





- Machining approaches with smart algorithms for ultrasonic precision machining
Zhongyu Liang*, Yabo Liu and Nan Hu
School of Mechanical and Electrical Engineering, Henan Institute of Science and Technology, Xinxiang, Henan, China
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Ultrasonic precision machining is an advanced manufacturing process that combines ultrasonic vibrations with traditional machining techniques to achieve high precision and efficiency. This article provides a comprehensive overview of the ultrasonic precision machining process, its principles, applications, advantages, and challenges. It explores the various machining parameters, tool configurations, and experimental setups employed in ultrasonic machining. Furthermore, the article discusses the materials suitable for ultrasonic machining and the effects of ultrasonic vibrations on the machining performance and surface quality. The review also highlights the recent advancements and emerging trends in ultrasonic precision machining, including hybrid machining approaches and intelligent process monitoring. Overall, this article aims to provide a valuable resource for researchers, engineers, and manufacturers interested in understanding and harnessing the potential of ultrasonic precision machining
Keywords: Ultrasonic precision machining, Material removal, Algorithm, Drilling, Milling, Turning
Background and significance
Ultrasonic precision machining (UPM) is a cutting-edge manufacturing process that combines ultrasonic vibrations with traditional machining techniques to achieve high-precision and efficient material removal. This process has gained significant attention in recent years due to its unique capabilities and numerous advantages over conventional machining methods [1]. The UPM process involves the application of high-frequency vibrations, typically in the ultrasonic range (20 kHz to 100 kHz), to the cutting tool or workpiece. These vibrations are superimposed on the regular cutting motion, resulting in a combination of rotational and ultrasonic oscillatory movements. This dual-action machining approach provides several benefits in terms of material removal rate, surface finish, tool life, and overall machining accuracy [2]. One of the key advantages of UPM is its ability to improve the machining of hard and brittle materials, such as ceramics, glass, and advanced composites. Conventional machining of these materials often results in high tool wear, surface damage, and poor dimensional accuracy. However, by introducing ultrasonic vibrations, the cutting forces are reduced, resulting in lower tool wear and improved surface finish. The UPM process also minimizes the risk of cracks and fractures, allowing for precise and controlled machining of delicate components [3].
Another significant advantage of UPM is its capability to perform intricate and complex machining operations with high accuracy. The ultrasonic vibrations break up the chips, enabling effective chip evacuation and preventing chip clogging [4]. This feature is particularly beneficial for small-scale and micro-scale machining, where chip evacuation becomes challenging in conventional machining methods. The UPM process enables the production of intricate geometries, fine features, and tight tolerances, making it suitable for applications in industries such as electronics, aerospace, medical devices, and precision engineering.
Furthermore, UPM offers environmental benefits by reducing energy consumption and the generation of cutting fluids and waste. The reduced cutting forces and frictional heat during the machining process lead to lower energy requirements. Additionally, UPM requires minimal or no cutting fluids, contributing to a cleaner and more sustainable manufacturing environment [5]. The ultrasonic precision machining process has emerged as a promising approach for achieving high-precision machining of hard and brittle materials with enhanced surface quality and dimensional accuracy [6, 7]. Its ability to perform intricate operations, reduce tool wear, and provide environmental advantages makes it a valuable technique in various industries. Further research and development in UPM will lead to advancements in machining technology and open up new possibilities for the fabrication of advanced components.
Basic principles of ultrasonic machining
Ultrasonic machining (USM) is a non-traditional machining process that utilizes high-frequency mechanical vibrations to remove material from a workpiece. It is widely used in various industries for precision machining of hard and brittle materials. The basic principles of ultrasonic machining involve the conversion of electrical energy into mechanical vibrations and the transmission of these vibrations to a tool, resulting in material removal through a combination of abrasion and erosion mechanisms.
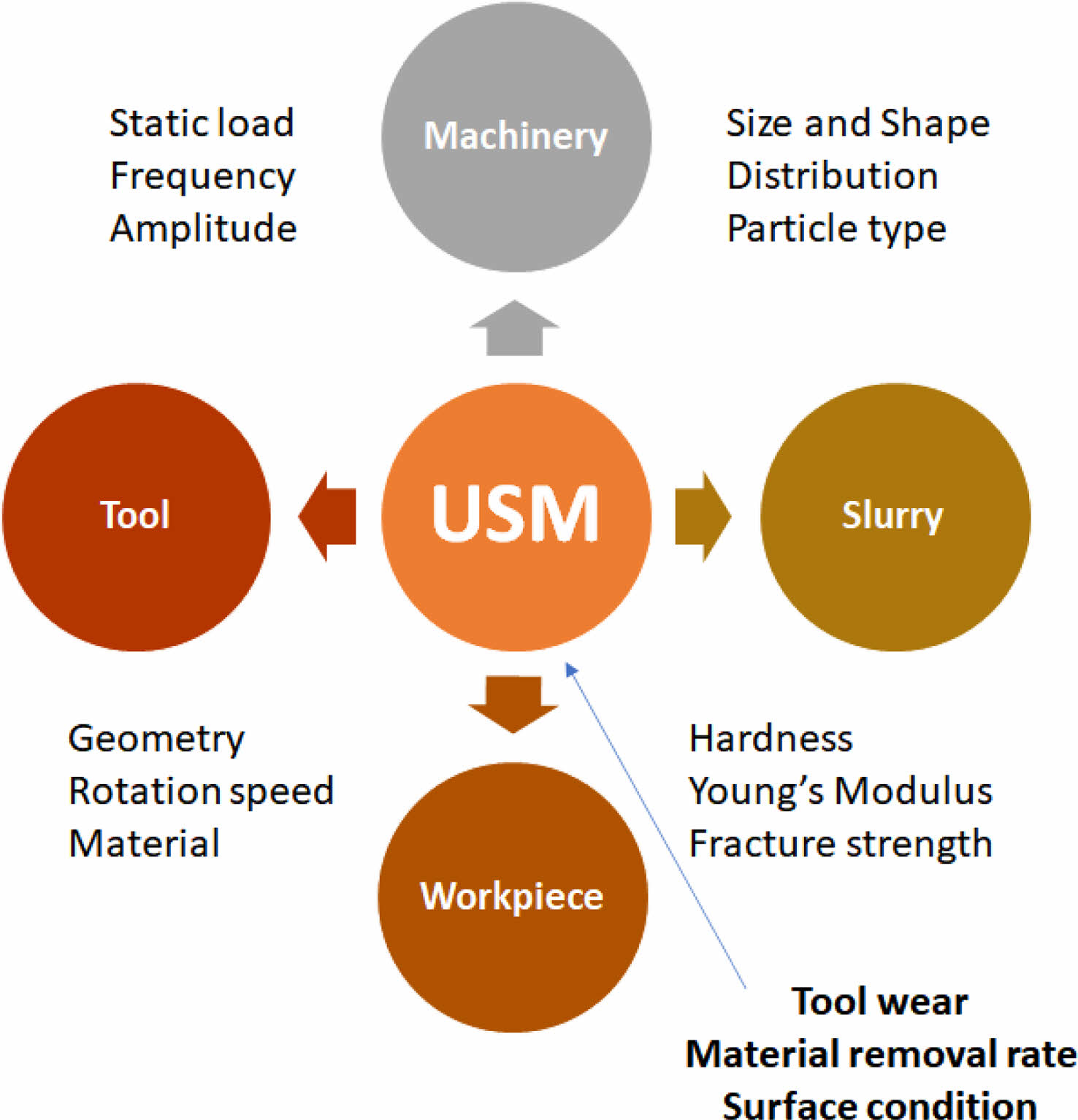
The key components of an ultrasonic machining setup include a power supply, transducer, horn, tool, abrasive slurry, and workpiece. The power supply generates high-frequency electrical signals which are then converted into mechanical vibrations by the transducer, which is typically made of piezoelectric crystals such as quartz or lead zirconate titanate (PZT). The mechanical vibrations are amplified and transmitted to the tool through a horn [8]. The tool, often made of a hard and brittle material such as tungsten carbide, is attached to the horn and comes into contact with the workpiece. The tool, along with the abrasive slurry, is responsible for material removal during the machining process. The abrasive slurry consists of a mixture of abrasive particles and a suitable liquid medium. The slurry is continuously supplied between the tool and the workpiece to aid in the machining process. The abrasive particles, typically diamond or boron carbide, act as cutting agents and assist in the removal of material by abrasion and erosion [9].
During ultrasonic machining, the tool vibrates at a high frequency with small amplitudes, typically in the range of 10 to 50 micrometers. These vibrations, combined with the presence of abrasive particles in the slurry, cause localized stresses and micro-chipping on the workpiece surface, leading to material removal. The material removal rate and machining accuracy in ultrasonic machining are influenced by various process parameters, including vibration amplitude, frequency, applied force, slurry composition, and tool geometry. Optimizing these parameters is crucial to achieve desired machining outcomes and to minimize tool wear [10].
Ultrasonic machining offers several advantages, including the ability to machine hard and brittle materials with high precision and intricate shapes, minimal heat generation, and the absence of thermal-induced damage. However, it also has limitations, such as limited material removal rates and the need for skilled operators to control the process parameters effectively. Ultrasonic machining is a non-traditional machining process that utilizes high-frequency mechanical vibrations to remove material from hard and brittle workpieces. Understanding the basic principles of USM is essential for optimizing the machining process and achieving desired machining outcomes [11].
Effects of Material removal by ultrasonic vibrations
The effects of ultrasonic vibrations on material removal are influenced by factors such as vibration amplitude, frequency, applied force, and the properties of the workpiece material. When ultrasonic vibrations are applied to a machining process, they introduce several effects that contribute to material removal. These effects include enhanced cutting efficiency, reduced cutting forces, improved surface quality, and decreased tool wear. Understanding these effects is essential for optimizing machining processes and achieving desired machining outcomes. One of the key effects of ultrasonic vibrations is the enhancement of cutting efficiency [12]. The application of ultrasonic vibrations to the tool or workpiece increases the effectiveness of the cutting action, resulting in improved material removal rates. The vibrations help to break up the chip, reduce frictional forces, and facilitate the penetration of the cutting tool into the workpiece material.
Ultrasonic vibrations also lead to a reduction in cutting forces. The high-frequency vibrations cause the workpiece material to become more compliant, making it easier to cut. This reduction in cutting forces reduces the stress on the tool and workpiece, resulting in less tool wear and improved machining accuracy [13]. The application of ultrasonic vibrations can also improve the surface quality of the machined part. The vibrations help to break up the chips into smaller particles, reducing their impact on the machined surface. This leads to a smoother surface finish with reduced surface roughness and improved dimensional accuracy [14].
Additionally, ultrasonic vibrations can contribute to a decrease in tool wear. The vibrations promote the efficient evacuation of chips from the cutting zone, reducing the likelihood of chip buildup and tool damage. This extends the tool’s life and reduces the need for frequent tool replacements. Several research studies have investigated the effects of ultrasonic vibrations on material removal processes [15, 16]. These studies have focused on various machining processes, including drilling, milling, turning, and grinding.
Materials suitable for ultrasonic machining
The suitability of a material for ultrasonic machining depends on its mechanical properties, thermal characteristics, and acoustic properties. One category of materials commonly machined using ultrasonic vibrations is metals. Metals such as aluminum, titanium, stainless steel, and nickel-based alloys are frequently processed using ultrasonic machining due to their high ductility and thermal conductivity [17]. However, materials with higher hardness, such as tool steels and tungsten carbide, can also be machined using ultrasonic vibrations with the aid of suitable tool designs and machining parameters. Ceramics are another class of materials suitable for ultrasonic machining. Hard and brittle ceramics like alumina, zirconia, silicon carbide, and boron carbide can be machined effectively using ultrasonic vibrations. The localized energy generated by the vibrations assists in fracturing the ceramic material and facilitating material removal. Special attention is given to the selection of appropriate tool materials and designs to minimize tool wear and ensure efficient machining [18-20].
Composites, which consist of a combination of different materials, are also amenable to ultrasonic machining. Fiber-reinforced composites, such as carbon fiber-reinforced polymers (CFRP) and glass fiber-reinforced polymers (GFRP), can be machined using ultrasonic vibrations. The vibrations help in breaking down the fiber-matrix interface, allowing for efficient cutting or drilling. The machining of composites requires considerations such as the orientation of fibers, tool wear, and heat generation [21].
Non-traditional materials, such as glass, silicon, and certain types of plastics, can also be machined using ultrasonic vibrations. The controlled application of ultrasonic energy aids in reducing the inherent brittleness of these materials, allowing for precise machining and shaping. It is worth noting that the machinability of different materials can vary based on factors such as composition, microstructure, and machining conditions. Therefore, a thorough understanding of material properties and their interactions with ultrasonic vibrations is crucial for successful machining [22-24].
Algorithm based Ultrasonic Machining
Algorithmic control plays a significant role in enhancing the effectiveness and efficiency of ultrasonic machining processes. By leveraging algorithms, various aspects of ultrasonic machining can be optimized, including tool path planning, parameter selection, and process monitoring. The application of algorithms in ultrasonic machining offers several advantages, such as improved accuracy, reduced cycle times, and enhanced productivity. One of the key areas where algorithms prove useful is in tool path planning. The path followed by the ultrasonic cutting tool greatly influences the material removal rate and surface finish. By employing algorithmic algorithms, it is possible to generate optimal tool paths that consider factors such as material properties, tool geometry, and desired machining objectives. These algorithms can take into account multiple variables and constraints to generate efficient tool paths that maximize material removal while minimizing tool wear and potential damage to the workpiece [25].
Algorithmic control also enables the selection of optimal machining parameters in real-time. During ultrasonic machining, parameters such as tool vibration amplitude, frequency, feed rate, and cutting force need to be carefully adjusted to achieve desired machining outcomes. Algorithms can analyze sensor data, such as force feedback or acoustic emission signals, and make adjustments to the machining parameters accordingly. This closed-loop control system ensures that the machining process remains stable and optimal even in the presence of changing conditions or variations in the workpiece material [26]. Furthermore, algorithms can be employed for process monitoring and control. By continuously monitoring key process variables, such as tool wear, cutting forces, or surface roughness, algorithms can detect deviations from desired performance and make adaptive adjustments to maintain process stability [27]. Real-time feedback control based on algorithmic analysis enables early detection of process anomalies or tool deterioration, facilitating proactive intervention and preventing potential quality issues or tool failures.
In addition to these operational benefits, algorithms can also be utilized for predictive modeling and simulation. By incorporating mathematical models and algorithms, it is possible to simulate the ultrasonic machining process and predict its outcomes, such as material removal rates, surface roughness, and tool wear. These simulations can guide process optimization, assist in tool design, and provide valuable insights into the complex interactions between tool, workpiece, and machining parameters [28]. To optimize the machining process and achieve accurate and efficient material removal, several algorithms have been developed and employed in ultrasonic machining. These algorithms aim to control various parameters such as tool path, vibration frequency, and feed rate. In this article, we will discuss some commonly used algorithms in ultrasonic machining.
Path Planning Algorithms
Spiral Path Algorithm: This algorithm generates a spiral tool path that starts from the center and expands outward. It ensures uniform material removal and minimizes tool wear.
Zigzag Path Algorithm: This algorithm creates a zigzag tool path by oscillating the tool back and forth. It helps in achieving even material removal and reducing surface roughness [29].
Feed Rate Control Algorithms
Constant Feed Rate Algorithm: This algorithm maintains a constant feed rate of the tool during machining. It ensures consistent material removal and reduces the risk of tool breakage.
Adaptive Feed Rate Algorithm: This algorithm adjusts the feed rate based on real-time feedback from sensors or monitoring systems. It allows for dynamic control of the machining process, optimizing material removal based on the workpiece characteristics.
Frequency Optimization Algorithms
Resonance Frequency Tracking Algorithm: This algorithm tracks the resonance frequency of the tool-workpiece system and adjusts the driving frequency accordingly. It maximizes energy transfer and enhances machining efficiency.
Frequency Modulation Algorithm: This algorithm modulates the driving frequency of the tool to minimize tool wear and improve surface finish. It prevents the formation of standing waves and reduces the likelihood of tool chatter.
Tool Path Optimization Algorithms
Genetic Algorithm: This optimization technique mimics natural selection and genetic evolution to determine the optimal tool path. It considers factors such as material removal rate, surface roughness, and tool wear to find the best tool path configuration.
Simulated Annealing Algorithm: Inspired by the annealing process in metallurgy, this algorithm searches for the optimal tool path by iteratively exploring the solution space. It gradually decreases the search radius, converging towards an optimized path.
These algorithms play a crucial role in improving the precision, efficiency, and productivity of ultrasonic machining processes. By optimizing parameters such as tool path, feed rate, and vibration frequency, they enable better control over material removal and enhance the overall quality of the machined components. Researchers and engineers continue to explore and develop new algorithms to further advance the capabilities of ultrasonic machining [30]. Overall, the integration of algorithms in ultrasonic machining processes brings numerous advantages, including improved accuracy, enhanced process control, reduced cycle times, and increased productivity. By leveraging algorithmic control, manufacturers can optimize their machining operations, achieve higher precision, and obtain superior surface finishes in various materials [31].
Future Perspective
As technology continues to advance, there are several future perspectives and emerging trends that can shape the development and utilization of ultrasonic machining processes. These trends hold the potential to enhance efficiency, expand capabilities, and overcome current limitations. In this discussion, we explore some of the key areas that show promise for the future of ultrasonic machining.
Advanced Materials: The use of advanced materials, such as composites, ceramics, and superalloys, is on the rise in many industries. These materials pose challenges for traditional machining methods due to their high hardness, brittleness, and abrasive nature. Ultrasonic machining offers a non-thermal and non-contact approach, making it well-suited for processing such materials. In the future, there will be a continued focus on developing specialized ultrasonic machining techniques and tooling systems to effectively machine advanced materials [32]. Smart Manufacturing: The concept of smart manufacturing, which encompasses automation, data-driven decision-making, and connectivity, is gaining momentum. In the context of ultrasonic machining, this can involve the integration of sensors, real-time monitoring systems, and feedback control mechanisms. Smart manufacturing enables process optimization, predictive maintenance, and adaptive machining strategies. The incorporation of intelligent algorithms and machine learning techniques can further enhance the performance and capabilities of ultrasonic machining processes [33].
Micro/Nano Machining: With the increasing demand for miniaturized components and devices, micro and nano machining have become critical fields of research and development. Ultrasonic machining offers unique advantages in the precise fabrication of microstructures and the removal of minute material volumes. The future of USM lies in advancing micro and nano machining capabilities, including the development of specialized tooling, improved process control, and the exploration of new applications in fields such as microelectronics, medical devices, and nanotechnology [34].
Hybrid Processes: Combining ultrasonic machining with other manufacturing processes can lead to hybrid approaches that leverage the strengths of each technique. For example, hybrid processes integrating USM with laser machining, electrical discharge machining (EDM), or abrasive jet machining can offer enhanced material removal rates, improved surface finishes, and reduced tool wear. The future will likely see more research and innovation in hybrid machining processes, exploring novel combinations to address specific manufacturing challenges [35-37].
Sustainable and Green Machining: Environmental considerations and sustainability are gaining prominence in manufacturing. Ultrasonic machining, with its non-contact and non-thermal nature, already exhibits inherent advantages in terms of reduced energy consumption and environmental impact. Future developments will focus on optimizing process parameters, reducing waste generation, and exploring eco-friendly alternatives for abrasive materials and coolants. Additionally, the use of renewable energy sources and the integration of USM with other green machining technologies will contribute to more sustainable manufacturing practices.
Additive Manufacturing Integration: Additive manufacturing, or 3D printing, has revolutionized the production of complex geometries and customized components. Integrating ultrasonic machining with additive manufacturing processes can provide post-processing capabilities, such as surface finishing, feature refinement, and dimensional accuracy improvement. This integration enables the production of high-quality, functional parts with enhanced precision and surface integrity.
Process Modeling and Simulation: The development of accurate process models and simulation tools can significantly aid in optimizing ultrasonic machining processes. Predictive models can help identify optimal process parameters, predict material removal rates, and simulate the effects of tool geometry and vibration characteristics. Advanced modeling techniques, such as finite element analysis (FEA), computational fluid dynamics (CFD), and coupled multiphysics simulations, will play a crucial role in understanding the complex interactions involved in ultrasonic machining. Fig. 1
|
Fig. 1 Ultrasonic Milling. |
In conclusion, the future of ultrasonic machining holds immense potential for advancements in materials, smart manufacturing, micro/nano machining, hybrid processes, sustainability, additive manufacturing integration, and process modeling. As these emerging trends and future perspectives continue to evolve, they will shape the development of ultrasonic machining processes, enabling more efficient, precise, and sustainable manufacturing solutions.
- 1. Z. Yang, L. Zhu, G. Zhang, C. Ni, and B. Lin, Int. J. Mach. Tools Manuf. 156 (2020) 103594.
-

- 2. C. Nath and M. Rahman, Int. J. Mach. Tools Manuf. 48 (2008) 965-974.
-
- 3. T. Moriwaki, E. Shamoto, and K. Inoue, CIRP Ann. 41 (1992) 141-144.
-
- 4. V.I. Babitsky, A.V. Mitrofanov, and V.V. Silberschmidt, Ultrasonics 42 (2004) 81-86.
-
- 5. G.D. Kim and B.G. Loh, J. Mater. Process. Technol. 190 (2007) 181-188.
-
- 6. R. Kataria, J. Kumar, and B.S. Pabla, Mater. Manuf. Process. 31 (2016) 685-693.
-
- 7. R. Kataria and J. Kumar, Adv. Mater. Res. 1137 (2016) 61-78.
-
- 8. I. Singh, P.M. Pandey, and V. Yadava, An overview of ultrasonic machining. Mater. Today: Proc. 4 (2017) 2784-2790.
- 9. A. Ramesh, A. Agarwal, and S. Das, Mater. Today: Proc. 17 (2019) 761-766.
- 10. J.H. Chen and W.B. Lee, J. Mater. Process. Technol. 214 (2014) 1404-1411.
- 11. C.F. Lin, K.S. Wu, and Y.S. Liao, Int. J. Mach. Tools Manuf. 42 (2002) 799-808.
- 12. S. Joshi and J.P. Davim, Int. J. Mach. Tools Manuf. 57 (2012) 1-11.
- 13. K.P. Rajurkar and J. Kozak, CIRP Annals 52 (2003) 729-746.
- 14. A. Stupakov and D. Tomus, Procedia CIRP 14 (2014) 64-69.
- 15. B.G. Lee and K.E. Kim, J. Ceram. Process. Res. 10 (2009) 482-490.
-
- 16. T.I. Mah, H.D. Lee, T.A. Parthasarathy, and Michael K. Cinibulka, J. Ceram. Process. Res. 5[4] (2004) 360-368.
- 17. A. Jindal, P. Kumar, and S. Mittal, IOP Conf. Ser.: Mater. Sci. Eng. 1091 (2020) 012053.
-
- 18. F. Makhdum, L.T. Jennings, A. Roy, and V.V. Silberschmidt, J. Phys.: Conf. Ser. 382 (2012) 012019
-
- 19. P.L. Guzzo, A.H. Shinohara, and A.A. Raslan, J. Braz. Soc. Mech. Sci. & Eng. 26 (2004) 56-61.
-
- 20. A.K. Singh, S. Jha, and P.M. Pandey, Int. J. Mach. Tools Manuf. 63 (2012) 21-31.
-
- 21. H. Yamaguchi, P. Hendershot, R. Pavel, and J.C. Iverson, J. Manuf. Process. 24 (2016) 355-360.
-
- 22. M. Zhang, W. Wang, and G. Chen, Ceram. Int. 45 (2019) 3436-3444.
- 23. Z. Chen and W. Zhao, J. Mater. Process. Technol. 240 (2017) 61-71.
- 24. S. Biamino, E. P. Ambrosio, D. Manfredi, P. Fino, and C. Badini, J. Ceram. Process. Res. 12 (2011) 207-211.
-
- 25. P. Satishkumar and N. Natarajan, J. Ceram. Process. Res. 23 (2022) 383-390.
-
- 26. L.B. Alexander, P.P. Michael, and J.W. Nicholasats, Ultrasonics 124 (2022) 106776.
-
- 27. J. Escrig, E. Woolley, A. Simeone, and N.J. Watson, Food Control 116 (2020) 107309.
-
- 28. H.S. Kang, J.Y. Lee, SangSu Choi, H. Kim, J.H. Park, J.Y. Son, B.H. Kim, and S.D. Noh, Int. J. Pr. Eng. Man.-GT. 3[1] (2016) 111-128.
-
- 29. A.L. Bowler, S. Bakalis, and N.J. Watson, Chem. Eng. Res. Des. 153 (2020) 463-495.
-
- 30. A. Simeone, E. Woolley, J. Escrig, and N.J. Watson, Sensors 20 (2020) 1-22.
-
- 31. Z. Ge, Z. Song, S.X. Ding, and B. Huang, IEEE Access 5 (2017) 20590-20616.
-
- 32. J.E. van Engelen and H.H. Hoos, Mach. Learn. 109[2] (2020) 373-440.
-
- 33. K. Zheng, Z. Li, W. Liao, and X. Xiao, J. Braz. Soc. Mech. Sci. Eng. 39[3] (2017) 833-843.
-
- 34. O.J. Fisher, N.J. Watson, J.E. Escrig, R. Witt, L. Porcu, D. Bacon, M. Rigley, and R.L. Gomes, Comput. Chem. Eng. 140 (2020) 106881.
-
- 35. F.C. Cruz, E.F. Simas Filho, M.C.S. Albuquerque, I.C. Silva, C.T.T. Farias, and L.L. Gouvêa, Ultrasonics 73 (2017) 1-8.
-
- 36. A.L. Bowler, S. Bakalis, and N.J. Watson, Sensors 20 (2020) 1813.
-
- 37. F. Cau, A. Fanni, A. Montisci, P. Testoni, and M. Usai, IEEE Ind. Applic. Soc. 1 (2005) 685-692.
-
- 38. R. Jenke, A. Peer, and M. Buss, IEEE T Affect. Comput. 5[3] (2014) 327-339.
-
 This Article
This Article
-
2023; 24(5): 802-806
Published on Oct 31, 2023
- 10.36410/jcpr.2023.24.5.802
- Received on Jun 22, 2023
- Revised on Jul 18, 2023
- Accepted on Jul 18, 2023
Services
Shared
Correspondence to
- Zhongyu Liang
-
School of Mechanical and Electrical Engineering, Henan Institute of Science and Technology, Xinxiang, Henan, China
- E-mail: liang_zhongyu@163.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr