





- Spark erosion behaviour of SiC and Yitria ceramic particles reinforced aluminium hybrid nano-composites
P.P. Shantharamana, V. Anandakrishnanb, S. Sathishc and M. Ravichandrand,e,*
aDepartment of Mechanical Engineering, Kings College of Engineering, Punalkulam-613303, Tamil Nadu, India
bDepartment of Production Engineering, National Institute of Technology, Tiruchirappalli-620 015, Tamil Nadu, India
cDepartment of Mechatronics Engineering, K.S.Rangasamy College of Technology, Tiruchengode - 637215, Tamil Nadu, India
dProfessor, Department of Mechanical Engineering, K Ramakrishnan College of Engineering, Damayapuram-621112, Tamil Nadu, India
eVisiting Professor, Department of Mechanical Engineering and University Centre for Research & Development, Chandigarh University, Mohali-140413, Punjab, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The Aluminium hybrid nano composite (Al-SiC-Yttria) was produced through powder metallurgy using Silicon Carbide (SiC) and Yttrium Oxide (Y2O3) as reinforcement particles. This work aims to arrive at the optimum Electric Discharge Machining (EDM) parameters for Al-SiC -Y2O3 hybrid nano composites. Current (I), Pulse on Time (PTon) and Pulse off Time (PToff) were selected as parameters and the influence on material removal (MR) and Surface roughness (SR) have been investigated. This work presents an experimental study to achieve optimal EDM parameters by employing Grey Relational Analysis (GRA). The dominance of process parameters on the response parameters were analysed using Analysis of Variance (ANOVA) as well. I: 5 A, PT on : 50 µs, and PToff : 20µs were found to be the optimal machining parameters for the EDM of Al-SiC-Y2O3 composites
Keywords: Aluminium nano composite, Silicon carbide, Yitria, Optimization, Taguchi grey relational analysis
Metal matrix composites (MMC) find their applications in automobile parts, lawn and garden equipments, heat shields, fuel cells, cutting tools and bearing surfaces [1]. Experimental survey on various metal matrix composites reveals that these applications require high strength and hardness [2]. Aluminium composites are widley used materials because of its less density and excellent properties [3]. Recently nano composites are synthesized with improved properties when compare with MMCs [4].
Hence, conventional machining processes are not suitable for machining complex shape of metal matrix composites and thermoelectric process has been employed to machine these composites without affecting the surfaces of the composites. In EDM, the erosion of work piece is achieved through high frequency controlled pulses produced in the dielectric medium available between the tool and work [5-7]. The machining rate, SR and improvement of SR were implemented in EDM of Al -Al2O3 composite using Taguchi method by Hwa Yan Che et al. [8]. The surface characteristics of Al-SiC composite were evaluated, analysed and compared by Müller and Monaghan [9]. Ramulu et al. performed the fatigue test and fractography analysis on EDM machined Al-15%SiC composite material and reported that fatigue strength was found remarkably decreased in EDM processing, with degradation increasing with higher MRR [10]. Müller and Monaghan investigated the machinability of Al-SiC composite using EDM and Laser cutting processes and compared the results and described that the EDM process ensures the less thermal damage than laser cutting [11]. Mohan et al. summarized that the percentage addition of SiC in Al-SiC composite had an opposite effect of MRR and required result on TWR and surface finish in electric discharge machining process [12]. Tsai et al. obtained the optimum MRR corresponding to a sintering pressure of 20 MPa and mixing ratio of Cu-0 wt%Cr in EDM [13]. George et al. attempted to optimize the EDM parameters for carbon-carbon composites. The MRR increases with increase in highest process parameter values [14].
The effects of surface integrity were examined in wire EDM of WC-Co composite. The erosion wear tests were conducted to measure the loss in weight, erosion wear rate in WC-Co composites [15]. The ZrB2-Cu composite tool was used EDM and the 40% of Cu in Zr2B composite illustrates more MR and less amount of Tool removal rate [16]. The effect of current and pulse duty cycle were investigated in EDM process of the copper-zirconium diboride composites. The spark resistance and the lower duty cycle resulted in improved EDM performance [17]. The EDM machining parameters were evaluated and a mathematical model has been identified for the Alumnium composites [18]. The surface finishing process of ZrO2-TiN composite reveals substantial impact on wear resistance and frictional behaviour in EDM [19]. Patel et al. examined the machining characteristics, surface and subsurface damages of EDM machined ceramic composites were assessed [20]. Excellent mechanical properties were obtained in ceramic/semiconductor/metal nanocomposites machined by EDM and produced by hot pressing [21]. The effect of TiC in Al-TiC composite were evaluated based on EDM parameters such as electrode wear ratio, MRR and TWR by means of L18 orthogonal array and ANOVA to find the validity of experimental data [22].
Olivier Malek et al. examined the EDM parameters such as MRR and surface roughness in B4C-TiB2 composites. The surface roughness value decreases with increasing TiB2 content in B4C-TiB2 composites and optimal MRR obtained corresponding to 40 vol.% TiB2 [23]. Kanagarajan et al. investigated the EDM of WC-Co composite and the machined and unmachined composites were compared [24]. Carbon nano-composite materials were manufactured and machined in EDM by the assisting electrode method and the influence of electrical conductivity on EDM characteristics were investigated [25]. The composite machined in powder mixed EDM exhibited excellent corrosion resistance, decrease in surface roughness and improved wear resistance [26]. The EDM parameters were optimized in Cobalt-bonded Tungsten Carbide composite [27]. The machining performance of Electro-discharge drilling was done on metal matrix composites for optimizing maximum MR and minimum TWR [28]. The EDM of Al6061-B4C-Gr composites were performed and process parameters were optimized using Taguchi technique [29].The EDM parameters had been optimized using TOPSIS and most significance parameter was identified using ANOVA in machining of Al-24%SiC [30]. Genetic algorithm was used to arrive at the optimal EDM parameters while machining Carbon fibre based two phase epoxy composite [31]. Dey et al. implemented Response surface methodology for predicting optimal EDM process parameters viz., MRR, EWR and SR of Al6061-cenosphere composite [32].
Chandra Kandpal et al. found the optimal parameters for AA6061-Al2O3 composites by Taguchi method and ANOVA [33]. Selvarajan et al. investigated the EDM parameters on Si3-N4-TiN composite with Taguchi technique and the influencing parameters were identified by response surface methodology [34]. Chinmayee et al. conducted experimental study and mathematical modelling of EDM in Al-red mud composites and the machinability characteristics were found influenced by I and PTon [35]. Agarwal and Sitaram optimized the EDM machining parameters such as MRR and SR of SiC filled Al composites using Taguchi technique and genetic algorithm [36]. Thirumalaikumaran et al. predicted the optimum input parameter by multi-objective optimi- zation for carbon fiber reinforced plastic composite using ANOVA [37]. Shantharaman et al. found optimal workability and the most significant parameter was also ascertained by using GRA combined with Taguchi's technique [38].
A detailed review of literature is done in the field of optimization of parameters in the EDM of composites. It is confirmed that reinforcement particle dispersed in the composite material and the nature of electrode affects the EDM process parameters of composites. In this research work the EDM parameters were optimized by using Taguchi's and Grey relational analysis techniques and most influencing parameter is identified by ANOVA in Al-SiC-Yitria hybrid nano composite.
The Al-SiC-Yttria hybrid nano composites were produced by using aluminium, SiC and Yttria, Aluminium being the matrix material, and SiC and Yttria were reinforcement materials for Al-SiC-Yttria hybrid nano composites. The blending of carefully weighed matrix and reinforcement materials was done through a ball running at 350 rpm, for producing Al-20wt.%SiC-3wt.%Yttria. The particle size of SiC is 60µm and yttria is 30-50 nm. The blended powder mixture is compacted using specially made die-punch set assembly in a hydraulic press with help of Zinc-stearate as a lubricant which is applied on the mating surfaces of punch and die. After compaction, the green compacts were taken out from the die and then it was coated with indigenously developed ceramic mixture. The ceramic coated green compacts were subjected to sintering process in a muffle furnace at a maintained at 650 °C for 2 hrs. The sintered hybrid nano composite was subjected to Electro-Discharge Machining process.
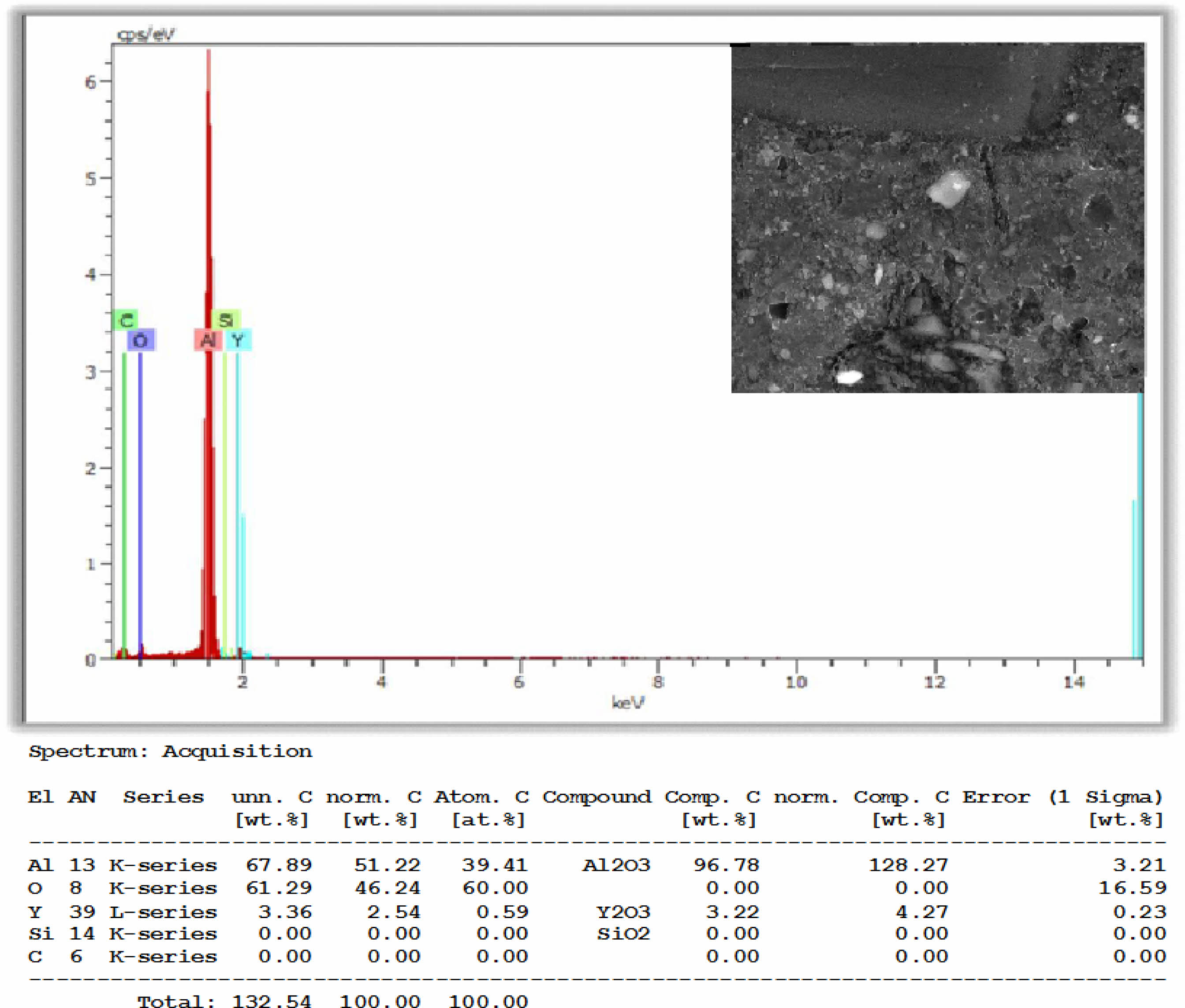
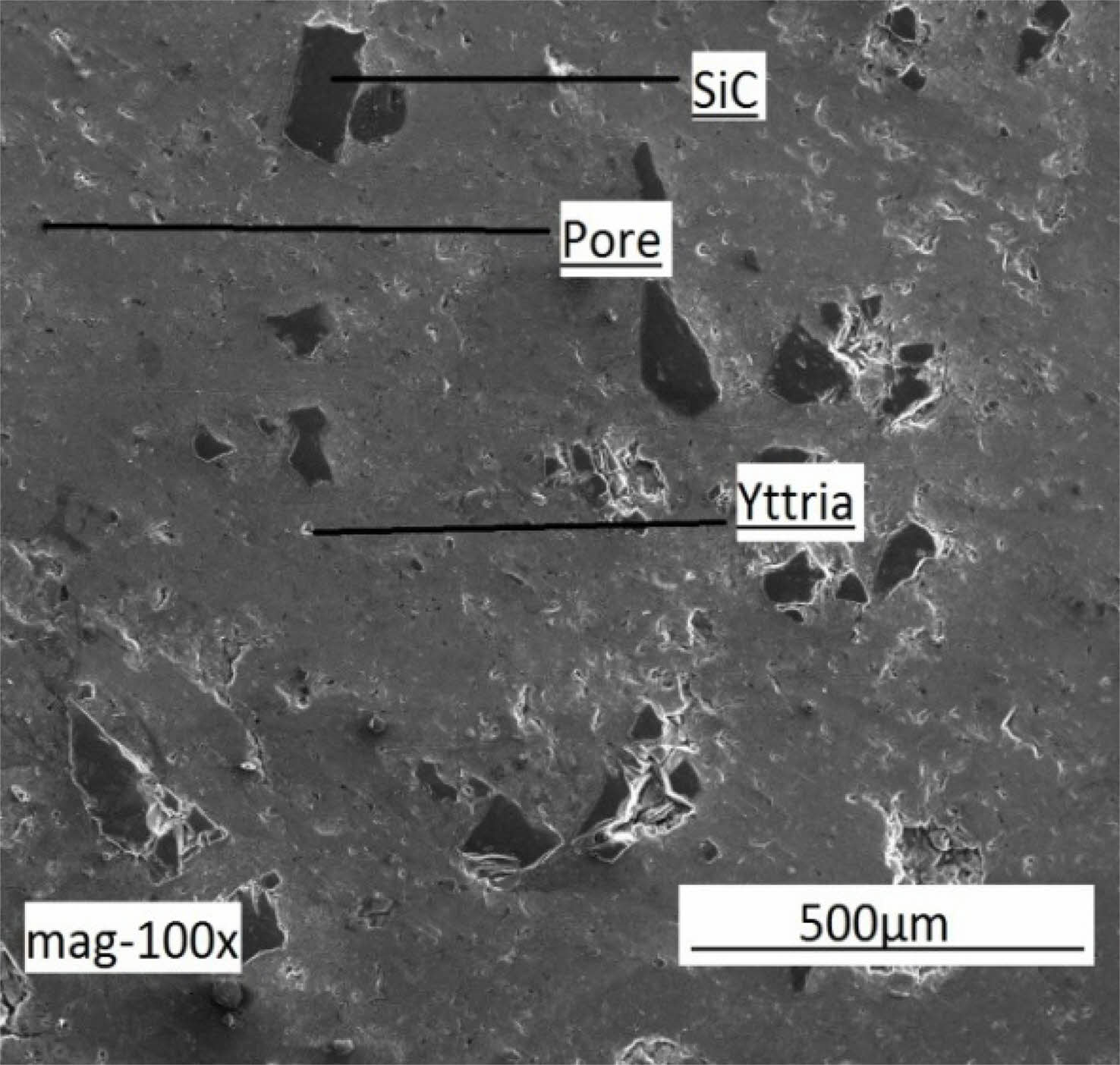
The EDS analysis was employed for the elemental analysis of Al-SiC-Y2O3 hybrid nano composite. Fig. 1 shows the occurrence of SiC, Al and Y2O3 particles in the Al-SiC-Y2O3 hybrid nano composite.Fig. 2 illustrates the dissemination of reinforcement such as SiC and Y2O3 assessed using Scanning Electron Micro- scopy (SEM) in Al-SiC-Y2O3 hybrid nano composite. The SiC particles are seen as dark grey spots, Y2O3 is observed by white spots and the pores are seen by dark black spots in SEM image.
Taguchi and GRG analysis
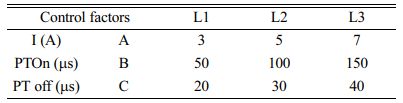
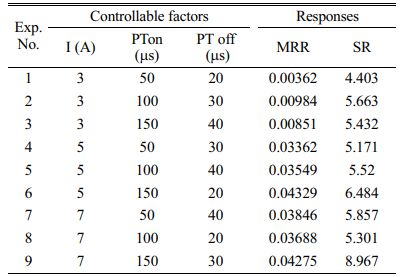
The three important parameters viz., I, PTon and PToff were selected as the parameters, and each parameter had three levels as designated in the Table 1. Side flushing pressure of 0.2 kg/cm² was used for the experiments. The mass of the electrodes and work piece prior to and post machining for every trial run was measured with digital weight-balance (0.001 gram accuracy). This paper consists of 9 degrees of freedom having three three-level control factors. The Table 1 shows the process parameters at three levels. A Taguchi L9 Orthogonal array as given in Table 2 was used to conduct the machining process in EDM. The MR and SR values were calculated and measured for all the combinations of process parameters and are tabulated in Table 2. The relation used to compute MRR is shown below:

SR of the machined samples were measured by using Mitutoyo Surftest SJ 301 roughness tester with cut off length = 0.8 mm and traverse length = 5 mm. The main objectives of the present experimental work for multi-parametric optimization are to maximize MRR and minimize SR. The SNR and ANOVA were used to study the performance characteristics.
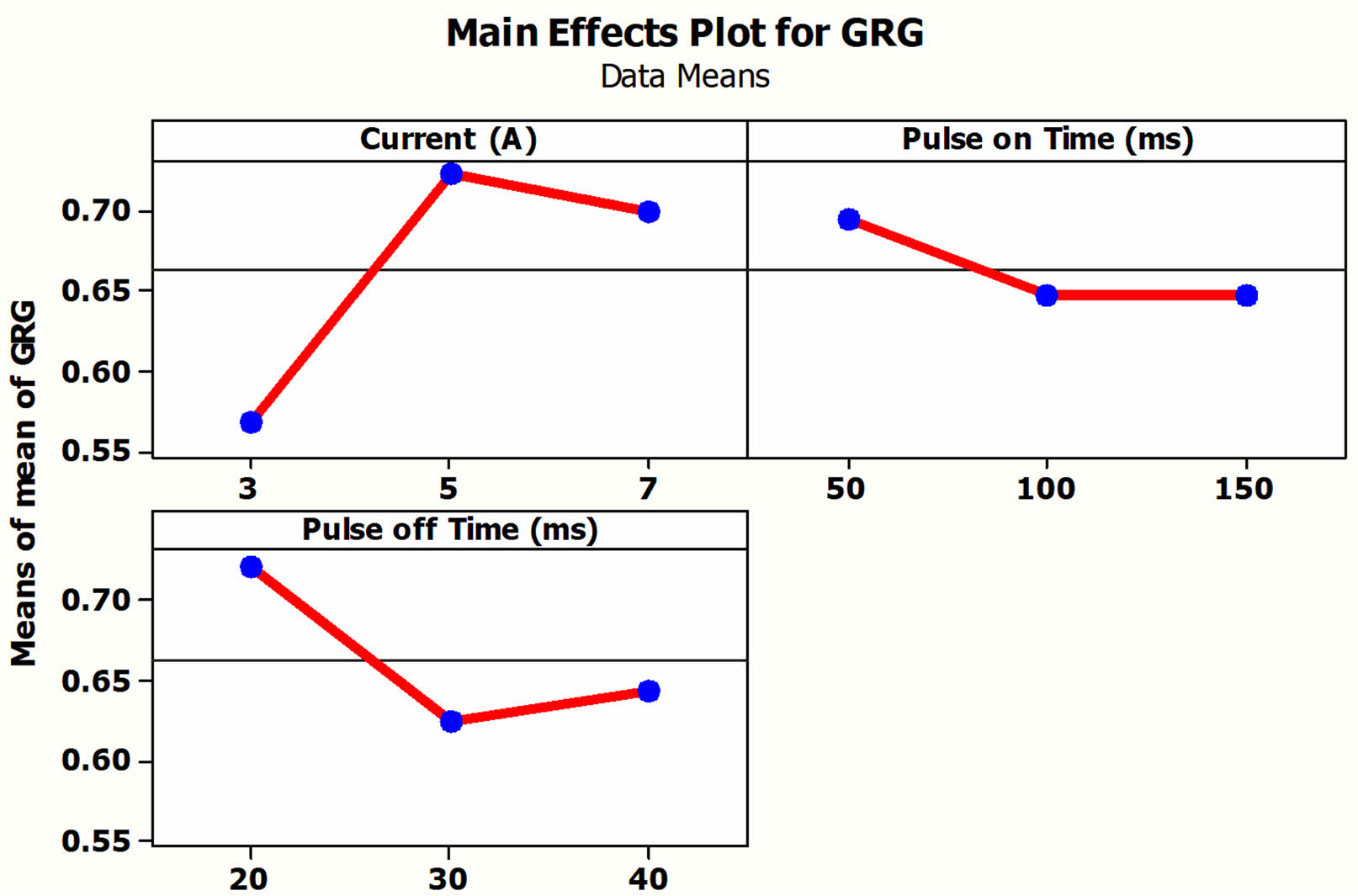
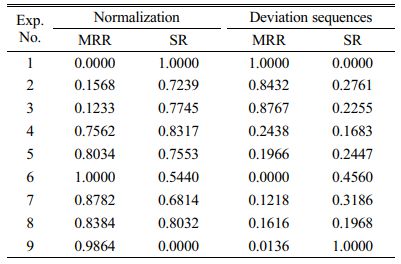
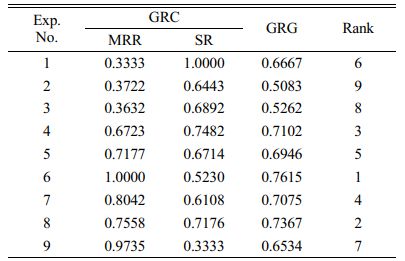
In GRA, the measured responses such as MR and SR are normalized between 0-1 [39]. High GRC indicate the result being closer to the optimal value of the response [32]. Then the overall GRG was estimated and the optimal value of parameters was identified from the maximum value of GRG. The normalized data and deviation sequence values of the experimental results (Table 3), GRC, GRG and their corresponding rank for each combination are furnished in Table 4. Fig. 3 shows the mean plot for GRG.
Based on GRG analysis, the optimum machining parameters are Current at the second level, PTon at the third level, and PToff at the first level with the highest GRG value of 0.7615 (Table 4), but this is not an optimum, it may be very nearer to the optimum. To validate the obtained optimum machining parameters by GRG, the means of mean response values (Table 5) have been calculated as per the L9 OA. Therefore, the optimum machining parameters are I at the second level (5A), PTon at the first level, (50 ms), and PToff at the first level (20 ms).
Analysis of Variance (ANOVA)
ANOVA was done to study the significance of EDM parameters like I, PTon and PToff over the responses. This investigation was conducted with 5% significance level, i.e., in favour of 95% confidence level. Based on ANOVA results (Table 6), the most significant parameter are I (0.008) followed by PToff (0.021) and PTon (0.070) for getting maximum MR and minimum SR while EDM of this particular produced hybrid nano-composites with respect to their p- values and their corresponding probability plot of GRG is furnished in Fig. 4.
Confirmation Test results
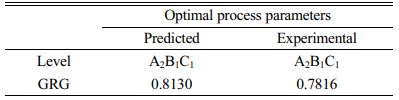
The confirmation tests were performed at predicted optimum level of all the EDM parameters (A2B1C1), i.e. I at the second level, PTon at the third level, and PToff at the first level. In order to evaluate the outcomes obtained from GRG technique and validate the results, predicted GRG value has to be designed by following:

αm = mean value of GRG, αn = mean value of grey grade for optimum condition. The predicted value obtained from the Eqn. (2) is 0.8130. The confirmation test value of the grey relational grade is 0.7816, which is better when comparing with Taguchi’s L9 OA, and the outcomes are tabulated in Table 7.
|
Fig. 1 EDS for Al – SiC – Yitria Composite |
|
Fig. 2 SEM of Al-SiC-Yitria hybrid composite. |
|
Fig. 3 Main effects plot for the Means of mean of GRG |


|
Table 7 Confirmation experimental result. |
(Factor levels for predictions at Current 5A, Pulse on Time at 50 ms and 20 pulses off Time 20 ms). The percentage improvement in the GRG is 3.86%. |
In this work, Taguchi’s L9 OA and GRA was applied to optimize the multi-parametric response features of the EDM process of Al-20wt.%SiC-3wt.% Yitria Hybrid Nano-Composites. This study represents the optimal process parameters for SR and MRR. The optimum machining parameters are, I at the second level (5A), PTon at the first level (50 ms), and PToff at the first level of (20 ms). The most influencing EDM parameter identified using ANOVA is I followed by PTon and PToff. The percentage improvement in the GRG is 3.86%. Therefore, The GRA simplifies the optimization method by transforming multi response variable to a single response grade by normalizing.
- 1. M. Manoj, G.R. Jinu, T. Muthuramalingam, and R. Leo Bright Singh, J. Ceram. Process. Res. 22[4] (2021) 475- 481.
-

- 2. M. Shahid, R. Ahmed Malik, H. Alrobei, J. Kim, M. Latif, A. Hussain, M. Uzair Iqbal, and A. Hafiz, J. Ceram. Process. Res. 22[2] (2021) 149-157.
-
- 3. A. Elaya Perumal, G.R. Jinu, S. Vidhyalakshmi, and S. Amal Bosco Jude, J. Ceram. Process. Res. 21[5] (2020) 524-532.
-
- 4. F. Song, Y. Sun, and P. Rao, J. Ceram. Process. Res. 22[5](2021) 521-526.
-
- 5. C. Liu and J.L. Huang, Ceram. Inter. 29[6] (2003) 679-687.
-
- 6. R.K. Garg, K.K. Singh, A. Sachdeva, V.S. Sharma, K. Ojha, and S. Singh, Int. J. Adv. Manuf. Technol. 50[5-8] (2010) 611-624.
-
- 7. H.S. Shin, M.S. Park, B.H. Kim, and C.N. Chu, Int. J. Precis. Eng. Manuf. 12[2] (2011) 371-380.
-
- 8. B. Hwa Yan Che, C. Wang Han, M. Chow Yan, and C. Lin, Int. J. Mach. Tools Manuf. 40[10] (2000) 1403-1421.
-
- 9. F. Müller and J. Monaghan, Int. J. Mach. Tools Manuf. 40[9] (2000) 1351-1366.
-
- 10. M. Ramulu, G. Paul, and J. Patel, Compos. Struct. 554[1] (2001) 79-86.
-
- 11. F. Müller and J. Monaghan, J. Mater. Process. Technol. 118[1-3] (2001) 278-285.
-
- 12. B. Mohan, A. Rajadurai, and KG. Satyanarayana, J. Mater. Process. Technol. 124[3] (2002) 297-304.
-
- 13. H.C. Tsai, B.H. Yan, and F.Y. Huang, Int. J. Mach. Tools Manuf. 43[3] (2003) 245-252.
-
- 14. P.M. George, B.K. Raghunath, L.M. Manocha, and Ashish M. Warrier, J. Mater. Process. Technol. 145[1] (2004) 66-71.
-
- 15. J.Qu, A.J. Shih, R.O. Scattergood, and J. Luo, J. Mater. Process. Technol. 166[3] (2005) 440-448.
-
- 16. A.K. Khanra, B.R. Sarkar, B. Bhattacharya, L.C. Pathak, and M.M. Godkhindi, J. Mater. Process. Technol. 183[1] (2007) 122-126.
-
- 17. D. Guo, M. Zhang, Z. Jin, and R. Kang, Int. J. Miner. Metall. Mater. 14[5] (2007) 464-468.
-
- 18. S. Dhar, R. Purohit, N. Saini, A. Sharma, and G. Hemath Kumar, J. Mater. Process. Technol. 194[1-3] (2007) 24-29.
-
- 19. K. Bonny, P. DeBaets, J. Vleugels, A. Salehi, O. Van der Biest, B. Lauwers, and W. Liu, Wear 265[11-12] (2008) 1884-1892.
-
- 20. K.M. Patel, P.M. Pandey, and P. Venkateswara Rao, Int. J. Refract. Met. Hard Mater. 27[5] (2009) 892-899.
-
- 21. S. Lopez-Esteban, C.F. Gutierrez-Gonzalez, G. Mata-Osoro, C. Pecharroman, L.A. Diaz, R. Torrecillas, and J.S. Moya, Scr. Mater. 63[2] (2010) 219-222.
-
- 22. V. Senthilkumar and B.Uday Omprakash, J. Manuf. Process. 13[1] (2011) 60-66.
-
- 23. O. Malek, J. Vleugels, K. Vanmeensel, S. Huang, J. Liu, S. Van den B. Amit Datye, K. Hsi Wu, and B. Lauwers, J. Eur. Ceram. Soc. 31[11] (2011) 2023-2030.
-
- 24. D. Kanagarajan, K. Palanikumar, and R. Karthikeyan, Mater. Des. 39 (2012) 469-474.
-
- 25. M. Srinivasan, S. Ramesh, S. Sundaramc, and R. Viswanathan, J. Ceram. Process. Res. 22[3] (2021) 345-355.
-
- 26. F.Q. Hu, F.Y. Cao, B.Y. Song, P.J. Hou, Y. Zhang, K. Chen, and J.Q. Wei, Surface Properties of SiCp/Al Composite by Powder-Mixed EDM, Procedia CIRP 6 (2013) 101-106.
-
- 27. S. Assarzadeh and M. Ghoreishi, Procedia CIRP 6 (2013) 463-468.
-
- 28. A. Singh, P. Kumar, and I. Singh, Procedia Eng. 64 (2013) 1157-1165.
-
- 29. K. Rajkumar, S. Santosh, S. JavedSyedIbrahim, and A. Gnanavel Babu, Procedia Eng. 97 (2014) 1543-1550.
-
- 30. R. Kumar Bhuyan and B.C. Routara Arun Kumar Parida, Mater. Today: Proc. 2[4-5] (2015) 3116-3124.
-
- 31. K. Mausam, P. Kumar Singh, K. Sharma, and R.C. Gupta, Mater. Today: Proc. 3[10] (2016) 4102-4108.
-
- 32. A. Dey, S. Debnath, and K.M. Pandey, Trans. Nonferrous Met. Soc. China 27[5] (2017) 998-1010.
-
- 33. B. Chandra Kandpal, J. Kumar, and H. Singh, Mater. Today: Proc. 5[2] (2018) 4413-4420.
-
- 34. L. Selvarajan, P. Mouri, and R. Ramesh Raja, Mater. Today: Proc. 5[2] (2018) 8080-8088.
-
- 35. C. Kar, B. Surekha, H. Jena, and S. Dev Choudhury, Proced. Manuf. 20 (2018) 392-399.
-
- 36. K.R. Aharwal Sitaram and C.M. Krishna, Mater. Today: Proc. 5[2] (2018) 5391-5397.
-
- 37. S. Thirumalai Kumaran, T. Jo Ko, and R. Kurniawan, Measurement 123 (2018) 203-212.
-
- 38. P.P. Shantharaman, M. Prabhakar, V. Anandakrishnan, and S. Sathish, Trans. Indian Inst. Met. 71[4] (2018) 909-914.
-
- 39. M. Srinivasan, S. Ramesh, S. Sundaramc, and R. Viswanathan, J. Ceram. Process. Res. 22[3] (2021) 345-355.
-
 This Article
This Article
-
2022; 23(5): 589-594
Published on Oct 31, 2022
- 10.36410/jcpr.2022.23.5.589
- Received on Feb 21, 2022
- Revised on Apr 11, 2022
- Accepted on May 11, 2022
Services
Shared
Correspondence to
- M. Ravichandran
-
dProfessor, Department of Mechanical Engineering, K Ramakrishnan College of Engineering, Damayapuram-621112, Tamil Nadu, India
eVisiting Professor, Department of Mechanical Engineering and University Centre for Research & Development, Chandigarh University, Mohali-140413, Punjab, India
Tel : +91-8248165224 Fax: +0431-2670699 - E-mail: smmravichandran@hotmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr