





- Experimental investigation and optimization of machining parameters during machining of glass fibre reinforced epoxy based composite using desirability function analysis
Senthilkumar K.Ma,*, Kathiravan Nb, Girisha Lc and Sivaperumal Md
aAssociate Professor, Department of Mechanical Engineering, Kumaraguru College of Technology, Coimbatore, India
bProfessor, Department of Mechanical Engineering, KGISL Institute of Technology, Coimbatore, India
cAssociate Professor, Department of Mechanical Engineering, PES Institute of Technology and Management, Shivamogga, Karnataka, India
dResearch Scholar, Department of Mechanical Engineering, Dr.N.G.P Institute of Technology, Coimbatore - 641048, IndiaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In the recent years, mankind has established that the protection of the environment becomes a vital part in the discovery of any engineering applications. Several engineering applications in the areas of agriculture, forestry, energy industries, have developed several composite materials in place of other materials for its effectiveness. This work focuses on synthesis of a composite material and the matrix material used in the research work was epoxy resin. Glass fibres were used as the reinforcement material for the preparation of the hybrid epoxy based composite. The epoxy used in this work is LB011 epoxy resin lapox B_11. The hardener used is Triethylenetetraamine (TETA). The composite laminates are prepared by varying the weight proportion of the glass fibres and tested for its mechanical properties. The composite laminate with high tensile strength is selected for the investigation of machining properties of the composite laminate. Optimization of machining parameter are carried out by a novel analysis called Desirability Function Analysis (DFA), which is an optimal tool considered for the problems with multi objective optimization function
Keywords: Desirability function analysis, Composites, Delamination factor, Surface roughness
Environment protection plays an important role in the mankind. There are several engineering applications which involve several materials that pollute the environ- ment after its usage. This factor is taken into considera- tion for the development of degradable materials such as composite materials for the protection of the environ- ment. The natural fibres are finding more importance both in the industries and in fundamental research due to their accessibility, low density, economy and good mechanical properties. There are more natural fibres available such as glass, basalt, jute, banana, carbon and other synthetic fibres. Composite are materials consisting of two or more constituents having a distinct interface separating them. Design of experiments is carried out to plan the experiments to analyse the responses. The non-linear regression analysis is used to develop the mathematical model for the responses. Basalt fibre is a material made from very fine fibres of basalt. Basalt fibre composes of mineral plagioclase, pyroxene and olivine. The mechanical properties of basalt fibre is superior that glass fibre and carbon fibre. The epoxy used in this work is LB011 epoxy resin lapox B_11. The hardener used is Triethylenetetraamine (TETA).
Optimization of turning process parameters using TGRA is demonstrated to determine the optimal process parameters [1]. The effect of fibre length on the mechanical behaviour of coir fibre reinforced epoxy composites are analysed [2]. The machinability study of GFRP composites during end milling are discussed for determining the optimal process parameters [3]. The UV radiation affects the FRP materials and changes the external appearance of the polymer composite materials [4]. The coconut palm tree fibres are examined for several mechanical properties testing such as, ultimate tensile strength, size, density, elongation and so on [5]. A correlation between the cutting process parameters and the responses are arrived [6]. The Palm Kernal Fiber (PKF) has good tensile strength and hardness [7]. The machining parameters on the CNC end milling process of halloysite nanotube with aluminium reinforced epoxy matrix hybrid com- posite using Taguchi design optimization are optimized effectively [8]. Properties of fibres derived from the coconut palm tree are higher when compared to other composite materials [9]. Taguchi signal to noise ratio are also determined based on the performance charac- teristics [10]. Natural fibres possess high mechanical properties and thermal resistance. These fibres find several applications in the fields such as; aerospace engineering, automobile engineering, sports equipment manufacturing due to its excellent strength and hardness [11-13]. The machining of GFRP composite are inves- tigated and optimized. The desirability function analysis, response surface methodology are used as the optimization tools to determine the optimal machining parameters of the composite laminate. Mathematical models are de- veloped and validated [14-15]. Grey relation analysis is also demonstrated to determine the optimum machining characteristics of the composite laminate [16-17]. Ex- perimental investigation of the the mechanical properties and optimization of the process parameters for natural fibre reinforce epoxy based composite is performed [18]. Taguchi grey relational analysis technique is used for the optimization of the stir casting process parameters in aluminium- silicon carbide composite [19]. The synthesis and investigation on the mechanical properties of the aluminium alloy with titanium boride composite is performed [20]. The Optimization of friction stir welding process parameters on hybrid metal matrix composites are investigated [21]. RSM, Taguchi analysis and Grey relational analysis are used for multi objective optimization for the determination of optimal process parameters by several researchers [22-24].
The process parameters selected in this work are fibre orientation angle, helix angle, spindle speed and feed rate. These parameters are most influencing para- meters that are considered in the fabrication of the glass fibre reinforced composite laminates. The orientation of the fibre is considered as important because it gives the perfect bonding between the matrix and reinforcing materials. Also while machining of the GFRP composites, the helix angle, spindle speed and fed rate are considered because they are considered to be more efficient parameter in providing minimum surface roughness, cutting force and Delamination factor. The three levels for these process parameters are chosen depending on the recommendation of the industrialists and selected by the previous researchers.
The epoxy based composites are fabricated using compression moulding machine. 4 samples are prepared and tested for its mechanical properties. Glass fibres were used as the reinforcement material for the preparation of the hybrid epoxy based composite. Glass fibres are available in the form of mat as shown in Fig. 1 and during the compression moulding process, the glass fibres are laid one over the other and the epoxy is spread over each layer of the glass mat to obtain a composite laminate.
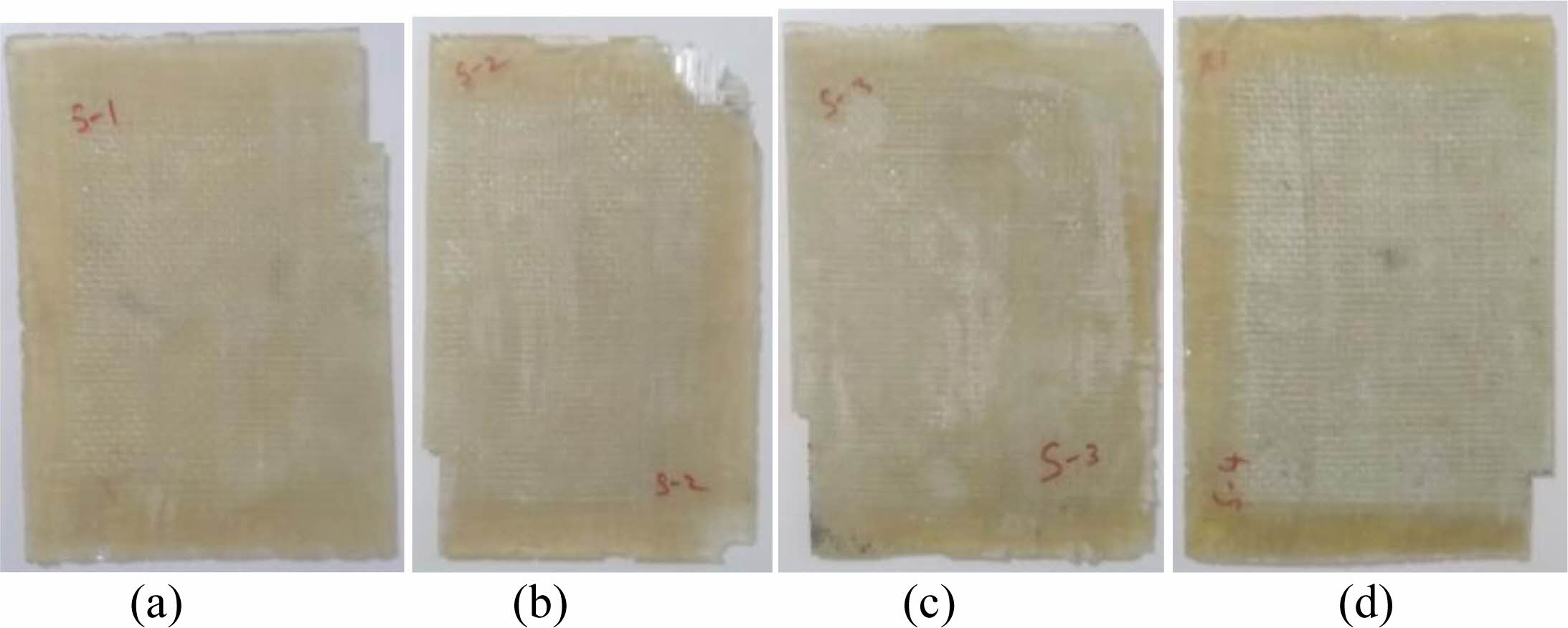
The weight percentage of the glass fibres are varied to obtain for composite laminates. The epoxy used in this work is LB011 epoxy resin lapox B_11. The hardener used is Triethylenetetraamine (TETA). The composite laminates are prepared with varying the glass fibres with 10%, 20%, 30% and 40% reinforcement and remaining with the epoxy. The composite laminates prepared are shown in Fig. 2(a-d).
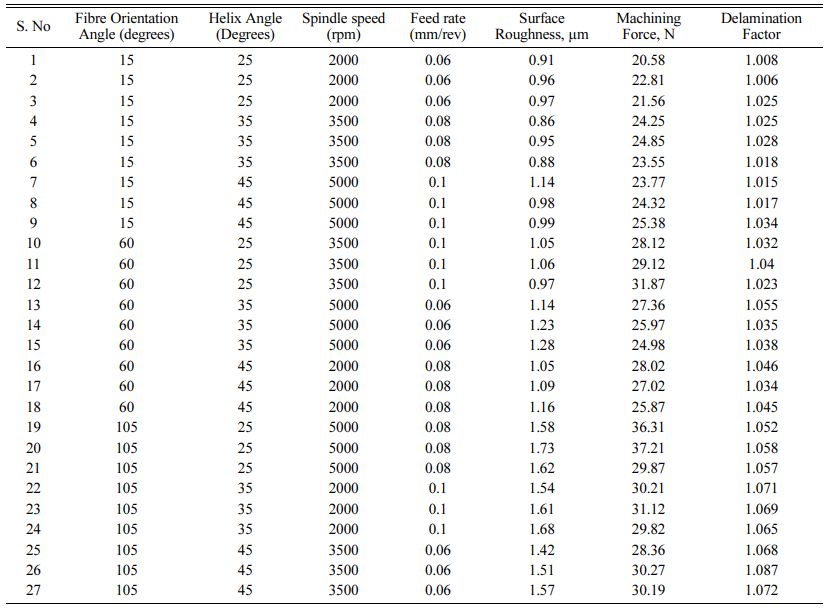
The universal testing machine is used for testing the tensile strength of the composite material and it is observed that the sample 4 with 40% glass fibre re- inforcement provides higher tensile strength when com- pared to the other samples. This composite laminate is further selected for the machinability studies in a CNC milling machine. End milling of the composite laminate is performed in the composite laminate to establish the relationship between the machining process parameters and the response. The fibre orientation of the glass fibre reinforcement, helix angle of the milling cutter, spindle speed and feed rate are considered as the process parameters in this research work. Surface roughness, machining force and Delamination factor are considered as the response. The surface roughness is evaluated using Mitutoyo Surface roughness tester. For each experiment, three reading are taken using the surface roughness tester and the averages of these three values are recorded as the final value for surface roughness. The measurement of force during milling operation is carried out using Kistler dynamometer. Machining forces are measured using the dynamometer. The machining force is combines tangential force, feed force and radial force. These three forces can be measured using digital dynamometer which is attached to the milling machine during the milling process of the laminated composites. Delamination factor is measured using a high resolution optical microscope. L27 orthogonal array is used and 27 experiments are conducted at three levels of the fibre orientation angle, helix angle, spindle speed and feed rate. The responses are measured for each experimental run and the experimental data is presented in Table 1. Table 2

|
Fig. 1 Glass fibre mat. |
|
Fig. 2 Composite laminates. |
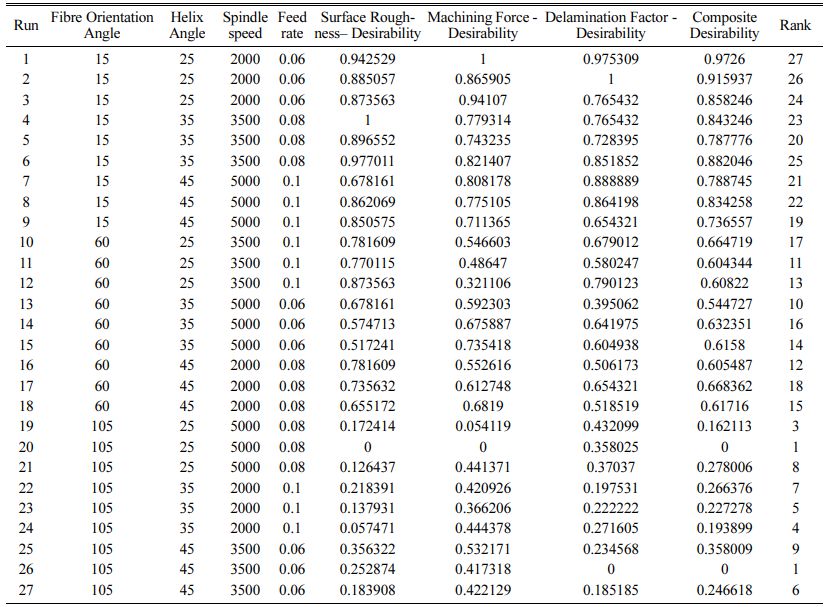
Optimization of machining parameter are carried out by a novel analysis called desirability function analysis (DFA), which is an optimal tool considered for the problems with multi objective optimization function. This research work is based on L27 orthogonal array used for analysing the machining parameters while machining the basalt fibre reinforce epoxy based composite. The individual desirability function for the responses is calculated using the formula as suggested by Derringer and Suich.
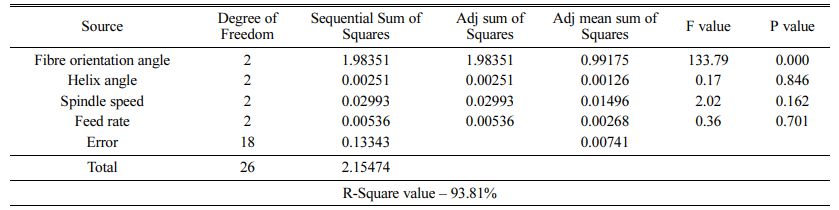
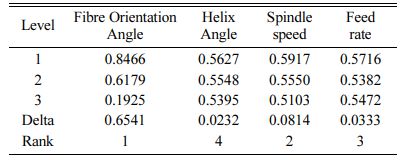
Composite desirability is calculated from the individual desirability of each process parameters. Analysis of variance (ANOVA) is carried out for the composite desirability to find the significant process parameter on the composite desirability of the composite material. The ANOVA table for composite desirability is shown in Table 3. It is observed that fibre orientation angle plays a major significant role followed by spindle speed, feed rate and helix angle. From the experimental data, ti is observed that all the values recorded for composite desirability falls with the central median line and it is highly acceptable. The response table for means for composite desirability is presented in Table 4.
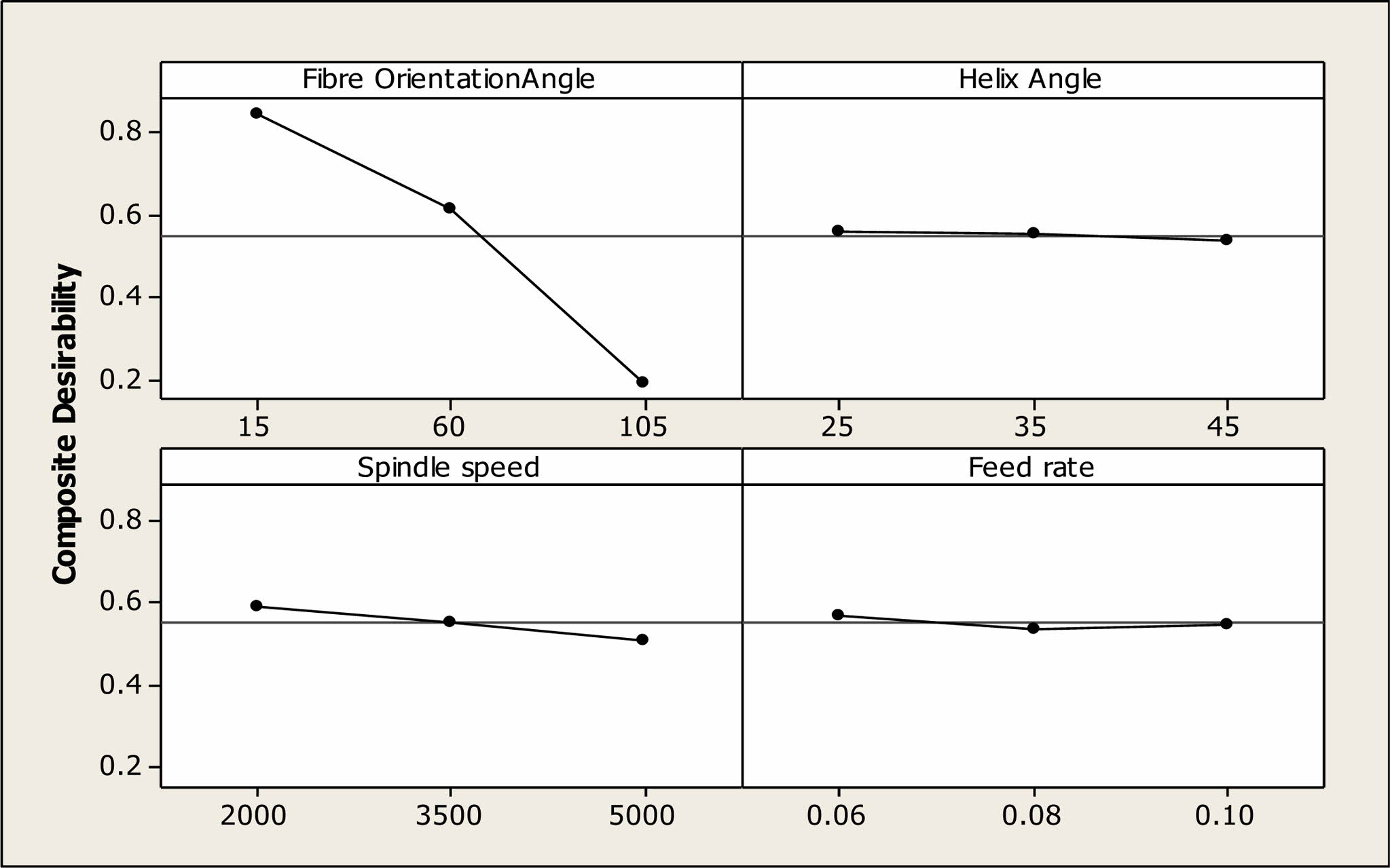
The effect of composite desirability on fibre orientation angle, helix angle, spindle speed and feed rate are shown in Fig. 3. It is observed that as the fibre orientation angle increase, the composite desirability decreases drastically. It is also observed that there is no major change in helix angle, feed rate and spindle speed with respect to the composite desirability while machining of the composite material. The ranking of the composite desirability is done in the revised manuscript. And it is observed that the combination of the process parameters; fibre orientation angle, 15 degrees, helix angle, 25 degrees, spindle speed, 2000 rpm and feed, 0.06 mm/rev provides the highest value in the ranking of composite desirability.
|
Fig. 3 Effect of process parameters on Composite desirability |
Environmental protection is established by the use of the epoxy based composite materials. This research work is based on L27 orthogonal array used for analysing the machining parameters while machining the basalt fibre reinforce epoxy based composite. The responses considered are surface roughness, machining force and Deamination factor. A composite desirability value is obtained using the individual desirability functional values arrived from desirability function analysis (DFA). Analysis of variance for surface roughness is carried out and the R-square value is found to be 96.29%. Similarly Analysis of variance for delamination factor and machining force is carried out and the R-square value is found to be 90.28 and 87.45% respectively.
- 1. C. Ahilan, S. Kumanan, and N. Sivakumaran, Adv. Prod. Eng. Manag. 5[3] (2010) 171-180.
- 2. S. Biswas, S. Kindo, and A. Patnaik, Fibers Polym. 12[1] (2011) 73-78.
-

- 3. A.I. Azmi, R.J.T. Lin, and D. Bhattacharyya, Int. J. Adv. Manuf. Technol. 64[1-4] (2013) 247-261.
-
- 4. P.K. Bajpai, K. Ram, L.K. Gahlot, and V.K. Jha, Mater. Today: Proc. 5[2] (2018) 8699-8706.
-
- 5. C. Elanchezhian, B.V. Ramnath, G. Ramakrishnan, M. Rajendrakumar, V. Naveenkumar, and M.K. Saravanakumar, Mater. Today: Proc. 5[1] (2018) 1785-1790.
-
- 6. N. Naresh, K. Rajasekhar, and P.V. Reddy, IOSR J. Mech. Civ. Eng. 6[1] (2013) 102-111.
-
- 7. O. Osita, O. Ignatius, and U. Henry, Int. J. Eng. Technol. 7 (2016): 68-77.
- 8. J.S. Pang, M.N.M. Ansari, O.S. Zaroog, M.H. Ali, and S.M. Sapuan, HBRC J. 10[2] (2014): 138-144.
-
- 9. K.G. Satyanarayana, C.K.S. Pillai, K. Sukumaran, S.G.K. Pillai, P.K. Rohatgi, and K. Vijayan, J. Mater. Sci. 17[8] (2018) 2453-2462.
-
- 10. A. Shahzad, Mechanical and Physical Testing of Bio- composites, Fibre-Reinforced Composites and Hybrid Composites. (2019) 215-239.
-
- 11. G.S. Krishnan, L.G. Babu, R. Pradhan, and S. Kumar, Mater. Res. Express. 7[1] (2019) 015102.
-
- 12. K.Palanikumar, S. Prakash, and K. Shanmugam, Mater. Manuf. Process. 23[8] (2008) 858-864.
-
- 13. O. Osita, O. Ignatius, and U. Henry, Int. J. Eng. Technol. 7 (2016) 68-77.
- 14. Y.M. Kin, J.H. Kwon, S.H. Kang, J.H. Jung, P.J. Kim, and K.J. Lim, J. Ceram. Process. Res. 13[S2] (2012) S211-S214.
- 15. M. Srinivasan, S. Ramesh, S. Sundaram, and R. Viswanathan, J. Ceram. Process. Res. 22[3] (2021) 345-355.
-
- 16. R. Vinayagamoorthy, I.V. Manoj, G. Narendra Kumar, I. Sai Chand, G.V. Sai Charan Kumar, and K. Suneel Kumar, J. Mech. Sci. Technol. 32[5] (2018) 2011-2020.
-
- 17. M.P. Jenarthanan and R. Jeyapaul, Int. J. Eng. Sci. Technol. 5[4] (2013) 22-36.
-
- 18. KM. Senthilkumar, R. Thirumalai, M. Seenivasan, and T. Venugopal, J. Ceram. Process. Res. 22[6] (2021) 731-738.
-
- 19. T. Tamilanban, T.S. Ravikumar, C. Gopinath, and S. Senthilrajan, J. Ceram. Process. Res. 22[6] (2021) 629-635.
-
- 20. M. Manoj, G.R. Jinu, T. Muthuramalingam, and R. Leo Bright Singh, J. Ceram. Process. Res. 22[4] (2021) 475-481.
-
- 21. R. Srinivasan, B. Suresh Babu, P. Prathap, R. Whenish, R. Soundararajan, and G. Chandramohan, J. Ceram. Process. Res. 22[1] (2021) 16-24.
-
- 22. Mukesh Kumar, S.K. Tamang, Dipika Devi, M. Dabi, K. K. Prasad, and R. Thirumalai, J. Ceram. Process. Res. 23[3] (2022) 373-382.
-
- 23. M. Sivaperumal, R. Thirumalai, S. Kannan, and K.S.S. Yarrapragada Rao, J. Ceram. Process. Res. 23[3] (2022) 404408.
-
- 24. R. Thirumalai, S. Karthick, and M. Giriraj, J. Ceram. Process. Res. 23[2] (2022) 221-227.
-
 This Article
This Article
-
2022; 23(4): 541-545
Published on Aug 31, 2022
- 10.36410/jcpr.2022.23.4.541
- Received on May 27, 2022
- Revised on Jul 4, 2022
- Accepted on Jul 21, 2022
Services
- Abstract
introduction
experimental setup
desirability function analysis
results and discussions
conclusions
- References
- Full Text PDF
Shared
Correspondence to
- Senthilkumar K.M
-
Associate Professor, Department of Mechanical Engineering, Kumaraguru College of Technology, Coimbatore, India
Tel : +91 9894863150 - E-mail: kmscit@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr