, in spite of what occurred the AFS fineness index and the amount of bentonite. Higher fineness helps to increase green bond strength values since particles have a greater surface area per unit volume, which implies a smaller particle size and therefore a decrease in the porosity [30]. Bentonite has the property of swelling when it is mixed with water, which promotes a greater cohesion between particles, making the material more resistant besides to preventing material from losing its shape. Therefore, the greatest green bond strength was for higher amount of bentonite.
Samples evaluation after sintering
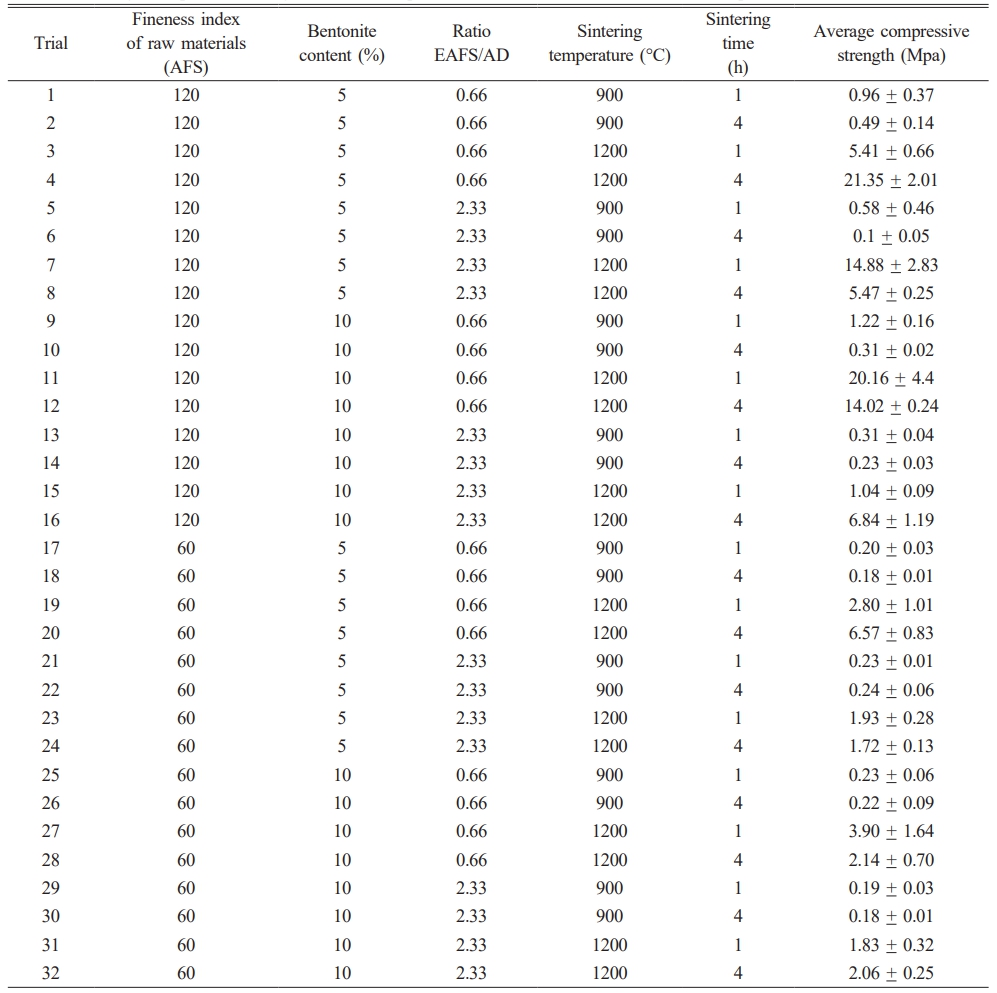
Specimens after drying and sintering were evaluated by compression tests. In Table 3, which shows results of this evaluation, it can be seen that the DOE allowed to fully evaluate influence of all variables studied, resulting in compressive strength values ranging from 0.2 to approximately 21 MPa. This range of values corroborated importance of DOE for the design of processing parameters for a new construction material, since it provides a clear idea of which variables are important to maximize compression strength. It is noteworthy that, although most of compression strength values were low, four experiments (highlighted in blue), resulted in attractive values from the point of view of minimum requirements for building bricks which are specified in the ASTM C-62-12 standard (>10.3 MPa) [31].
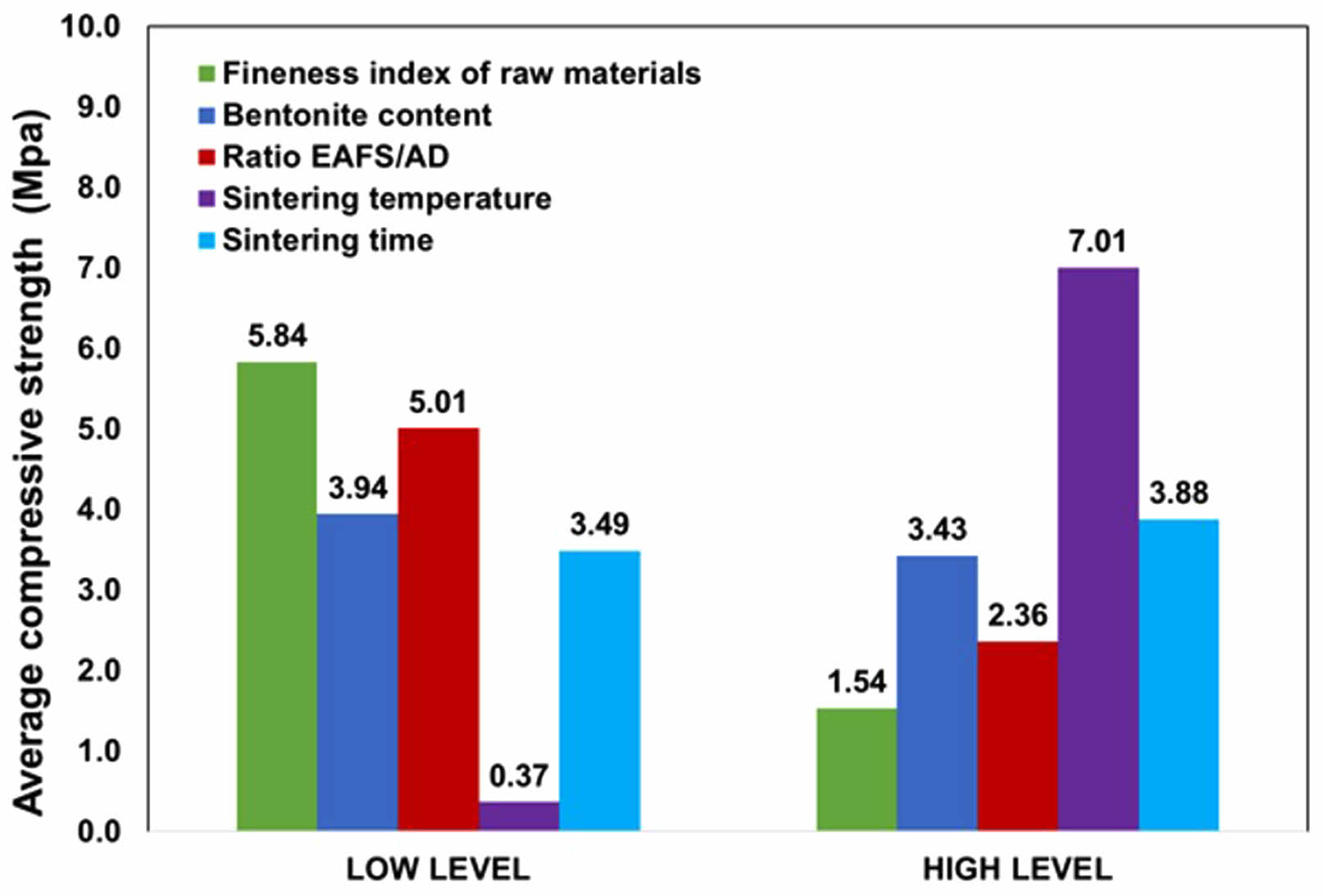
Fig. 4 shows data of Table 3 on which the study variables are plotted according to their influence in compressive strength of sintered samples. It is observed that sintering time and bentonite content did not greatly affect compressive strength. These results could be convenient for the process from the economical point of view, since less bentonite would be used besides of saving energy during sintering when process time is reduced. Regarding the AFS fineness number, we can see that the smaller particle the more effective sintering is, making specimens stronger.
Use of EAFS as a substitute material in the manufacture of different products has been the object of interest in various investigations [3, 4, 6]. In most of these, it was shown that using less slag is better for mechanical properties [6, 23, 24]. Results of present work agree with the fact that smaller amounts of slag are beneficial, especially if they are used together with recycled foundry sand as well as aluminum dross as raw materials. Despite being in low quantities, it was shown that EAFS helped to obtain good results in compression testing, achieving values that complied and even exceeded brick manufacturing standards [31]. Sintering temperature is a parameter widely studied in the resistance of ceramic materials manufactured from this type of waste [6, 23, 24]. On these works, it was found that at temperatures above 1100 °C, various oxides begin to melt on silica matrix, making specimens more stable. Results shown in Fig. 4, indicated that temperatures of 1200 °C, improved mechanical strength of sintered specimens.
Statistical analysis of the sintered specimen evaluation results
Results of the sintered specimen evaluation were statistically analyzed to establish the best conditions to manufacture bricks whose mechanical properties must be at least comparable with corresponding specifications. ANOVA analysis of results allows to obtain R coefficients, which indicated the proportion of total variability of results explained by the model; Radj2, which represents same measurement adjusted for size of model and Rpred2, which indicated capacity of the full model to explain the variability of new data. The values for Radj2 and Rpred2 were 95.62% and 93.36% respectively, which means that each mathematical model exhibited a good accuracy.
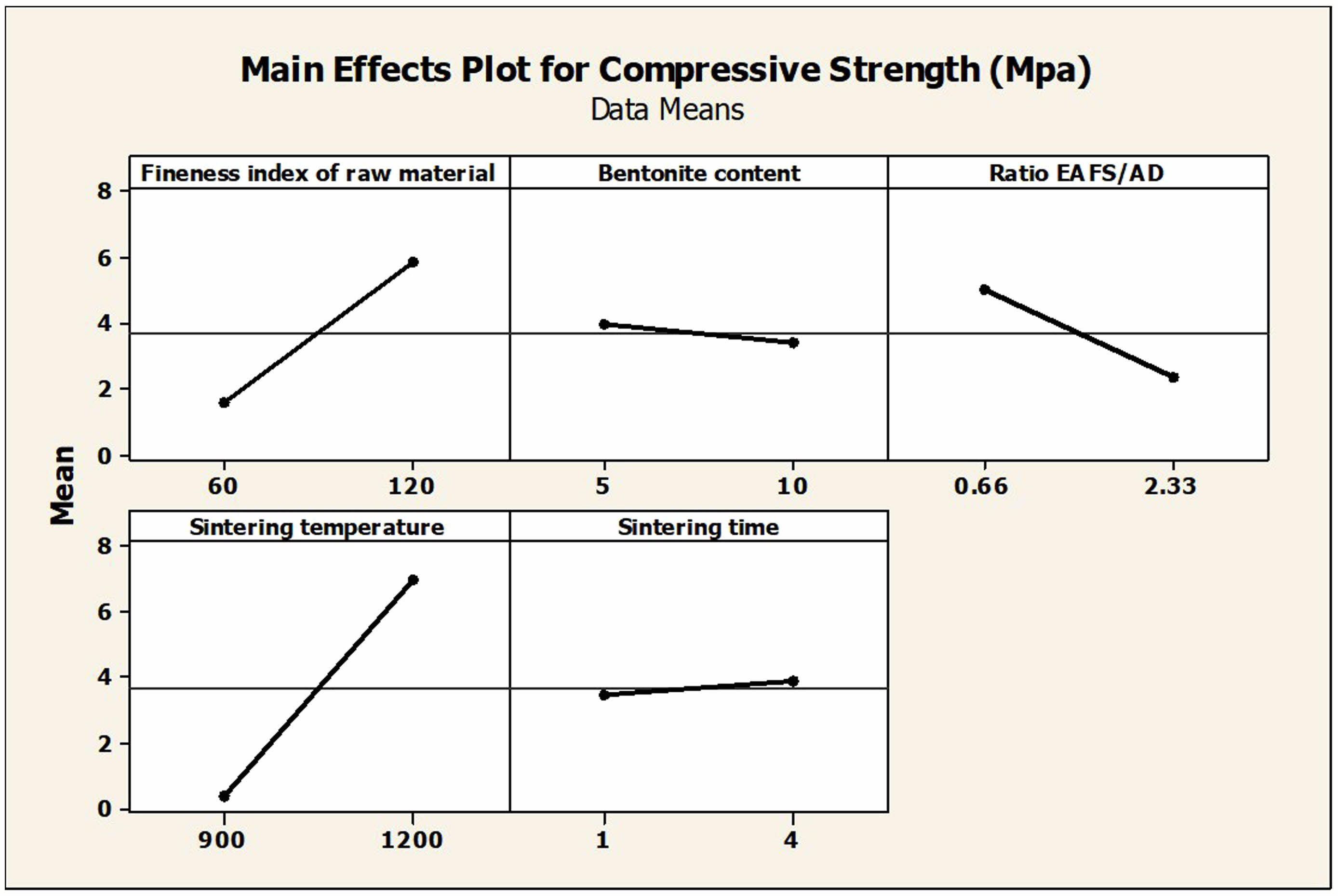
Fig. 5 and 6 present quantification of principal and interaction effects on compressive strength. In both figures, steeper the slope, greater the effect that a change in the study factor have on compressive strength. In Fig. 5, a change in temperature from 900 °C to 1200 °C represents an increase of eight units in strength value. In the same way, it can be observed that an increase in fineness of raw materials or a low value of EAFS/AD ratio, generate an increment of six units. It can be established that modifying both, amount of bentonite and sintering time, it will not generate a significant change in this mechanical property and therefore, low values could be selected for both factors. The above findings agree with results obtained in other investigations about materials such as concrete and clayey ceramics used for civil construction, where it was concluded that similar temperature and EAFS/AD ratio, improved mechanical properties because of better densification and higher crystallinity [24, 32].
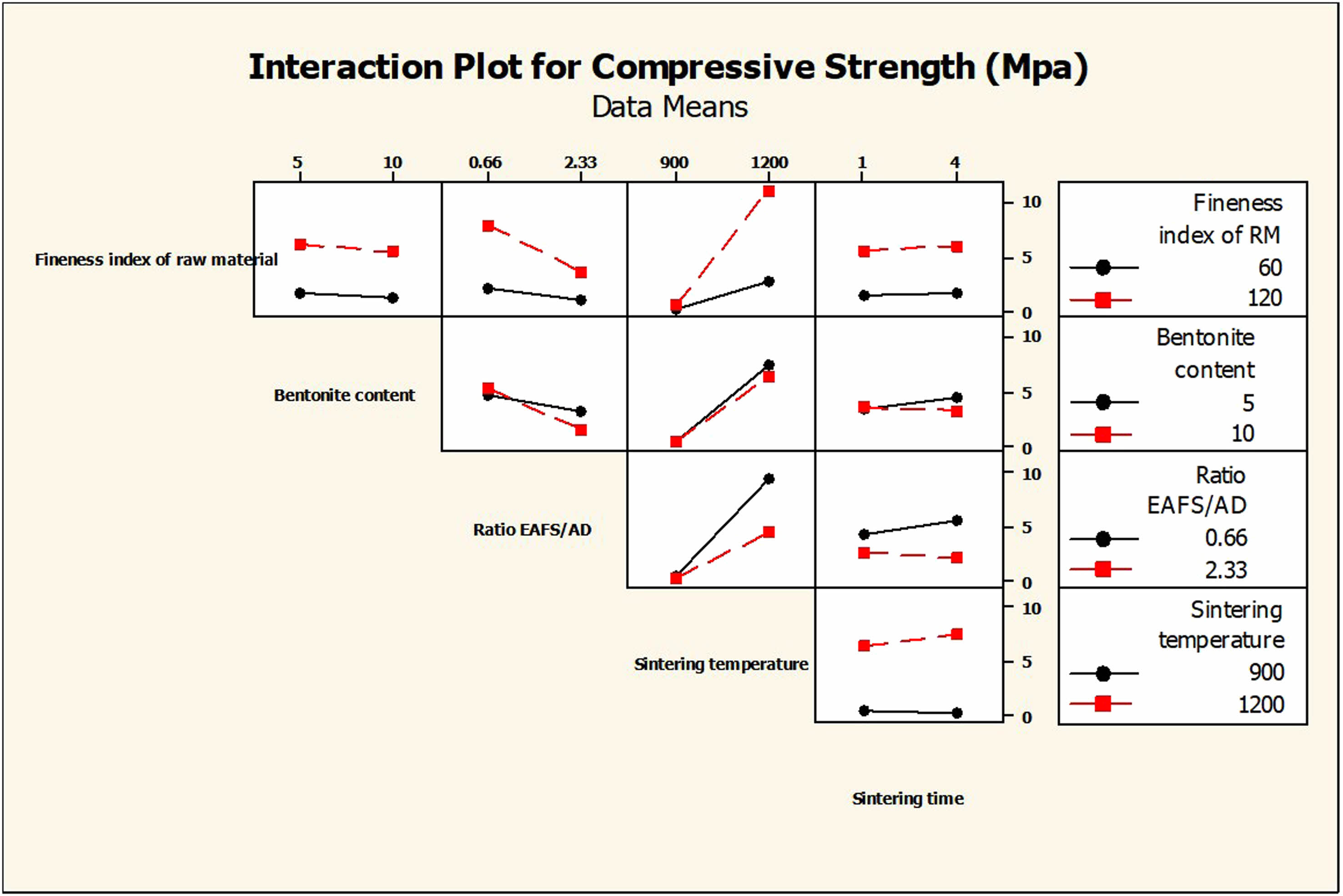
An interaction means that the impact of one factor on the response value of the output variable, may depend on the level at which another factor is found [18, 19]. Interaction between two factors is present if corresponding individual lines intersect themselves. It was observed that there was an interaction for compressive strength between AFS number and sintering temperature, amount of bentonite and EAFS/AD ratio, sintering temperature and amount of bentonite, EAFS/AD ratio and sintering temperature and finally between amount of bentonite and sintering time. From Fig. 6 a greatest increase of 10 MPa is observed when a sintering temperature of 1200 °C is combined with a 120 AFS fineness or with a low value of EAFS/AD ratio. The second interaction in terms of importance was between EAFS/AD ratio and AFS fineness, where an increase of 5 MPa is expected when low EAFS/AD ratio is combined with a fine grain size. The other combinations do not present important interactions for this study. Considering above results, it is concluded that fineness index, percentage of EAFS and sintering temperature are of great importance for strength of new potential bricks as has been mentioned in previous investigations [28, 32, 33], however, few studies have evaluated the interaction between these factors.
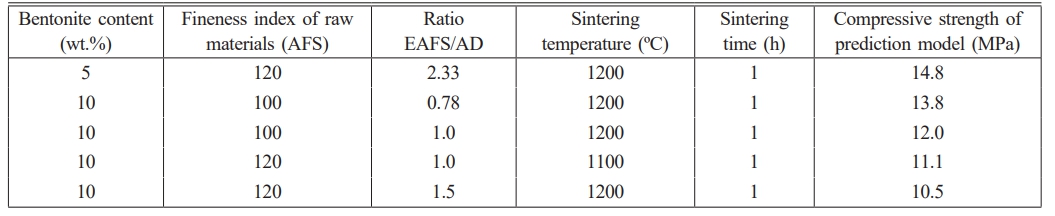
From the statistical model obtained by the ANOVA analysis, it is possible to calculate an optimal solution that is useful as the starting point to explore how different experimental settings affect the predicted responses for factorial design. Specifically factor levels can be adjust to search lower-cost input variable settings with similar optimal properties, to explore the sensitivity of response variables to changes in design variables and to calculate predicted responses for an input variable setting of interest [18, 19]. In Table 4 compressive strength values prediction for bricks as a function of specific design variables are presented. In general, for all combinations, it is necessary high bentonite contents, fine raw materials, high sintering temperatures and low sintering times in order to obtain compressive strength values greater than 10 MPa. However, it is possible to use different EAFS/AD ratios only adjusting specific values for the others variables with the possibility to use also 35 wt.% of EAFS.
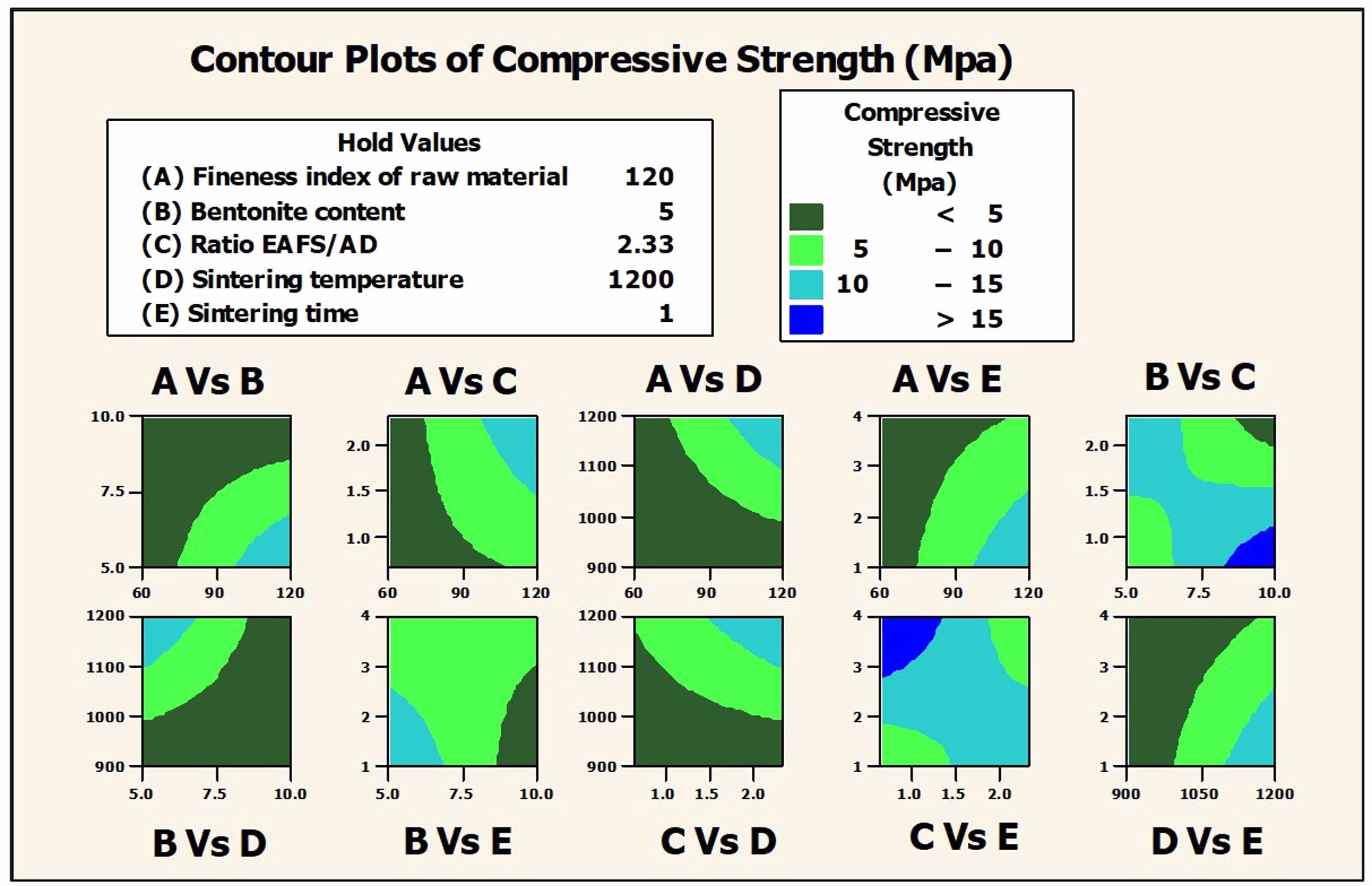
Possibility to determine which combination provides best results or explore feasibility of possible changes in the process parameters is a great advantage of using statistical analysis [18, 19]. When at least two factors are quantitative, a response surface can be adjusted to various combinations of design factors. In general, linear regression methods are used to fit these models to experimental data; therefore, it is possible to build contour plots for variables of interest. In these contours plots, it is feasible to predict compressive strength values when two factors are changed maintaining remaining factors fixed.
In Fig. 7, there is an example of contour plot where optimal values variables were fixed, it can be seen that there is greater flexibility for manufacturing process of a potential building material based in EAFS. There are some combinations that would allow to obtain values greater than 10 MPa and there may even be conditions that generate values greater than 20 Mpa which would represent a SW (Severe Weathering) quality according to ASTM-C62-12 standard [31]. Finally, it is important to note utility of contour plots to demonstrate effect of input process parameters with output responses. For example in Fig. 7, there is great flexibility to make changes that promote specific compressive strength values with less economic impact.
Based on the results, it is feasible to scale the research to the next step, therefore is expected in subsequent work to manufacture bricks with commercial shapes and sizes. For this, it is planned to build an electric furnace for a large-scale production of bricks. Likewise, acoustic and thermal conductibility tests will be carried out, as well as tests for resistance to corrosive environments, durability against weathering and adhesion of coatings such as paint. On the other hand, given the fact that the results showed a higher compressive strength than conventional construction bricks and the fact that the presence of EAFS and AD probably increase the refractibility of the bricks, it is expected to explore alternative uses of the manufactured bricks for applications in the construction of melting furnaces and/or heat treatment furnaces.
Finally, it is important to mention that currently the working group is also exploring other alternatives for the use of these types of metallurgical waste, such as its use to partially replace mixtures to make foundry molds, seeking to further reduce the environmental impact of said waste.
|
Fig. 1 a) SEM micrograph of EAFS sample at 50X. b) SEM-EDS spectrum obtained from particles of the EAFS sample. |
|
Fig. 2 XRD Diffractogram of the EAFS sample. |
|
Fig. 3 Results of the influence of green fineness index of raw materials, bentonite content and ratio EAFS/AD in the green specimen fabrication parameters. a) Permeability, b) Stability and c) Green bond strength. |
|
Fig. 4 Results of the average compressive strength values of sintered specimens as a function of the level in the study variables. |
|
Fig. 5 Main effects plot for compressive strength of sintered specimens as a function of the study factors. |
|
Fig. 6 Interaction effects plot for the compressive strength of sintered specimens as a function of the study factors. |
|
Fig. 7 Examples of calculated contour plots for the compressive strength values prediction for sintered specimens considering optimal manufacturing conditions. |
|
Table 2 Chemical composition of electric arc furnace slag (EAFS) obtained by XRF. |

|
Table 3 Average compressive strength values for experimental trials carried out in the sintered specimens. |
|
Table 4 Compressive strength values prediction for compressive strength of sintered specimens as a function of some specific design variables combinations |
In this work, a design of experiments (DOE) methodology was used for development of a potential construction ceramic material from three different metallurgical wastes. The main conclusions are the following:
1. It was found, by employing DOE, the more suitable contents of raw materials and sintered parameters for manufacture promissory construction ceramic material with high resistance to weathering from a mixture of electric arc furnace slag (EAFS), aluminum dross (AD) and recycled molding sand.
2. It was feasible to use an 15 wt.% EAFS- 35 wt.% AD mixture as a partial substitute raw material for elaboration of a construction ceramic material with a compressive resistance close to 20 MPa.
3. It was established that individual variables that statically have greatest impact on compressive strength was sintering temperature, number of AFS and EAFS/AD ratio. Meanwhile, sintering time and bentonite amount did not demonstrate a significant impact on compressive strength.
4. It was determined that high sintering temperatures (1200 °C), fine grain size for raw materials (120 AFS), high EAFS/AD ratio, low bentonite content (5 wt.%) and short sintering times (1 h), were enough conditions to achieve compressive strengths above the minimum requirements established in standard ASTM for the use of bricks outdoors (>10.3 MPa).
The authors appreciate the technical support of the Materials Engineering Training Center of UASLP (CCIM-UASLP) and Institute of Metallurgy of UASLP for the realization of this work.
The datasets as well as the software used for statistical analysis for this investigation are not available, because are supplied in the manuscript.
No potential conflict of interest was reported by the author(s).
- 1. C. Shi, J. Mater. Civ. Eng. 16[3] (2004) 230-236.
-

- 2. H.S. Lim, H.S. Lee, K.-H. Yang, and S.J. Kwon, J. Ceram. Process. Res. 25[4] (2014) 475-482.
- 3. B. Das, S. Prakash, P.S.R Reddy, and V.N. Misra, Resour. Conserv. Recycl. 50[1] (2007) 40-57.
-
- 4. H. Yi, G. Xu, H. Cheng, J. Wang, Y. Wan, and H. Chen, Procedia Environ. Sci. 16 (2012) 791-801.
-
- 5. I.Z. Yildirim and M. Prezzi, Adv. Civ. Eng. 2011 (2011) 1-13.
-
- 6. I. Netinger Grubeša, I. Barišic, A. Fucic, and S.S. Bansode in “Characteristics and Uses of Steel Slag in Building Construction” (Woodhead Publishing, 2016) p. 1.
-
- 7. P.E Tsakiridis, J. Hazard. Mater. 217-218 (2012) 1-10.
-
- 8. A. Meshram, and K.K. Singh, Resour. Conserv. Recycl. 130 (2018) 95-108.
-
- 9. S.K. Verma, V.K. Dwivedi, and S.P. Dwivedi, Mater. Today: Proc. 43[1] (2021) 547-550.
-
- 10. J. Campbell, in “Complete Casting Handbook Metal Casting Processes, Metallurgy, Techniques and Design” (Elseiver, 2015) p. 1.
-
- 11. N. Hawaldar, J. Zhang, Int. J. Adv. Manuf. Technol. 97 (2018) 1037-1045.
-
- 12. M.V. Ramana, IJLTET 5[1] (2015) 133-137.
-
- 13. M.C. Zanetti, and S. Fiore, Resour. Conserv. Recycl. 38[3] (2002) 243-254.
-
- 14. B. Bhardwaj and P. Kumar, Constr. Build. Mater. 156 (2017) 661-674.
-
- 15. Z. Pytel, Ceram. Int. 40[3] (2014) 4351-4358.
-
- 16. D. Muheise-Araalia and S. Pavia, Constr. Build. Mater. 268 (2021) 121118.
-
- 17. S.N. Jonnala, D. Gogoi, S. Devi, M. Kumar, and C. Kumar, Constr. Build. Mater. 425 (2024) 135931.
-
- 18. D.C. Montgomery and G.C. Runger, in “Applied Statistics and Probability for Engineers” (Wiley, 2003), p 1.
- 19. D.C. Montgomery, in “Design and Analysis of Experiments” (Wiley, 2013) p 1.
- 20. S. Medhat and E. Mahllawy, Constr. Build. Mater. 22[8] (2008) 1887-1896.
-
- 21. V.N. Stathopoulos, A. Papandreou, D. Kanellopoulou, and C.J. Stournaras, J. Hazard. Mater. 262 (2013) 91-99.
-
- 22. P. Muñoz-Velasco, M. Morales-Ortíz, M. Mendívil-Giró, and L. Muñoz-Velasco, Constr. Build. Mater. 63 (2014) 97-107.
-
- 23. P.H. Shin, Z.Z. Wu, and H.L. Chiang, Waste Manag. 24 (2004) 1043-1047.
-
- 24. M. Sumayya, M. Romeela, and K. Prakash, Constr. Build. Mater. 105 (2016) 459-464.
-
- 25. L. Coppola, A. Buoso, D. Coffetti, P. Kara, and S. Lorenzi, Constr. Build. Mater. 123 (2016) 115-119.
-
- 26. M.P. Luxán, R. Sotolongo, F. Dorrego, and E. Herrero, Cem. Concr. Res. 30[4] (2000) 517-519.
-
- 27. S.S. Jamkar, M.J. Desgmukh, and N.A. Vidhate, Int. J. Mech. Eng. 4[1] (2014) 1-7.
- 28. M. Nishigaki, Waste. Manag. 20[3-3] (2000) 185-192.
-
- 29. S. Thomas, in “Mold & Core Test Handbook” (AFS, 2020) p 1.
- 30. C. Saikaew and S. Wiengwiset, Appl.Clay Sci. 67-68 (2012) 26-31.
-
- 31. ASTM C-62-12, Standard Specification for Building Brick (Solid Masonry Units Made From Clay or Shale), ASTM international.
-
- 32. C.M. Fontes-Viera, R. Sanchez, S. Monterio, N. Lalla, and N. Quaranta, J. Mater. Res. Technol. 2[2] (2013) 88-92.
-
- 33. L. Zhang, Constr. Build. Mater. 47 (2013) 643-655.
-
 This Article
This Article
-
2024; 25(5): 742-750
Published on Oct 31, 2024
- 10.36410/jcpr.2024.25.5.742
- Received on Apr 23, 2024
- Revised on Aug 14, 2024
- Accepted on Sep 5, 2024
Services
- Abstract
introduction
materials and methods
results and discussion
conclusions
- Acknowledgements
- Data availability statement
- Disclosure Statement
- References
- Full Text PDF
Shared
Correspondence to
- Mitsuo Ramos Azpeitia
-
Facultad de Ingeniería- Universidad Autónoma de San Luis Potosí, Dr. Manuel Nava 8, Zona Universitaria, Z.C 78290 San Luis Potosí, S.L.P. México
Tel : +52 444 8262300 Ext. 6245 Fax: +52 444 8262300 - E-mail: mitsuo.ramos@uaslp.mx
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr