





- Influence of raw materials ratio on performance of permeable bricks made from electric porcelain waste
Jieguang Songa,b,*, Xueqing Yangb, Ping Chena, Hao Xub, Deping Luoc, Rongjin Liua and Zhijun Laic
aGuangxi Key Laboratory of New Energy and Building Energy Saving, Guilin University of Technology, Guilin 541004, China
bResearch Institute for Sponge City, Pingxiang University, Pingxiang 337055, China
cJiangxi Pingxiang Longfa Enterprise Co., Ltd., Pingxiang 337022, ChinaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The prepared permeable bricks using electric porcelain waste as the main raw material are investigated, which improves the utilization rate of electric porcelain waste, and realizes the organic unity of recycling resource and ecological environment protection. The effects of different raw material ratios on the permeability coefficient, apparent porosity, compressive strength, volume shrinkage rate and microstructure properties of electric porcelain waste permeable bricks are investigated. The electric porcelain waste with a ratio of over 85 wt.% have greatly improved the utilization rate of electric porcelain waste. The results are shown that the water-to-material ratio or foaming agent content are increased, the porosity and water permeability of the electric porcelain waste permeable brick are increased, but the compressive strength of the electric porcelain waste permeable brick is decreased. The 90 wt.% electric porcelain waste, the 3 wt.% kaolin, the 5 wt.% sintering aid, and the 2 wt.% foaming agents are optimum raw materials ratios, the water-to-material ratio for 0.9 and the drying temperature at 40 oC, the sintering temperature at 1200 oC and holding time for 1 h are obtained the excellent performance electric porcelain waste permeable bricks. The permeability coefficient is 3.9×10−2 cm/s, the volume shrinkage rate is 37.88%, the compressive strength is 1.146 MPa, and the porosity is 79.0%
Keywords: Permeable bricks, Raw materials ratio, Electric porcelain waste, Permeability coefficient
The process of pressing or firing electric porcelain materials is often accompanied by a series of physical and chemical reactions, which directly affect the overall performance and microstructure of the body [1-3]. Most raw materials for preparing electric porcelain are natural minerals, which contains a wide variety of elements. The preparation procedures for electric porcelain are varied and may inevitably introduce impurity oxides, such as Fe2O3 and TiO2. These impurity oxides are distributed unevenly in the green body in an aggregated state and may further damage the properties of the product. These impurity oxides easily cause the phase separation of the microstructure of the porcelain body, which cannot be normally fused with feldspar glass melt. Increasing electric porcelain pieces are unqualified for the production lines of major manufac- turers every year because of the strict requirements of the process of electric porcelain; the resulting electric porcelain waste is also increasing [4-6].
Porcelain blanks are prone to deformation, dry cracking, green firing, and over-firing during the forming, drying, and firing processes of electric porcelain, the dielectric properties of the porcelain blanks will not meet the standard if the iron and titanium contents in the porcelain exceeds the standard, thus, the porcelain blanks will be eliminated [7-10]. Electric porcelain waste has increased with the development of social economy and the electric porcelain industry. These wastes cause great pressure on the environment and limit the sustainable development of the electric porcelain industry. Therefore, the treatment and utilization of waste from the electric porcelain industry are very important [11-13].
The degrees of recycling and reuse of electrical porcelain waste are relatively low. A large amount of recyclable electrical porcelain waste is stacked in fields and buried in soil. Therefore, the treatment and utilization of electrical porcelain waste are particularly important [14, 15]. The storage of ceramic waste has increased rapidly with the development of the ceramic industry in the past 20 years, when much attention has been paid to gross domestic product development. According to statistics, the annual increase in ceramic waste is 4 million tons in Foshan Ceramic Industrial Zone in Guangdong, and the annual increase in total ceramic waste nationwide is as high as 10 million tons. Environmental crisis can be solved and the sustainable development of the society and economy can be realized if electric porcelain waste is fully utilized [16-18].
The recycling of various waste materials has increased as the country's awareness of environmental protection becomes stronger. Current research on used solid waste is concentrated on fly ash and coal gangue, but research on the use of electric porcelain waste is few and have focused on the preparation of mullite porous ceramics, lightweight aggregates, and lightweight thermal insulation materials. However, these processes cannot fully satisfy the utilization of electric porcelain waste generated every year, and the utilization rate is low. Therefore, developing new ways to utilize electric porcelain waste is particularly important.
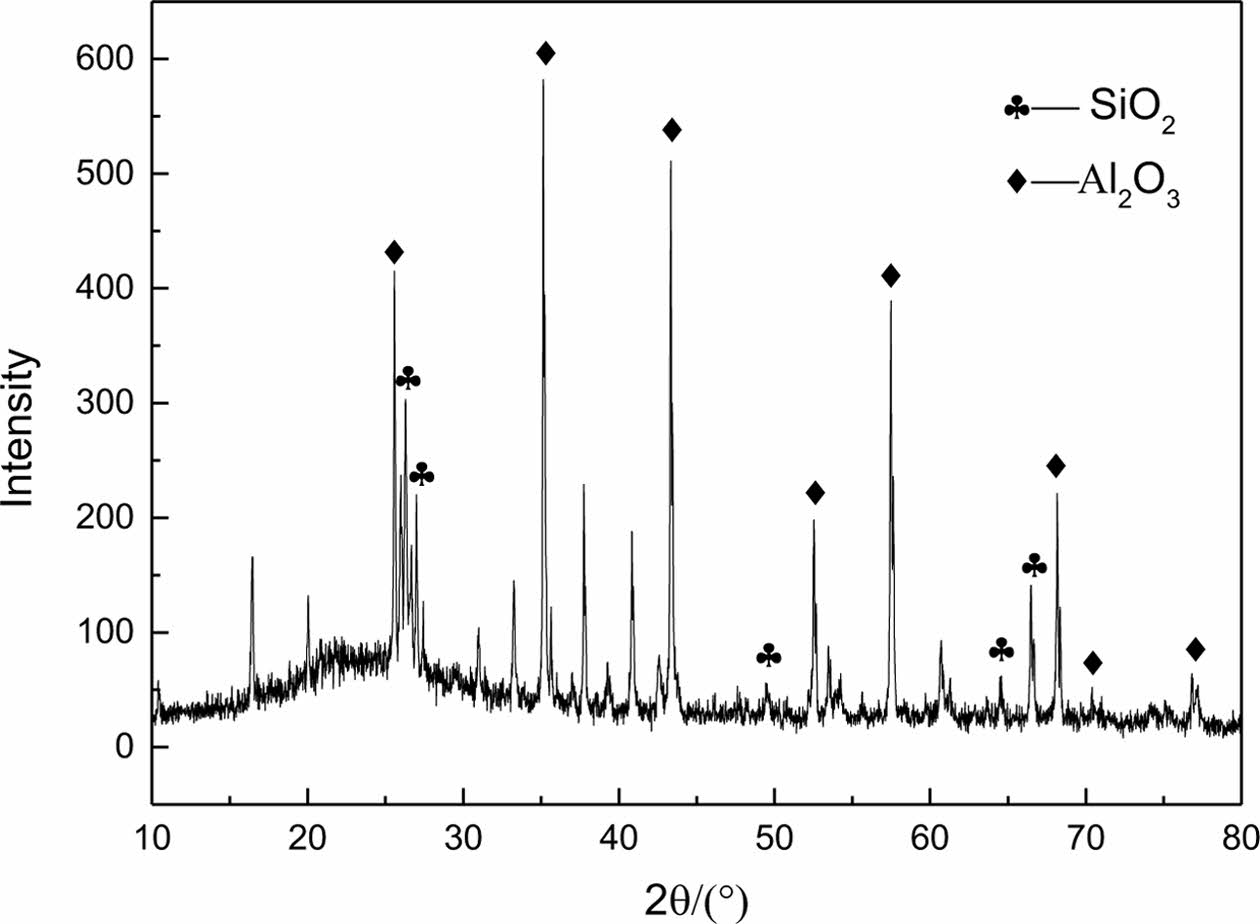
Electric porcelain waste was sourced from an electric porcelain company. The surface color of the waste is off-white, and the chemical composition of the original waste is shown in Table 1. The electric porcelain waste was poured into a ball mill and mixed evenly, and the average particle size was measured to be 6 microns, the XRD of electric porcelain waste is shown Fig. 1. The main raw material used in the experiment was the electric porcelain waste. Calcium oxide and kaolin were used as the sintering aid and binder, respectively. The materials were mixed at a certain ratio, ball milled, and foamed. The slurry was poured into a mold and dried to obtain the blank permeable brick. Atmospheric sintering was carried out using the SX-G12133 high-temperature furnace to study the effect of sintering technology on the performance of permeable bricks, and sintered permeable brick samples were obtained and stored for future use. The density of the sintered samples was determined using the AR2140 electronic balance, and the porosity of the samples was determined through the relationship with theoretical density. The water permeability coefficients of the samples were measured using the stable water pressure method according to the standard of permeable pavement bricks and permeable road panels (GB/T25993-2010). The phase separation and microstructure of the sample were determined using the D8 Advance X-ray diffractometer and SU8010 scanning electron microscope (SEM), respectively.
|
Fig. 1 XRD composition analysis of electrical porcelain waste. |

Influence of water-to-material ratio on the performance of permeable electric porcelain bricks
In this experiment, the ratios of raw materials were as follows: 90 wt.% electric porcelain waste, 5 wt.% sintering aid, 4 wt.% kaolin, and 1 wt.% foaming agent. The raw materials were ball milled with different water-to-material ratios (0.8, 0.9, and 1.0) for 1 h. The slurry was placed in a 40 oC oven for drying for 24 h. The green body was prepared and kept at the same temperature (1200 oC) for 1 h. Then, the porosity, compressive strength, water permeability, and volume shrinkage of the samples were measured, the results are shown in Fig. 2 and Fig. 3.
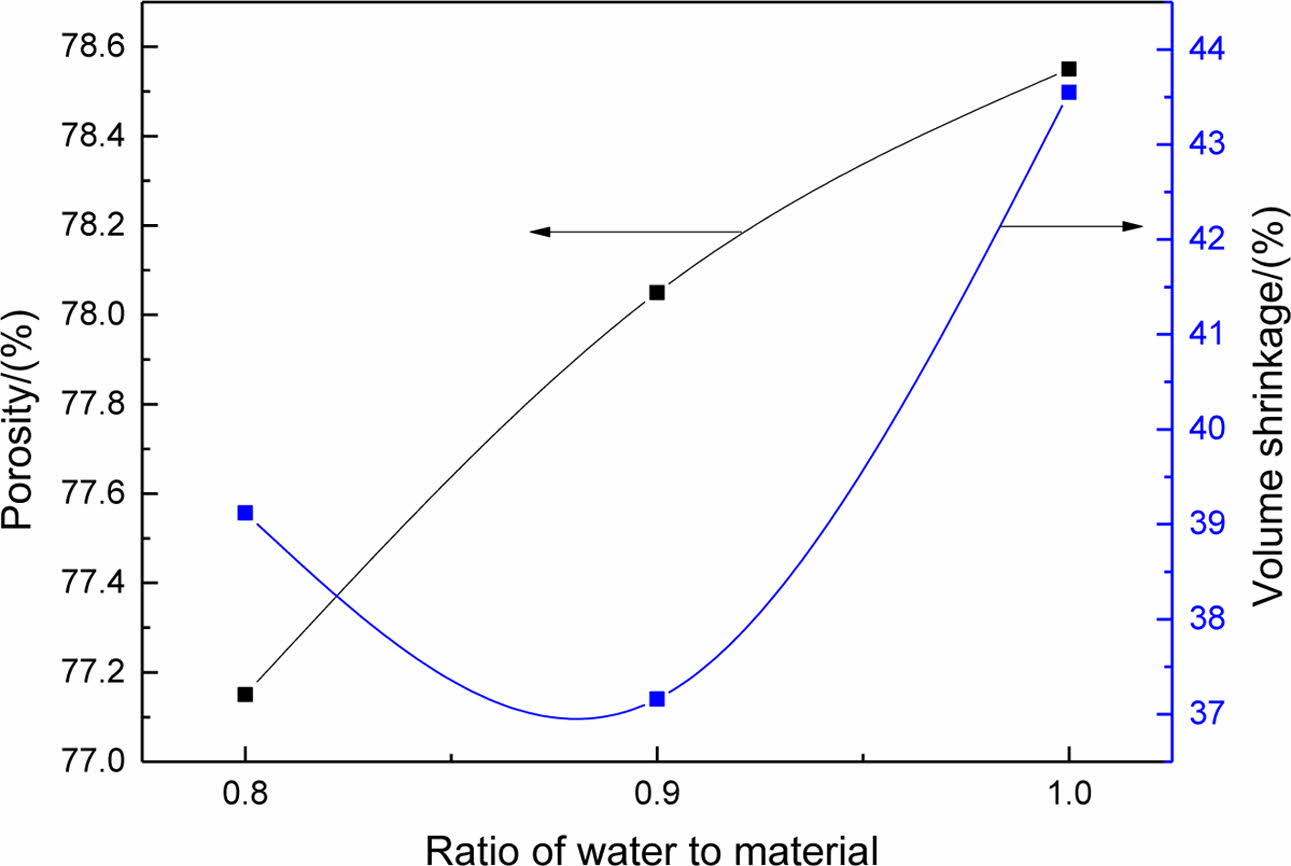
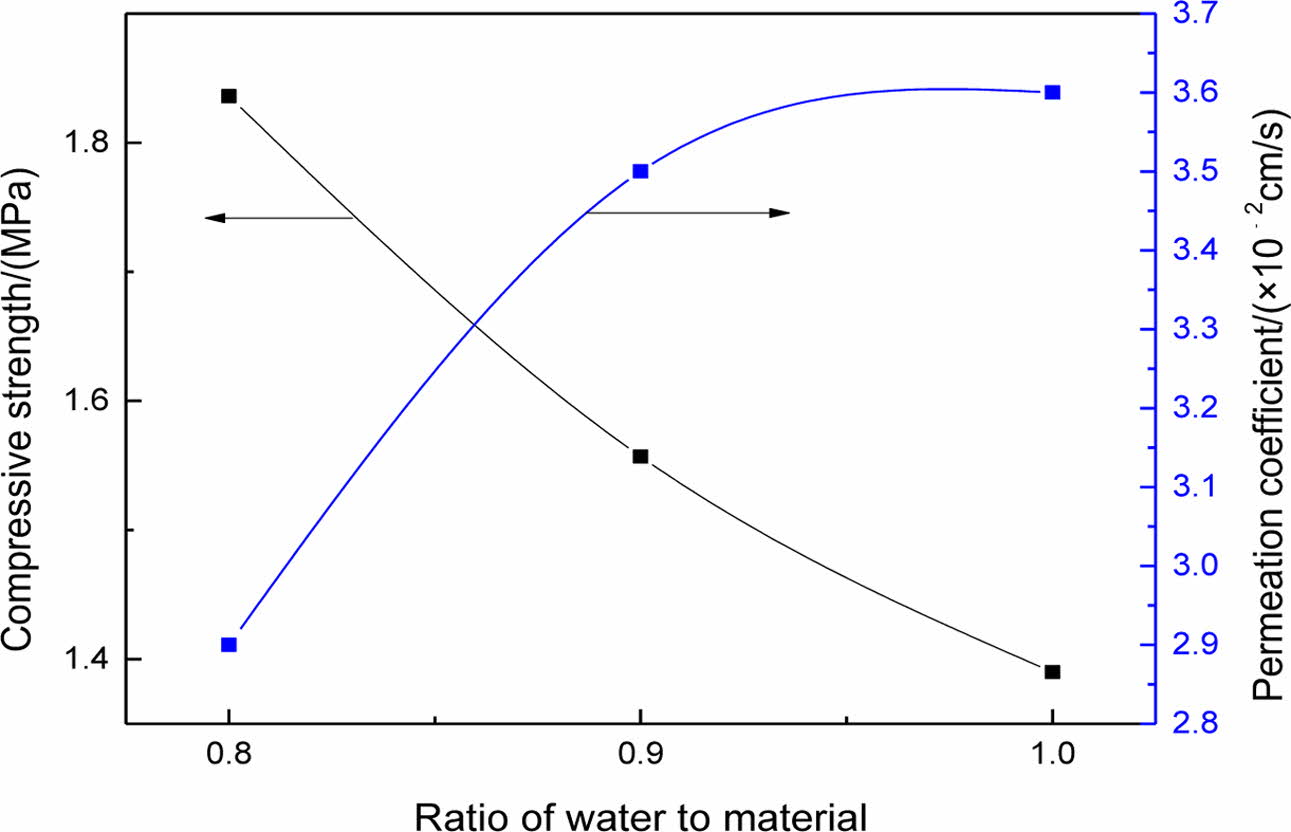
Fig. 2 shows that the porosity of the electric porcelain waste permeable brick continuously is increased whereas the volume shrinkage rate initially is decreased and then increased with the increasing water-to-material ratio. Fig. 3 shows that the compressive strength of the electric porcelain waste permeable brick is decreased and its water permeability coefficient is increased with the increasing water-to-material ratio. Fig.4 shows that the outline of the electric porcelain waste permeable brick using the different water-to-material ratio. The volume fraction of water in the green body increases as the content of increasing added water. In the subsequent drying process, more holes formed when more water evaporated. Therefore, the volume of the sintered sample became larger and the porosity increased, but the quality was not much different, which led to the continuous decrease in the compactness and compressive strength of the sample [19]. The raw materials sticked to the bottom of the ball milling tank, the waste raw materials and foaming effect were not ideal, the water retention was poor, the water permeability coefficient was low, and the volume shrinkage rate using the water-to-material ratio for 0.8 was higher than the sample using the water-to-material ratio for 0.9. In comparison, when the water-to-material ratio was 1.0, the porosity of the electric porcelain waste permeable brick was similar, the compressive strength of the electric porcelain waste permeable brick was lower, the water retention was poorer, and the volume shrinkage of the electric porcelain waste permeable brick was relatively larger than the sample using the water-to-material ratio for 0.9.
When the water-to-material ratio is 0.9, the excellent porosity, volume shrinkage, compressive strength, and water permeability coefficient of the electric porcelain waste permeable brick are shown.
Influence of drying temperature on the performance of permeable electric porcelain brick
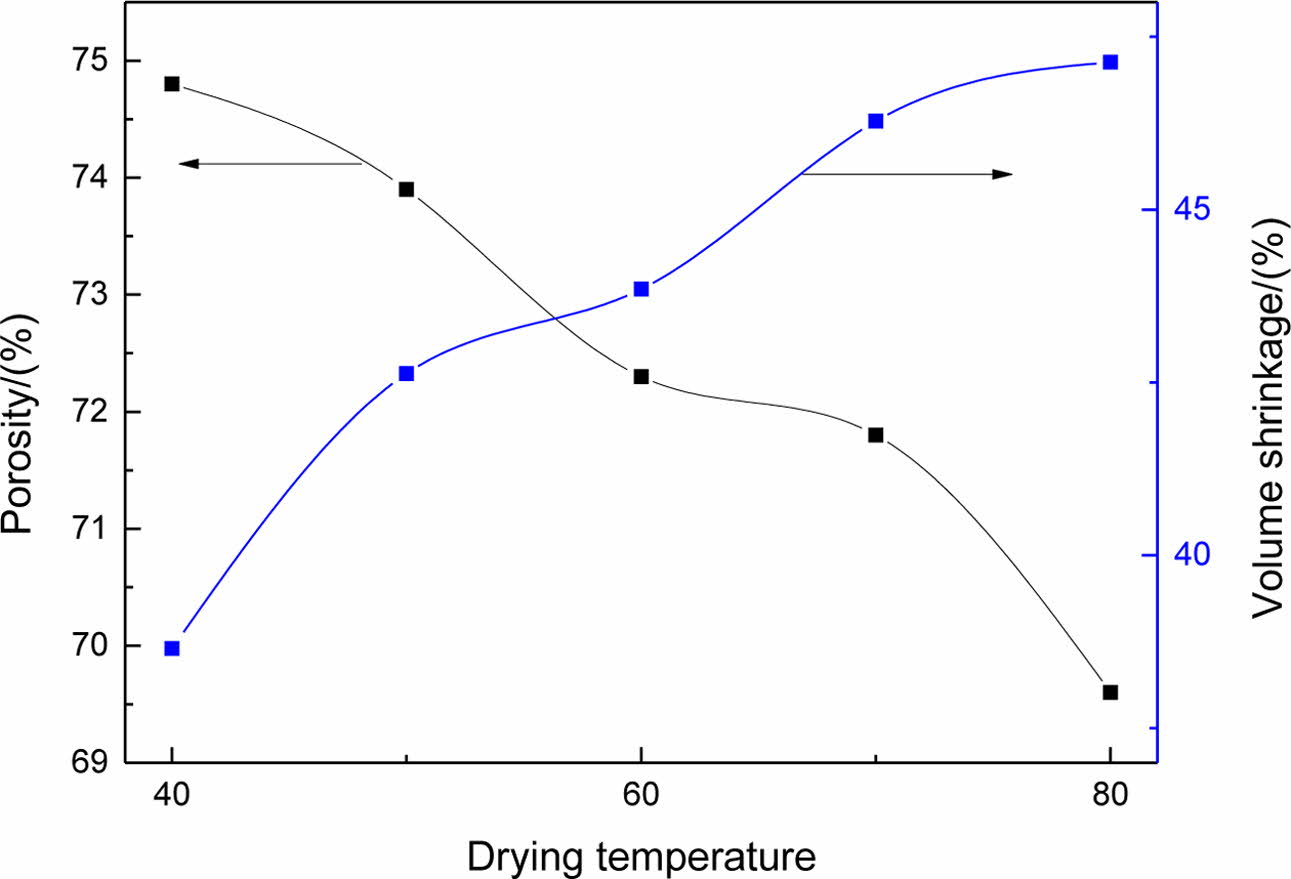
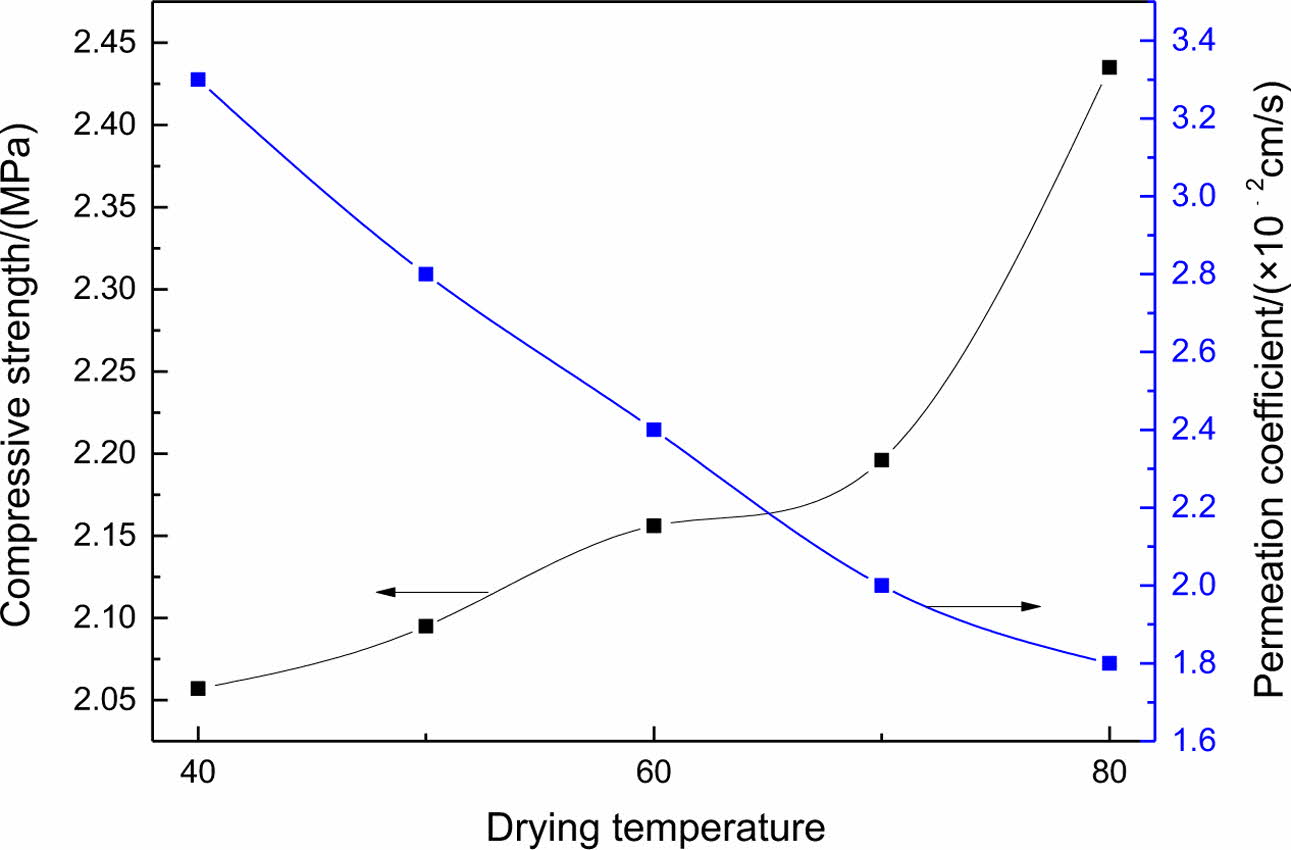
In this experiment, the ratios of raw materials were as follows: 85 wt.% electric porcelain waste, 5 wt.% sintering aid, 9 wt.% kaolin, and 1 wt.% foaming agent. The raw materials were ball milled with a water-to-material ratio of 0.9 for 1 h. Then, the slurry was dried in different drying temperatures (40, 50, 60, 70, and 80 oC) in an oven for 24 h to obtain the green body. The green body was kept at the same temperature (1200 oC) for 1 h. The porosity, volume shrinkage rate, compressive strength, and water permeability coefficient of the samples were measured, and the results are shown in Fig. 5 and Fig. 6.
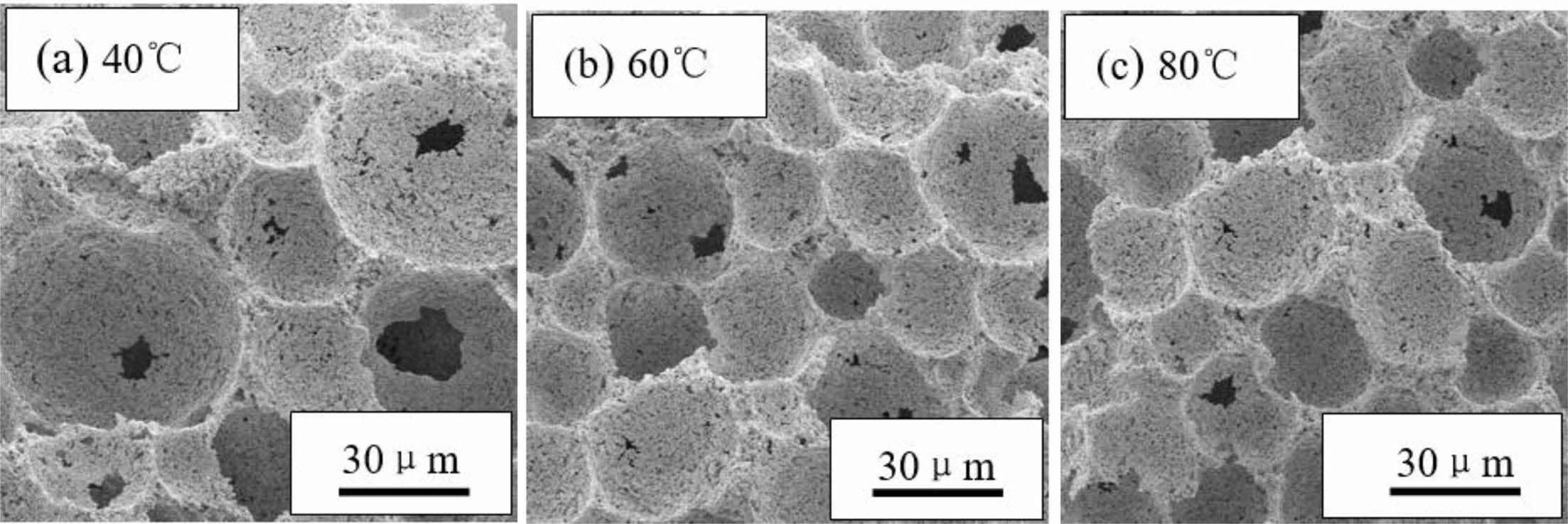
Fig. 5 shows that the porosity continuously decreased and the volume shrinkage rate continuously increased as the drying temperature increased. Fig. 6 shows that the compressive strength increased and the water permeability coefficient dropped as the drying temperature increased. Fig. 7 shows that the microstructure of the permeable brick at 40 oC is more compact than those at 60 and 80 oC. However, the pore wall was thinner and more damaged at 40 oC than at 60 and 80 oC; therefore, the compressive strength was slightly lower at this temperature. The moisture in the blank evaporates quickly when drying at a higher temperature [20, 21]. Moreover, the convection speed is faster, the impact damage to the material skeleton is greater coupled with the rapid loss of water, the volume shrinkage of the blank is faster, and cracks are prone to occur at higher temperatures. Hence, the compressive strength of the green body with a higher drying temperature is lower. Within the same range, the number of pores at 40 oC are slightly higher than those at 60 oC and considerably higher than those at 80 oC. However, the size of pores at 40 oC was not as large as that at 80 oC. Thus, the drying temperature of 40 oC was chosen based on the results of various comparisons.
Influence of foaming agent content on the perfor- mance of permeable electric porcelain brick
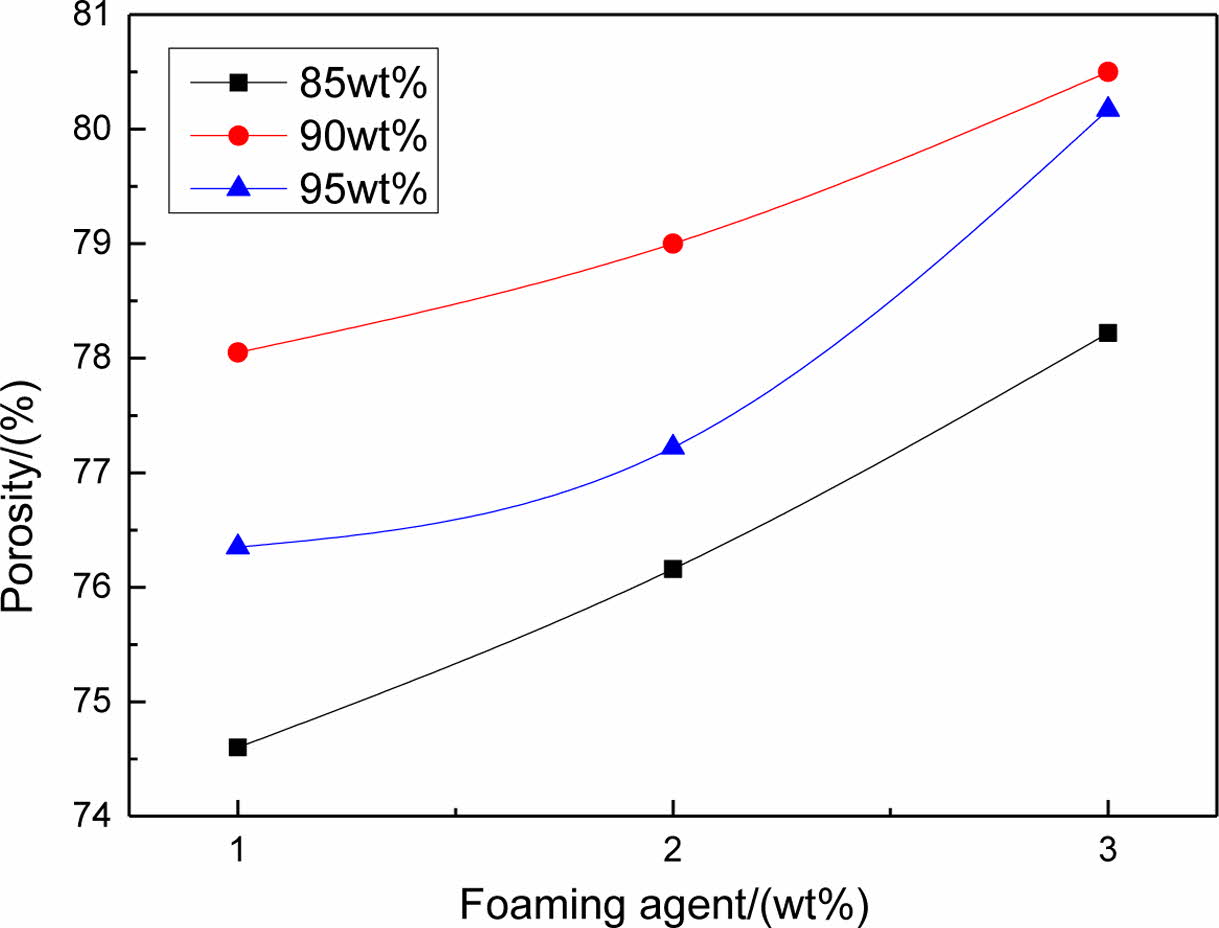
Fig. 8 show that the influence of foaming agent content on the porosity of electric porcelain waste permeable brick using the ratio of electric porcelain waste for 85-95 wt.%. The pores of the permeable bricks initially increased and then decreased with the continuous improvement of the utilization rate of the electric porcelain waste. When the mass fraction of electrical porcelain waste was the same, the porosity continuously increased with the increasing foaming agent content [22, 23]. The reason may be that under constant foaming agent content, the amount of kaolin gradually decreased as the utilization rate of electric porcelain waste increased. The main components of kaolin are CaO and MnO, which account for 84.62% of kaolin. CaO and MnO can be used as a burning aid. The permeable brick with 85 wt.% electric porcelain waste and 9 wt.% kaolin had a slightly underfired green body, whereas the permeable brick with 95 wt.% electric porcelain waste, 2 wt.% kaolin, and 2 wt.% sintering aid had a slightly overfired green body. Therefore, the electrical porcelain waste fraction of 90 wt.% was selected over 80 wt.% because the porosity was higher. When the fraction of electric porcelain waste was constant, more gas was released, more holes were created, and the porosity was greater as the foaming agent content increased.
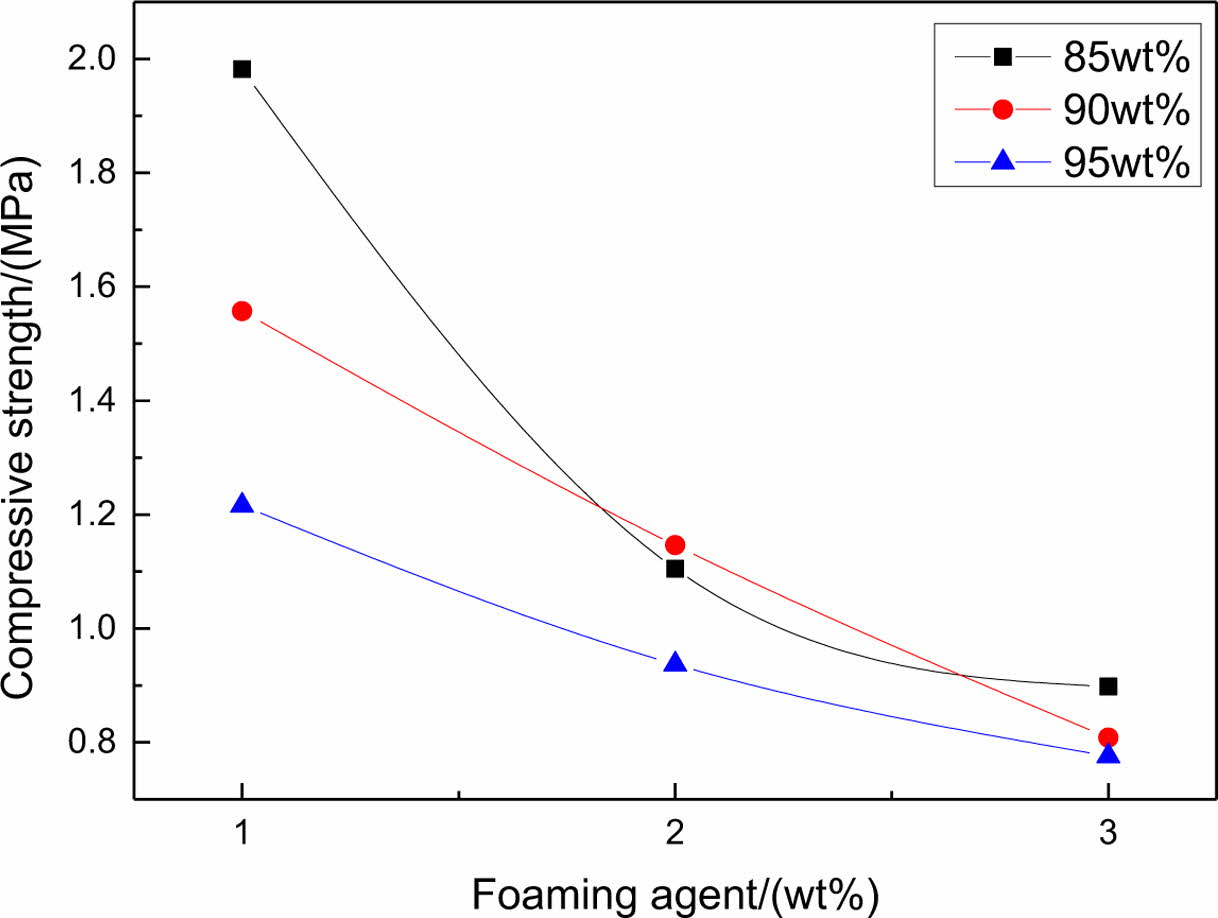
Fig. 9 show that the influence of foaming agent content on the compressive strength of electric porcelain waste permeable brick. The compressive strength of electric porcelain permeable waste bricks has been declining under the condition of a certain mass fraction of electrical porcelain waste, the foaming agent is more, the the compressive strength is lower. When the foaming agent is 1 wt%, the continuous increase of electric porcelain waste leads to the continuous reduction of the amount of kaolin, and the continuous reduction of the content of kaolin as a binder makes the compactness of the material skeleton continue to be decreased, which also leads to the blank. The compressive strength of the body continues to be decreased. When the electric porcelain waste is certain, the porosity is increased with the increasing foaming agent, and the compressive strength of electric porcelain permeable waste bricks is reduced.
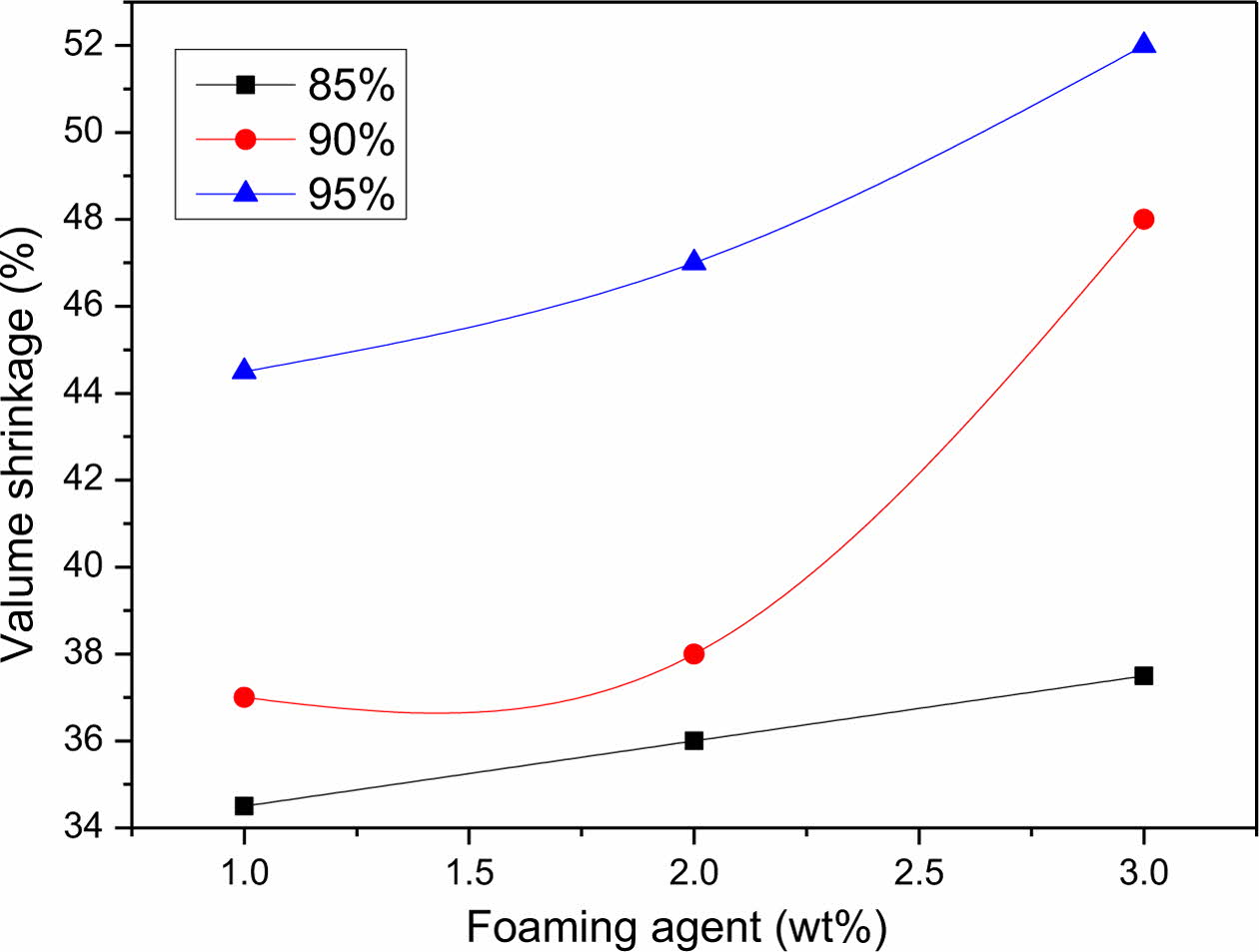
Fig. 10 show that the influence of foaming agent content on the volume shrinkage rate of electric porcelain waste permeable brick. The volume shrinkage rate of electric porcelain waste permeable bricks is increased with the increasing electric porcelain waste. When the foaming agent is certain, the increase of electric porcelain waste reduces the amount of kaolin. In the green body of the same quality, the proportion of kaolin with high electric ceramic waste is small, and the binder is insufficient during sintering, and the particles that can be bonded are less, so the volume is smaller and the shrinkage rate is larger. When the electric porcelain waste is certain, the porosity will be large, and the pores will run away during sintering with the increasing foaming agent content.
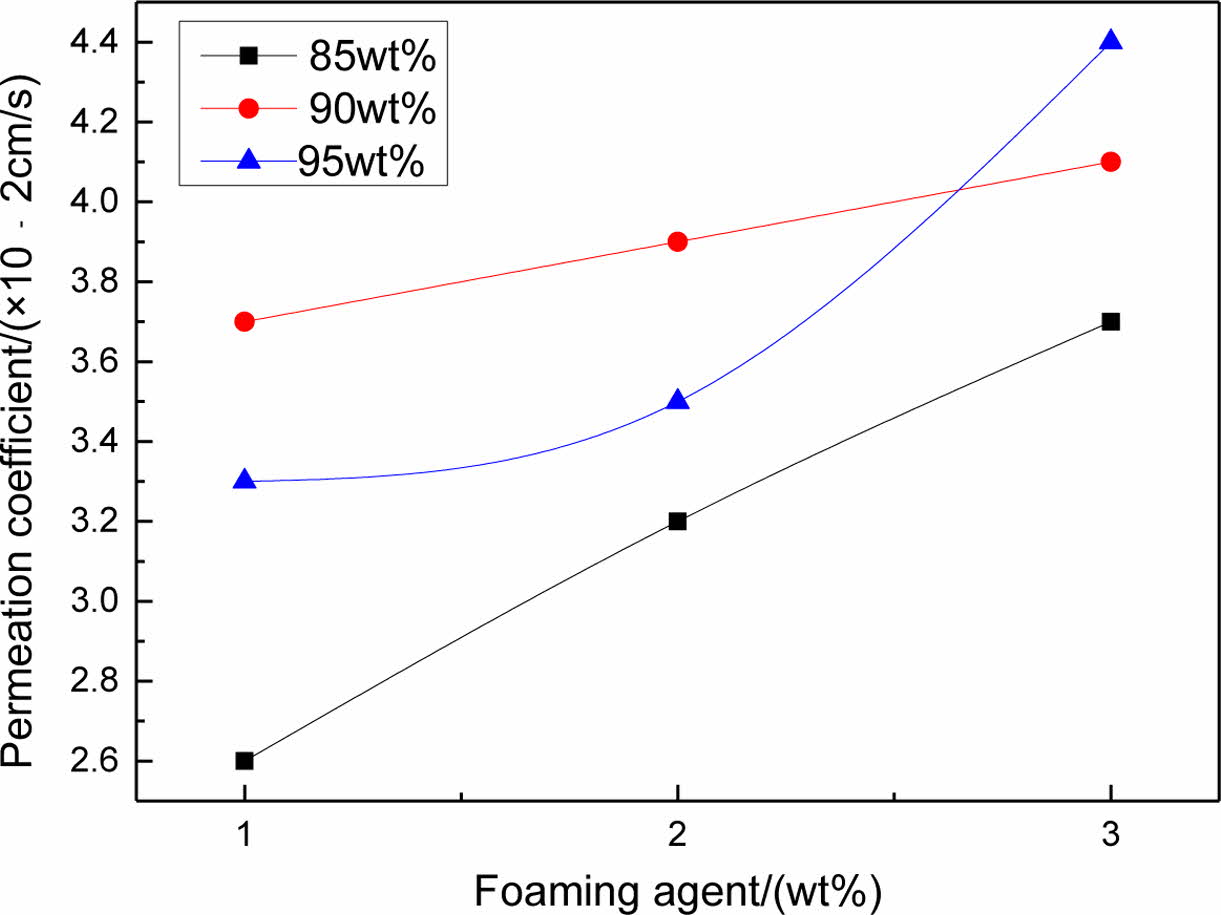
Fig. 11 show that the influence of foaming agent content on the permeability coefficient of electric porcelain waste permeable brick, which indicates that the permeability coefficient of electric porcelain waste permeable bricks is increased with the increasing utilization rate of electric porcelain waste. When the mass fraction of the electric porcelain waste is constant, the increase of the foaming agent will increase the water permeability of the green body. When the foaming agent is constant, with the continuous improvement of electric porcelain waste, the water permeability of the green body continues to rise. The small hole of the green body is thin and the hole wall is often damaged, and there are broken holes in the large hole, which makes the water permeability coefficient large. When the electric porcelain waste is certain, the increase of the foaming agent makes the green body more porous, and it is mostly through holes, which shows that the water permeability is also high. The microstructure of the electric porcelain waste permeable brick obtained by the optimal raw material ratio is shown in Fig. 12.
|
Fig. 2 The influence of water-to-material ratios on porosity and volume shrinkage of permeable bricks. |
|
Fig. 3 The influence of water-to-material ratios on compressive strength and water permeability coefficient of permeable bricks. |

|
Fig. 4 The Outline drawing of prepared permeable bricks using different water-to-material ratios. |
|
Fig. 5 The influence of drying temperature on the porosity and volume shrinkage of permeable bricks. |
|
Fig. 6 The influence of different drying temperatures on the compressive strength and water permeability coefficient of permeable bricks. |
|
Fig. 7 Microstructure of sintered permeable bricks at different drying temperatures. |
|
Fig. 8 The effect of foaming agent content on the porosity of permeable bricks. |
|
Fig. 9 The influence of foaming agent content on the compressive strength of permeable bricks. |
|
Fig. 10 The influence of foaming agent content on the volume shrinkage of permeable bricks. |
|
Fig. 11 The influence of foaming agent content on the permeability coefficient of permeable bricks. |
The continuous increasing water-to-material ratio in the slurry is increased the porosity and the water permeability coefficient of the permeable brick and decreased the compressive strength of the permeable brick using the electric porcelain waste as the main raw materials. When the water-to-material ratio was 0.9, the foaming effect was best. The continuous increasing foaming agent content is increased the porosity and the water permeability coefficient of the electric porcelain waste permeable brick and decreased the compressive strength of the permeable brick. When the foaming agent was 2 wt.%, the foaming effect was better. The continuous increasing drying temperature is decreased the porosity, compressive strength, and water permeability coefficient of the electric porcelain waste permeable brick, and the drying temperature at 40 oC was the most suitable. The results of experimental analysis and comparison are shown that the 90 wt.% electric porcelain waste, the 3 wt.% kaolin, the 5 wt.% sintering aid, and the 2 wt.% foaming agents are optimum raw materials ratios, the water-to-material ratio for 0.9 and the drying temperature at 40 oC, the sintering temperature at 1200 oC and holding time for 1 h are obtained the excellent performance permeable bricks. The permeability coefficient is 3.9×10−2 cm/s, the volume shrinkage rate is 37.88%, the compressive strength is 1.146 MPa, and the porosity is 79.0%.
The authors are thankful for the financial support provide by the Key Research and Development Plan of Jiangxi Province, China (No. 20202BBGL73114), The Science and Technology Support Project of Pingxiang City, China (No. PST2018-013), The Open Found of Guangxi Key Laboratory of New Energy and Building Energy Saving, China (No. 2019-J-22-7) and The Science and Technology Found of Education Department of Jiangxi Province, China (No. GJJ202701).
- 1. M. Biesuz, P. Giopato, F. Tessarolo, G. Nolloa, M. Bortolotti, V.M. Sglavo, and G. D. Sorarù, J. Eur. Ceram. Soc. 41 (2021) 3755-3760.
-

- 2. M. Yousaf, T. Iqbal, M. A. Hussain, A. N. Tabish, E. U. Haq, M. H. Siddiqi, S. Yasin, and H. Mahmood, Ceram. Int. 48 (2022) 1603-1610.
-
- 3. A. Merga, H.C. Murthy, E. Amare, K. Ahmed, and E. Bekele. Heliyon 5 (2019) 1-7.
-
- 4. C. He, Q. Xie, Z.Y. Yang, and S.T. Xue, Soil Dynam. Earth. Eng. 123 (2019) 498-512.
-
- 5. R.H. Wang, X.Q. Wang, S. Dong, N. Niu, D. J. Chang, C. F. Yu, J.G. Song, and S.B. Li, Mater. Sci. Forum. 893 (2017) 100-104.
-
- 6. J.G Song, L. Chen, C.L. Pang, J. Zhang, W. Shi, S. Guo, X. Wang, and M. Xu, J. Ceram. Proc. Res. 19 (2018) 11-14.
- 7. R.H. Wang, A.X. Chen, D.M. Du, F. Wang, C. W. Li, Q. M. Zou, J. G. Song, L. Chen, and C. W. Hao, Solid Stat. Phen. 2018, 279 (2018) 119-123.
-
- 8. Y.X. Li, R. Peng, Y.C. Lu, and M.S. Chen. J. Mater. Res. Tech. 13 (2021) 197-203.
-
- 9. F. Wang, M.H. Xu, R.H. Wang, C. Yang, A. X. Chen, S.B. Li, J.G. Song, and X.Q. Yang, Key Eng. Mater. 814 (2019) 413-418
-
- 10. N.S. Mehta, P.K. Sahu, P. Tripathi, R. Pyare, and M.R. Majhi, Boletin Soc. Espan. Ceram. Vidr. 57 (2018) 151-159.
-
- 11. J. Song, C. Wu, X. Yang, A. Chen, J. Huang, C. He, H. Luo, Y. Liu, and Y. Gong, J. Ceram. Proc. Res. 21 (2020) 21-25.
-
- 12. R.H. Piva, P. Vilarinho, M.R. Morelli, M.A. Fiori, and C.R.K. Montedo, Ceram. Int. 39 (2013) 7323-7330
-
- 13. S.J. Ke, Y.M. Wang, Z.D. Pan, C. Ning, and S. Zheng, J. Clean. Prod. 115 (2016) 238-244.
-
- 14. J.G. Song, X.Q. Yang, P. Chen, R.J. Liu, D. Luo, Y. Wei, W. Yao, J. Liu, and Q. Zeng, J. Ceram. Proc. Res. 22 (2021) 394-400.
-
- 15. H.M.H. Zakaly, H.A. Saudi, H.O. Tekin, M. Rashad, A.M. Issa, Y.S. Rammah, A.I. Elazaka, M.M. Hessien, and A. Ene, J. Mater. Res. Tech. 15 (2021) 4074-4085.
-
- 16. B.W. Tang, S. Gao, Y.G Wang, X.M Liu, and N. Zhang, Const. Build. Mater. 208 (2019) 697-709.
-
- 17. J.A. Junkes, P.B. Prates, D.Hotza, and A.M. Segadaes, Appl. Clay Sci. 69 (2021) 50-57.
-
- 18. C.Q. Zhou, Const. Build. Mater. 188 (2018) 850-859.
-
- 19. M.G. Zhu, H. Wang, L. Liu, R. Ji, and X.D. Wang, Const. Build. Mater. 148 (2017) 484-491.
-
- 20. Y. Liu, X. Yang, K. Peng, Q. Wang, J. Huang, Z. Zhang, J. Lua, H. Xu, J. Song ,and L. Chen, J. Ceram. Process. Res. 20 (2019) 436-441.
- 21. C.M. Wu, Y. Yang, H.M Sun, D. Deng, M. H. Chen, J.G. Song, L. Chen, M.H. Xu, and C.W. Hao, Mater. Sci. Forum. 934 (2018) 134-139.
-
- 22. M.H. Xu, J.G. Song, R.H. Wang, S.B. Li, N. Wang, S.Y. Yu, H.X. Yan, T.T. Xiao, and F. Chen, Key Eng Mater, 697 (2016) 178-181.
-
- 23. F. Mear, P. Yot, and M. Ribes, Mater. Lett. 60 (2006) 929-934.
-
 This Article
This Article
-
2022; 23(4): 409-414
Published on Aug 31, 2022
- 10.36410/jcpr.2022.23.4.409
- Received on Jun 28, 2021
- Revised on Feb 23, 2022
- Accepted on Feb 23, 2022
Services
- Abstract
introduction
experimental materials and methods
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Jieguang Song
-
aGuangxi Key Laboratory of New Energy and Building Energy Saving, Guilin University of Technology, Guilin 541004, China
bResearch Institute for Sponge City, Pingxiang University, Pingxiang 337055, China
Tel : +86 799 6338787 Fax: +86 799 6682171 - E-mail: 45102808@qq.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr