





- Property analysis of gypsum bleed pump impeller fabricated by a modified sand-casting method
Eun-Hee Kima, Guen-Ho Choa, Hye-Yeong Parka, Hyun-Hee Choia and Yeon-Gil Junga,b,*
aSchool of Materials Science and Engineering, Changwon National University, Changwon, Gyeongnam 641-773, Republic of Korea
bDepartment of Materials Convergence and System Engineering, Changwon National University, 20 Changwondaehak-ro, Uichang-gu, Changwon-si, Gyeongsangnam-do 51140, Republic of KoreaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
A gypsum bleed pump impeller, which had been produced by a precision-casting process, was made using a modified sand-casting process by applying an inorganic binder system. The glass phase generated from the inorganic binder allowed the sand mold and core to withstand the casting temperature. The casting product, having a sound surface roughness and a stable dimensional property, was made with a highly fluid molten metal. The sand mold with the inorganic binder was completely collapsed after casting, and the core was also eluted 100% in an aqueous sodium hydroxide solution. In addition, the cast pump impeller had abrasion and corrosion resistance similar to the OEM (original equipment manufacturer) product made using conventional precision-casting. In addition, the magnetic particle test and the radiographic test were conducted to check the external and internal defects of the impeller.
Keywords: Inorganic precursor, Sand-casting process, Gypsum bleed pump, Abrasion, Corrosion resistance
Impellers are employed in pumps, blowers, and compressors to obtain energy from the impeller blades as fluid passes between the blades of the high-speed impeller. Until now, impellers, especially closed impellers, have been manufactured by a precision-casting process with the heatable shell mold and core that enable the production of internal flow paths. The vacuum precision-casting process has been used to prepare high-temperature parts (blades, vanes, etc.) for aviation and power generation turbines. However, the shell mold is made through 8 to 10 repetitive coating processes, and has a long and complicated manufacturing process because the drying step has to be carried out for every repeated process. Therefore, there are problems of low productivity and a high manufacturing cost. Also, the size of the casting product is limited, and an environmental problem caused by the waste of casting stock has occurred. Further, the ceramic core for the inner space is manufactured by an injection molding process in which a mixture of a ceramic powder and an organic binder is injected into an injection machine to form the core, exhibiting strength through a sintering process. However, it is difficult to control the injection molding and sintering parameters, resulting in reduced price competitiveness.
In addition, any heat treatment above the burn-out temperature of organic binder is impossible in the con- ventional sand-casting, due to the decomposition of organic binder, resulting in several defects such as blow hole, low dimensional stability, and unexpected microstructure. A shrinkage defect is generated particularly in the cast product due to the poor flowability of molten metal and the thickness of mold should be increased to maintain its shape during casting, showing a thickness limit of 5 mm.
Therefore, there is a need for a technique that can replace the precision-casting method and/or the con- ventional sand-casting. Inorganic binders are introduced into the sand-casting process to solve the shortcomings of the sand-casting process, which has thickness limitation (more than 5 mm), blow inlet formation and foldability in casting [1-4]. The sand mold and core produced with the inorganic binder can be heated at 1,000 oC or more, maintaining the flowability of molten metal during casting, and products made only by the precision-casting process can be cast by the sand-casting process [5]. In addition, by reducing the thickness of the mold, it is possible to manufacture products with complex shapes and easy-to-operate castings.
In this study, the inorganic binder was applied to the sand mold and core to fabricate a complex-shaped impeller by sand-casting instead of precision-casting. The characteristics of the impeller manufactured using the inorganic binder were compared with the gypsum bleed pump impeller actually used in the desulfurization equipment as a post-treatment device in power plant.
Preparation of the sand mold and core
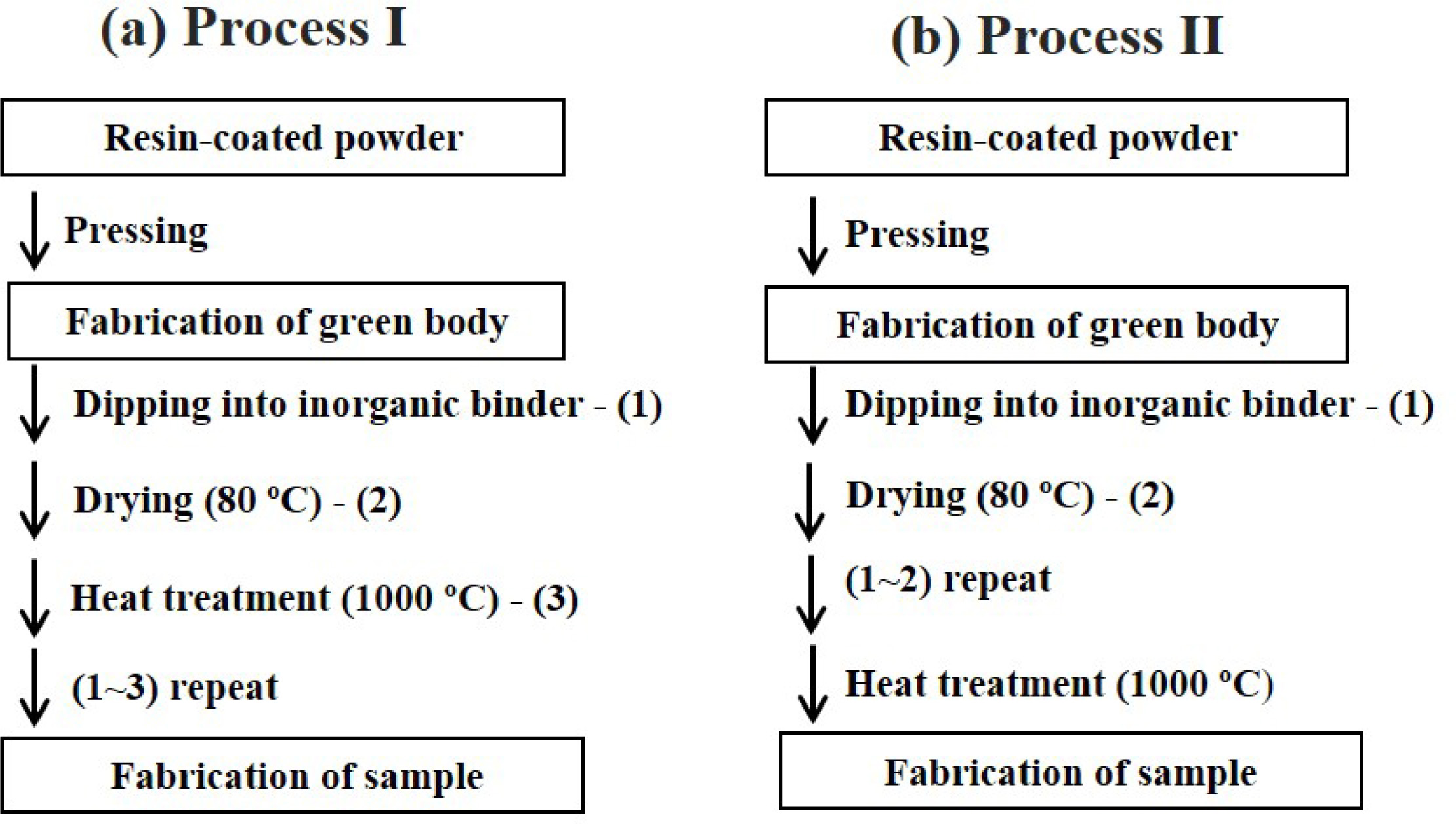
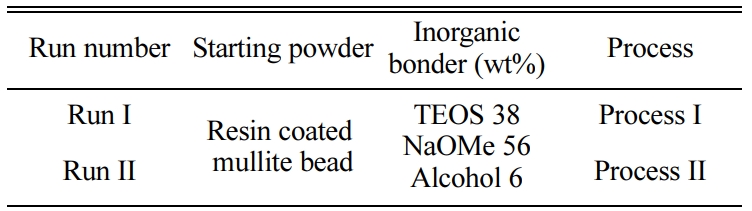
The inorganic binder system was composed of tetraethyl orthosilicate (TEOS; Sigma-Aldrich Korea) as a silicon dioxide (SiO2) precursor and sodium methoxide (NaOMe; Sigma-Aldrich Korea) as a sodium oxide (Na2O) precursor [6-8]. Basic formulations and experi- mental ranges for preparing the mold and core through the organic-inorganic conversion process are shown in Table 1. To improve the heat resistance and strength of the mold and core, a bead powder (Cerabead; Itochu, Osaka, Japan) having a particle size of less than 250 mm consisting of mullite (3Al2O3∙2SiO2) was used as a starting powder, which was coated with an organic binder using the resin-coated sand process. The green bodies of the bar (10 mm x 10 mm x 50 mm) and actual shape (mold and core) were prepared through a compression moulding process, and then dipped into the inorganic binder system at room temperature. The dipped samples were dried at 80 oC for a period of 1 h, and then heat-treated at 1,000 oC with a dwell time of 1 h in the atmosphere [9-11]. In process I, the impregnation into the inorganic binder, the drying process, and the heat treatment were continuously performed two times after the formation of the green bodies. In process II, the impregnation into the inorganic binder and the drying process were performed three times and the heat treatment was performed only once. A schematic diagram for fabricating the samples is shown in Fig. 1.
Casting of the impeller
A gypsum bleed pump impeller of 250 mm diameter, which is presently used in power plants, was manufactured as a casting product. Iron with a high chromium content, which improves abrasion and corrosion resistance, was used as the base metal for the casting. The composition ratio of molten metal is shown in Table 2. First, the metal molds for the sand mold and core were designed by the manufacturer (Sungil Turbine Co., Busan, Korea), and then the mold and core were prepared according to the process of Fig. 1. The modified sand-casting was conducted using a combination of upper mold, lower mold, and core. The upper and lower molds combined with the core were attached and sealed with a bonding agent. After casting with molten metal at 1,530 oC, it was cooled and cleared of the sand mold. A blasting process was carried out to remove the residual sand mold. The core was immersed in an aqueous NaOH solution at room temperature and eluted for 24 h. The prepared impeller was subjected to annealing heat treatment with cooling at 350 oC for 1.5 h and then at 850 oC for 3 h. The hardening heat treatment was con- ducted with curing and cooling in the following sequence: 1,050 oC for 3 h, 500 oC for 1 h, and then 100 oC.
Characterization
The fracture strengths of the bar samples after heat treatment were measured using a universal testing machine (Instron 5566; Instron Corp., Norwood, MA) in the bending mode at a rate of 0.5 mm×min–1. Tests were carried out at room temperature, and five runs were performed to determine the standard deviation of the fracture strength. First, the abrasion resistance test of the cast impeller was carried out according to the test standard ASTM G75 (test instrument and specimen size). The slurry was mixed with 150 g AFS 50/70 test sand and 100 ml water. The running condition was a horizontal reciprocating motion for 2 h at 48 rpm. The corrosion test was performed in accordance with ASTM A262, and the exposure time in the corrosion test solution was 30 min. The composition of the test solution was 236 mL sulfuric acid (95%), 400 mL water, and 25 g ferrous sulfate heptahydrate. The corrosion resistance was expressed as the ratio of the weight of the sample before and after the test. The thickness of the casting product was measured by using an ultrasonic thickness gauge. External and internal defect inspection of the fabricated impeller was carried out by magnetic particle test (MT) and radiographic test (RT).
|
Fig. 1 Schematic diagram for fabricating the sand mold and core with the inorganic binder system. |
|
Table 1 Basic formulations and experimental ranges to prepare the mold and core. |
|
Table 2 The composition ratio of metal for casting the impeller with high corrosion resistance. |

Conventionally, the mold and core in sand-casting process have been prepared with natural sand, artificial sand, chamotte, chromite, etc. However, these ceramic powders produce critical problems during the casting. In the molds and cores consisting of a mixture of ceramic powder and resin, the combustion layer produced by the molten metal spreads increasingly farther into the interior of the mold. Therefore, the mold is completely burned, and easily collapses during casting at temperatures above 1,500 oC. However, in the bead powder, the burned layer is generated just on the interface between the molten metal and the mold, so that the mold endures until the end of the casting. In addition, the heat resistance of a conventional starting powder continuously decreases with increasing temperature, while the bead powder has a constant heat resistance regardless of the temperature [12-15]. Therefore, in this study, the bead powder was employed to fabricate a gypsum bleed pump impeller through modified sand-casting process instead of precision-casting.
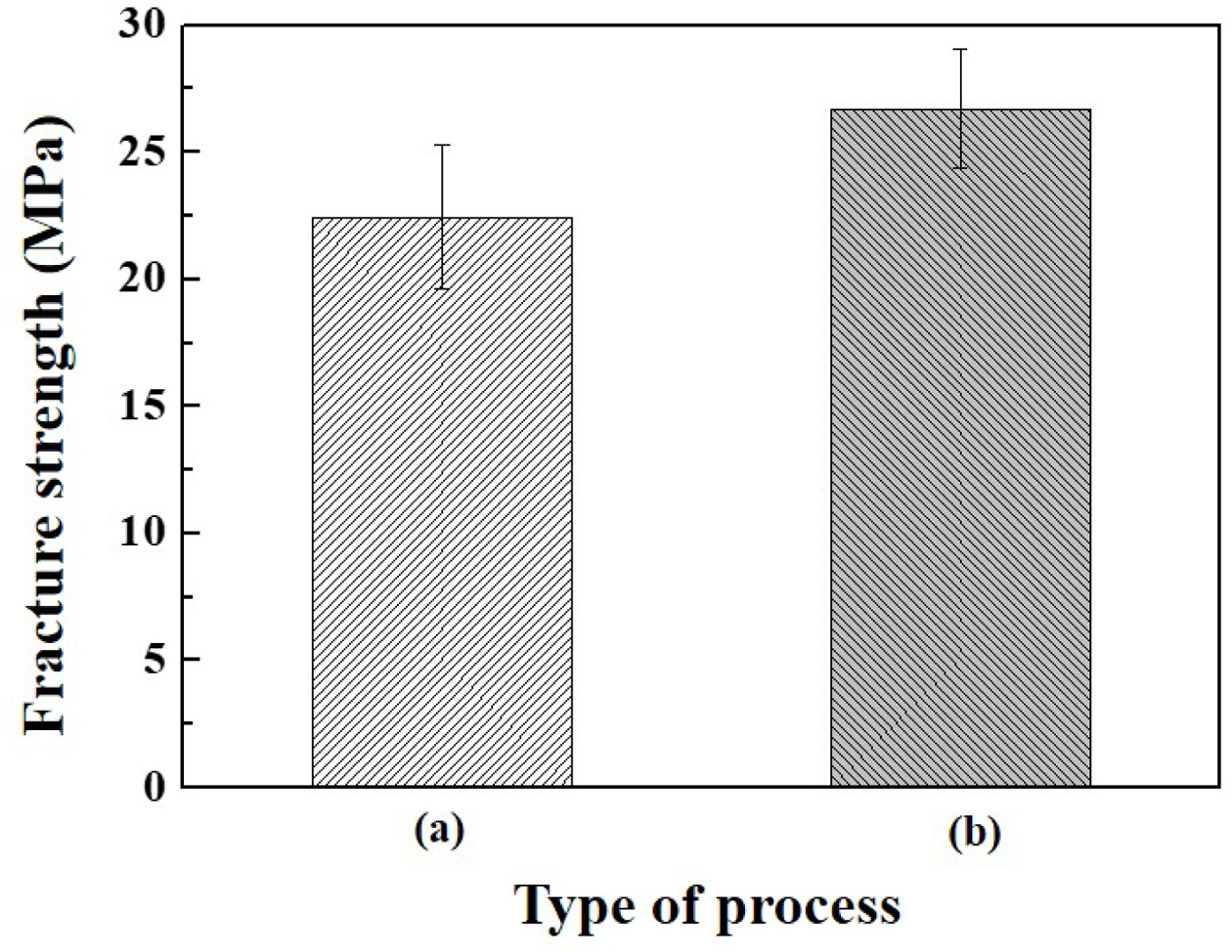
The fracture strength values, which were measured after the heat treatment, of the samples prepared through the two types of processes are presented in Fig. 2. The sample formed by process I showed a firing strength of about 22.5 MPa. In the sample prepared using process II, the firing strength was determined to be about 27 MPa. The fracture strengths of samples arise from the glass phase synthesized between silicate (TEOS) and sodium alkoxide (NaOMe) during the drying and heat treatment processes [12-14]. Namely, the mechanical properties are produced by the cohesive strength between starting particles in the glass phase [9-11]. Therefore, the coating efficiency of the inorganic binder and its conversion rate to the glass phase directly affect the firing strength [16-18]. The difference in strength of the two processes results from the coating efficiency of the inorganic binder. In process I, a second immersion of the inorganic binder was performed after the first heat treatment, and the inorganic binder would be coated on the glass phase generated so that the coating efficiency of the inorganic binder would be reduced as compared with process II. Therefore, process II is more suitable for the production of the impeller by sand-casting using the mold and core prepared with the inorganic binder.
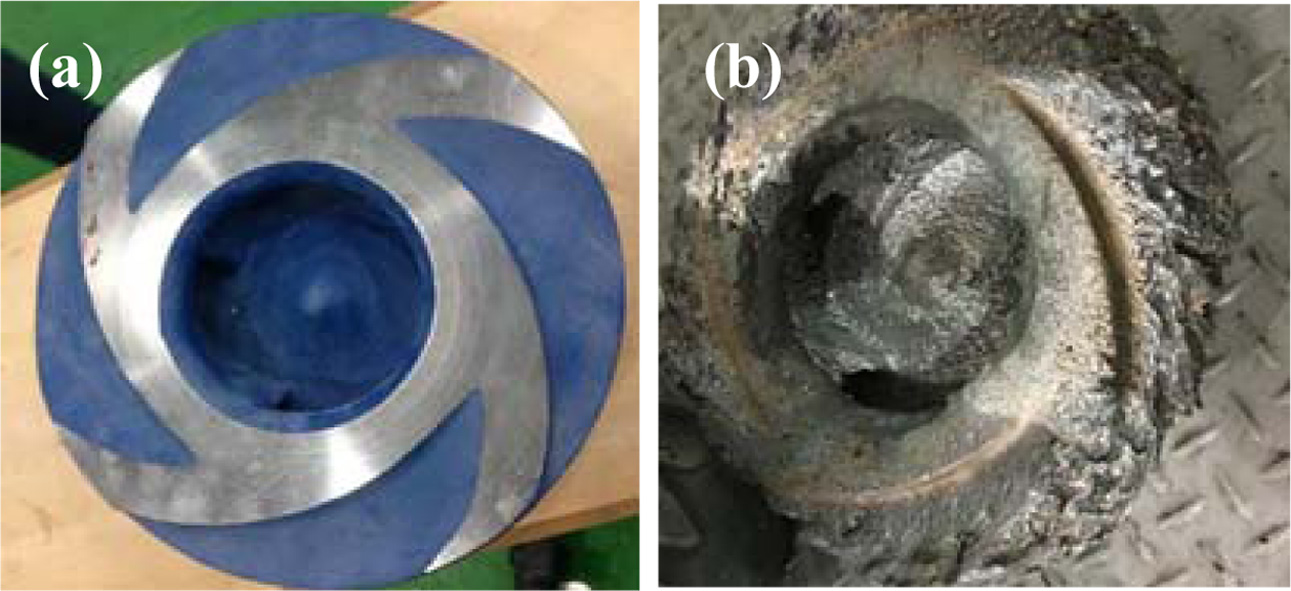
The casting product to be manufactured in this study, a gypsum bleed pump, is a closed impeller of 250 mm that extracts limestone slurry from a desulfurization facility and sends it to the tank. The pump impeller used in the desulfurization facility has lost the impeller function due to corrosion by the limestone after a certain period of use, as shown in Fig. 3. Therefore, the impeller was cast with iron containing a large amount of Cr to improve the corrosion resistance.
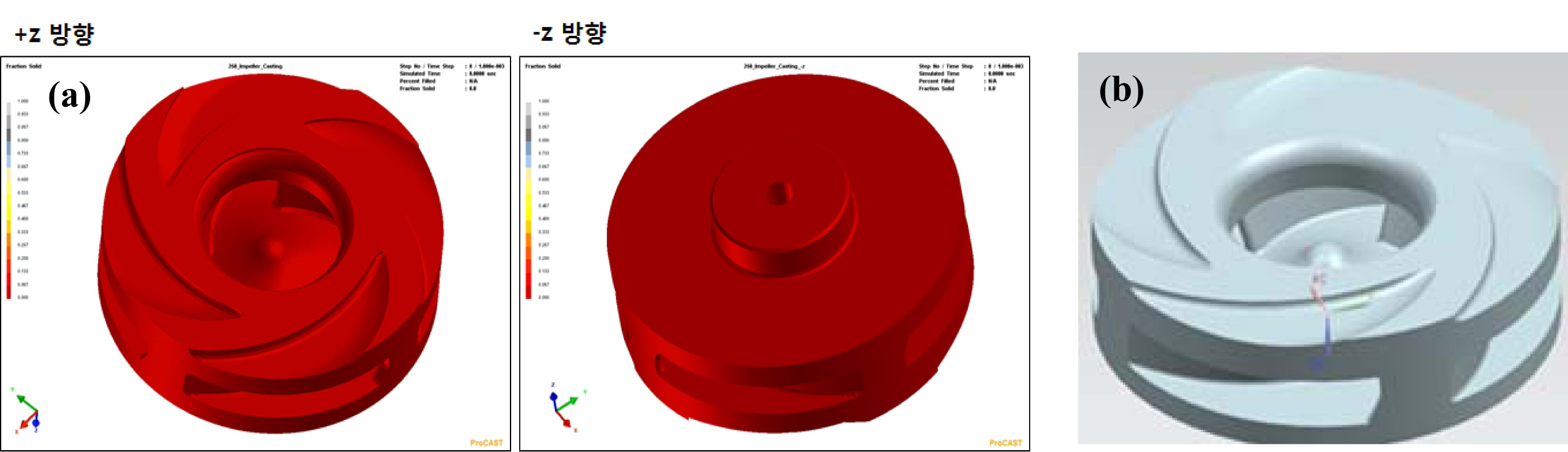
A solidification analysis was carried out to design the mold and core in the form of a real shape. The coagulation analysis method was carried out by the “Pro-Cast” program. As shown in Fig. 4(a), when the gravity direction was set in both directions of the Z axis in the coagulation behavior, the behavior was almost identical in both directions. Depending on the results in Fig. 4(a), the 3D model of the gypsum bleed pump impeller was designed (Fig. 4(b)),
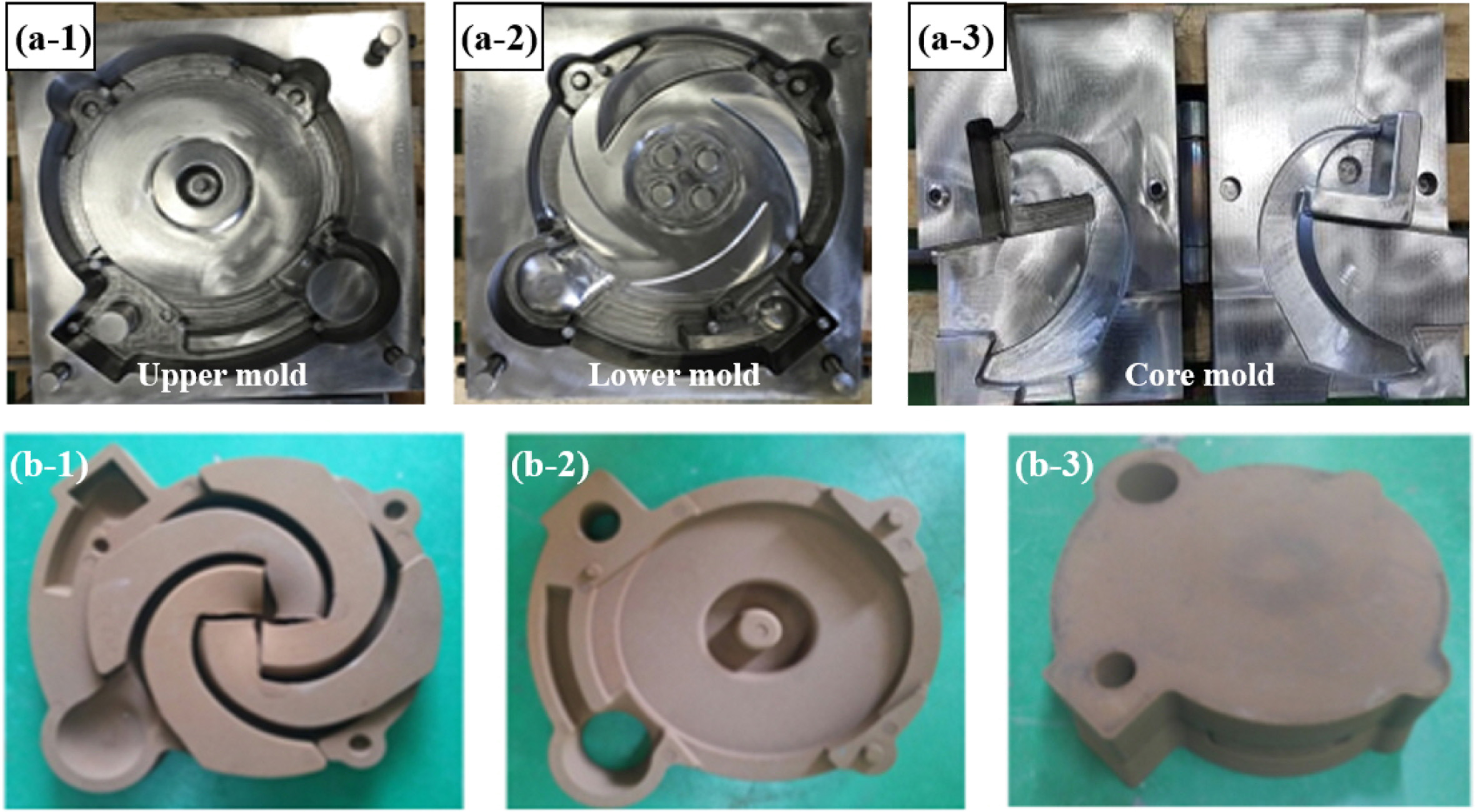
The metal molds for making a real mold was produced by giving a margin for the processing part and casting margin to 20/1000 (Figs. 5(a-1) and 5(a-2)). In addition, the core mold for forming the air flow path in the impeller is shown in Fig. 5(a-3). Because the sand-casting does not use the shell mold method, unlike precision-casting, the molds are made by combining the upper mold for the pouring in of the molten metal and the lower mold for the shape formation of the casting product. The allowable error in the metal mold was given a dimension of ±0.05 mm. The mold and core applied the inorganic binder for casting the 250 mm impeller are presented in Fig. 5(b), showing no crack and shape change even after the heat treatment at 1,000 oC.
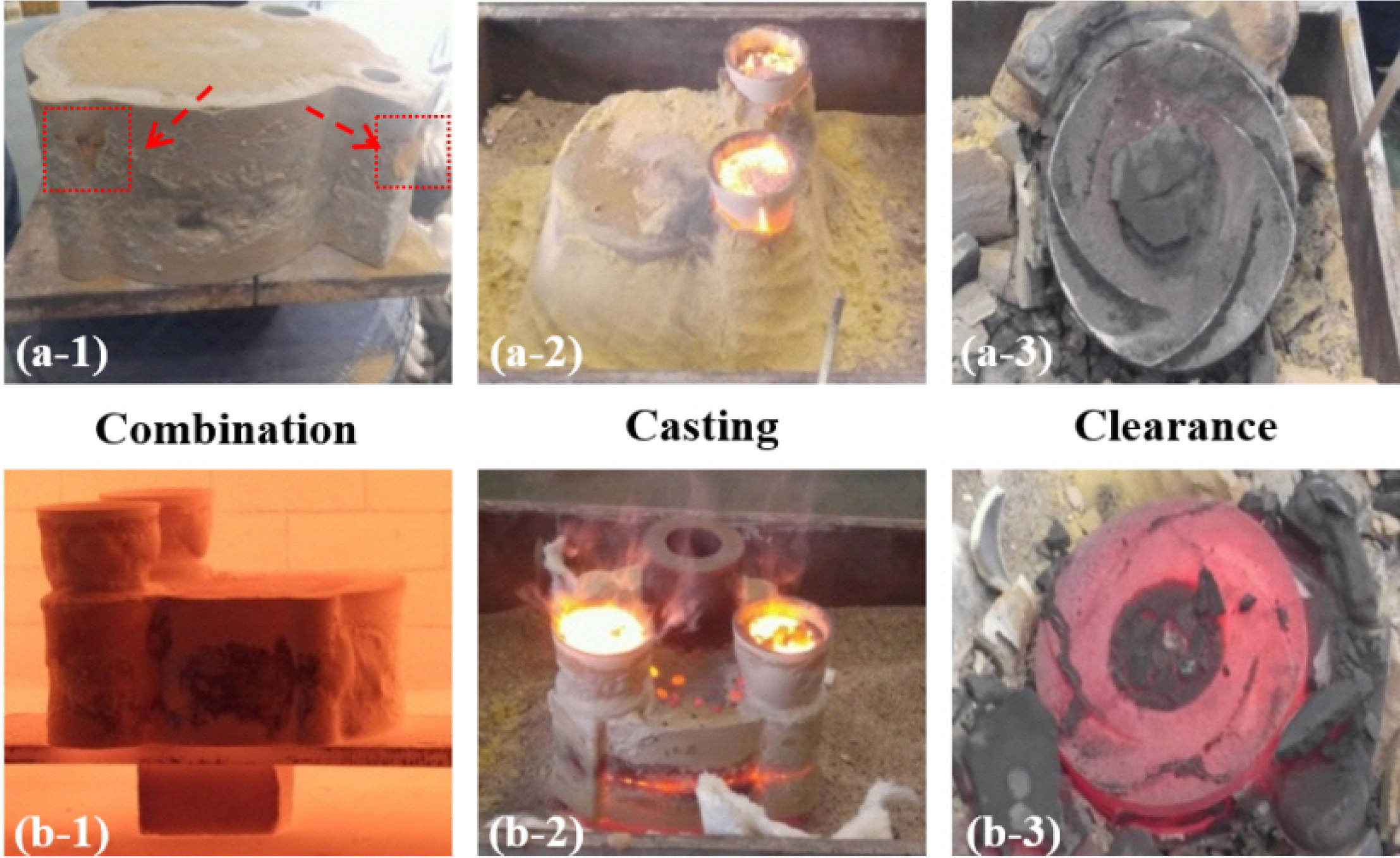
In this study, the sand-casting was carried out under two casting conditions of a normal temperature of 250 oC and a high temperature of 750 oC to investigate the characteristics of the cast impellers according to the flowability of the molten metal. The casting process according to casting conditions is shown in Fig. 6. The mold was not deformed even when the molten metal was poured in, regardless of the casting condition, and the molds collapsed without any problem in the clearance process after cooling.
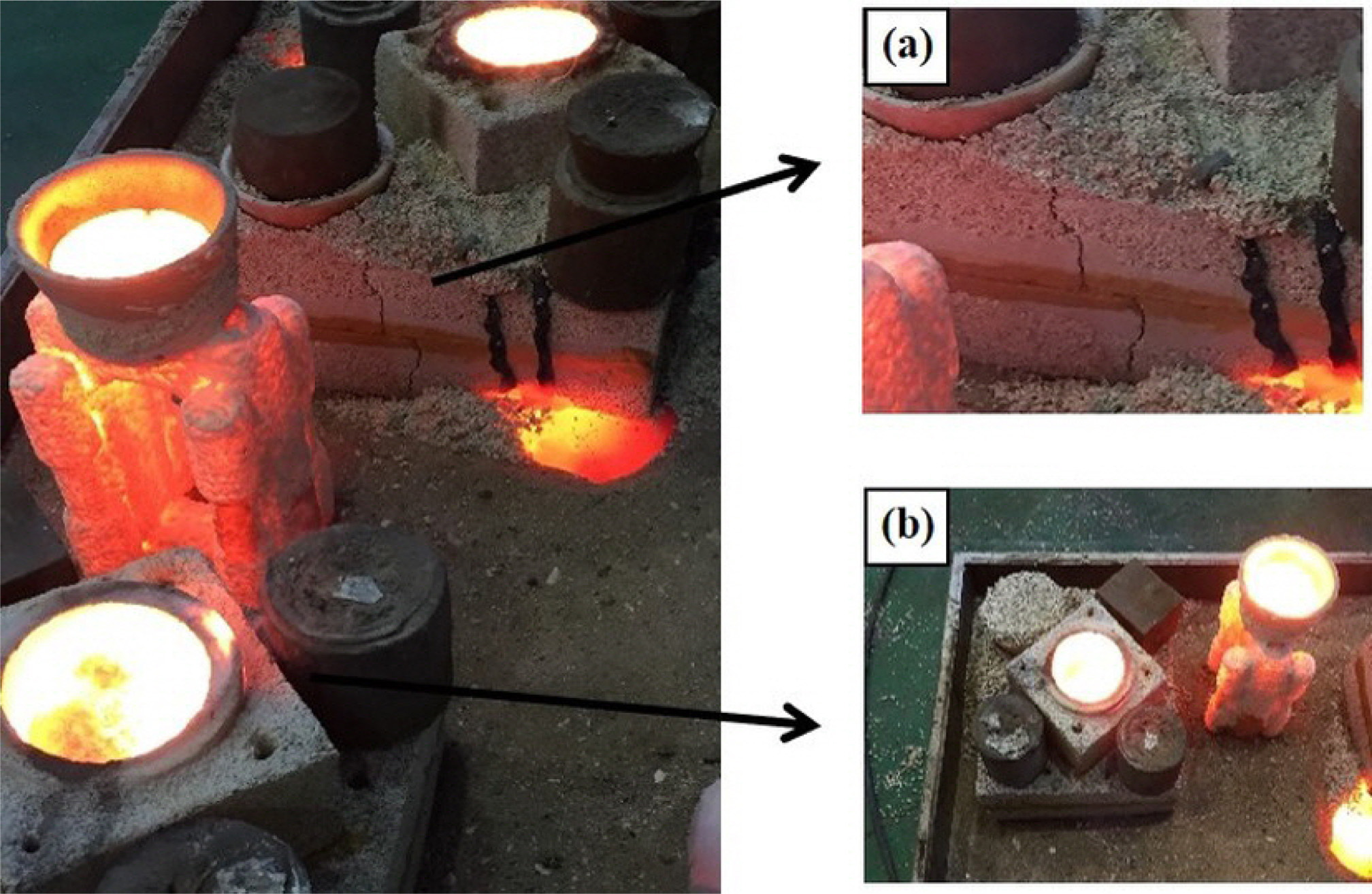
Fig. 7 shows the shapes of the molds during casting in the general sand-casting process and the process applied in this study. In the conventional sand mold, molten metal leaks out of the mold by the collapse of mold during the casting, while molten metal is still in the newly proposed mold. That is, in the sand-casting process, the mold is destroyed during casting by de- composition of the organic binder, but in the modified sand-casting process in which the inorganic binder is applied, the mold withstands even the high temperature molten metal due to the generation of glass phase by the inorganic binder.
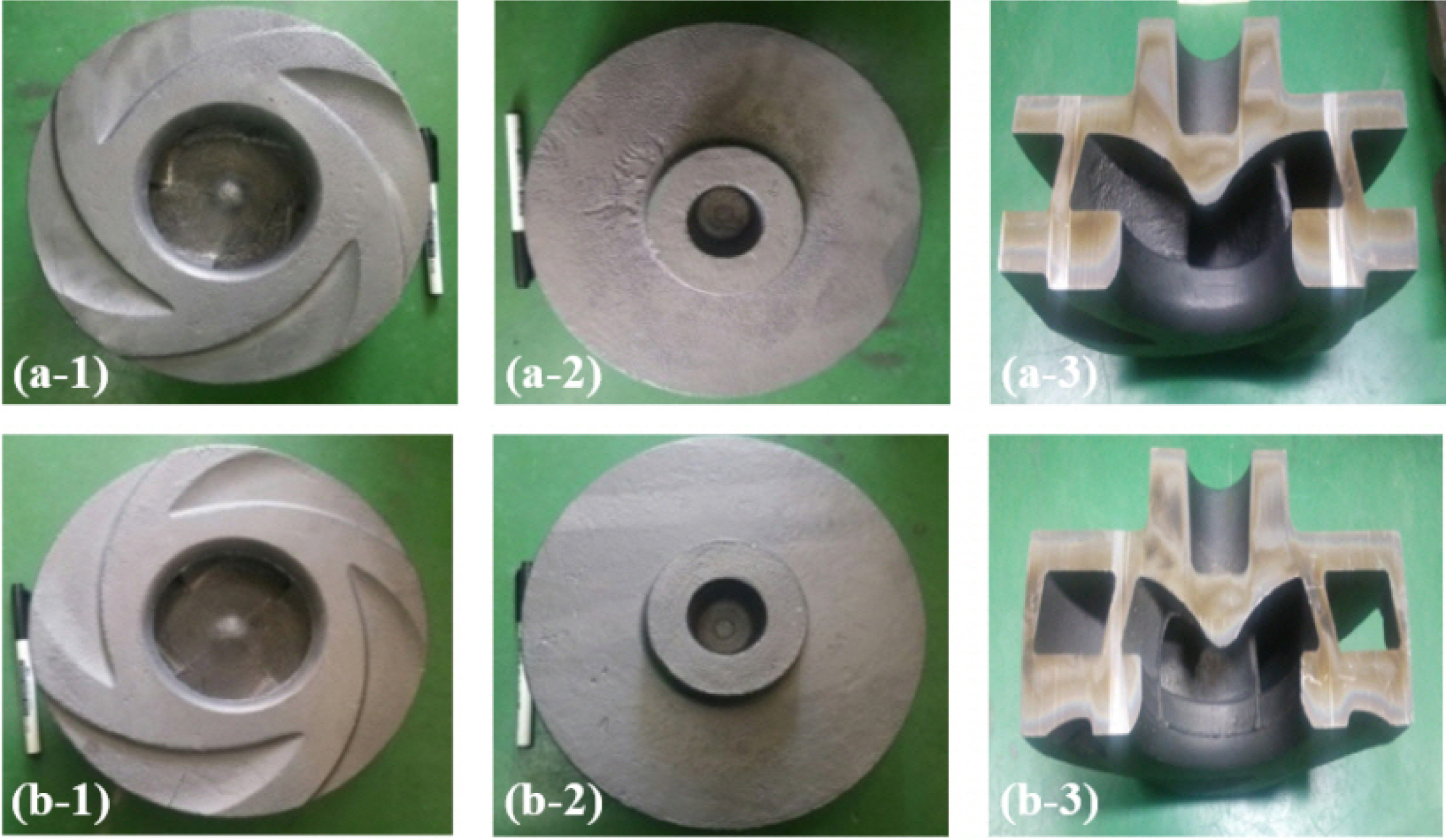
The casted impellers after a posttreatment r are shown in Fig. 8, which were cast using the mold and core with the inorganic binder. The cast impellers underwent annealing heat treatment for smooth surface and hardening heat treatment to improve the mechanical properties. The hardness of the products cast at normal and high temperatures after the annealing and hardening heat treatments were 33.3-34.5 Hv and 59.1-59.2 Hv, respectively [19, 20]. As shown in Fig. 8, the surface roughness, shape, and integrity were ensured, as was a cross section of the products. In addition, there were no defects in the impeller, and the elution property of the core after the casting was excellent, regardless of the casting condition. The impeller manufactured at the high temperature showed better surface roughness than that at the normal temperature. When the molten metal was poured into the mold at the high temperature, the temperature difference between the mold and the molten metal during the solidification was lower than that at the normal temperature. This indicates that the surface roughness could be control and the dimensional stability could be obtained by increasing the flowability of the molten metal. Therefore, the abrasion and corrosion resistance tests were carried out with the impeller casted at the high temperature.
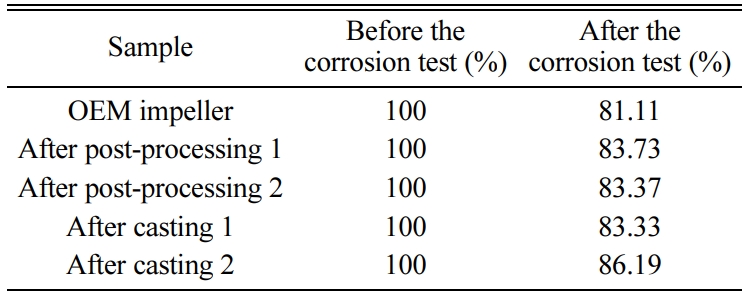
The results of the abrasion resistance test for the 250 mm impeller are shown in Table 3. In the case of a postprocessed impeller, because the hardness value differs from that of the cast impeller due to the heat treatment (annealing and hardening heat treatments), two samples were prepared for the cast and postprocessed products. In addition, the impellers were sampled from the outer surface of the blade, where wear is most severe during operation. As a result of the abrasion test, it was confirmed that the impeller fabricated in this study has good abrasion resistance, and the abrasion resistance of the postprocessing impeller is somewhat superior to that of the cast impeller. This is considered to be the result of the change of hardness by the annealing and hardening heat treatments. These values were also similar to those of the OEM (original equip- ment manufacturer) impeller. The results of the corrosion resistance test for the cast and postprocessing impellers are shown in Table 4, in comparison with that of the OEM impeller. The cast and postprocessing impellers showed excellent internal characteristics compared with the OEM impeller. These results suggest that the austenite structure with a high corrosion resistance is higher than for the OEM product [19, 20]. The impeller cast using the mold and core with the inorganic binder had improved corrosion resistance by 130% against the OEM impeller.
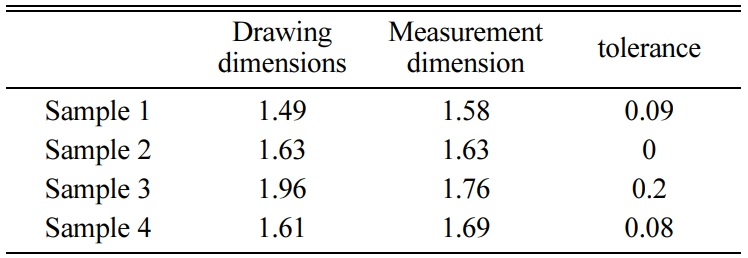
The ultrasonic analysis for thickness evaluation of casting impeller, and RT and MT tests for defect analysis were produced. The thickness results of the cast impeller and the dimension results in the drawing are shown in Table 5, and the Thickness tolerance of the impeller was about ± 0.2. Magnetic particle testing (MT) and radiographic test (RT) were performed to examine the external and internal defects of the impeller. The MT is a non-destructive test method for detecting by magnetic particles attached to magnetic poles formed on a defective part to examine surface defect. A RT test was performed to identify internal defects. The manufactured the gypsum bleed pump impeller ensured soundness in both MT and RT tests.
|
Fig. 2 Fracture strength of samples prepared with the inorganic binder after heat treatment : (a) process I and (b) process II. |
|
Fig. 3 Gypsum bleed pump impeller used in power generation: (a) new impeller and (b) used impeller. |
|
Fig. 4 Solidification analysis and 3D design for 250 mm impeller: (a) Coagulation behaviour and (b) 3D modelling. |
|
Fig. 5 Mold and core prepared by metal molds for 250 mm impeller: (a) metal molds and (b) mold and core. Each number in (a) indicates the upper mold, lower mold, and core mold, respectively. Each number in (b) indicates the lower mold combined with core, upper mold, and sealed mold, respectively |
|
Fig. 6 Casting process of 250 mm impeller: (a) normal temperature of 250 oC and (b) high temperature of 750 oC. Each number indicates the mold and core, casting process, and products after the clearing process. |
|
Fig. 7 Shape of mold: (a) conventional sand-casting process and (b) modified sand-casting with the inorganic binder during casting. |
|
Fig. 8 Real impellers of 250 mm after postprocessing: (a) normal temperature of 250 oC and (b) high temperature of 750 oC. Each number indicates the bottom side, top side, and cross-section plane in each product |

|
Table 4 Results of the corrosion test of the 250-mm impeller cast in this study. |
An inorganic binder was introduced into a modified sand-casting process to cast a gypsum bleed pump impeller, which had been manufactured by precision-casting. Mullite bead powder was used as a starting material for preparing the mold and core with a high heat resistance, a low permeability of molten metal into the mold, and a reasonable reproducibility. The samples prepared with the inorganic binder showed sufficient fracture strength in the glass phase generated from the inorganic binder, and this led to a high fluidity of the molten metal during the casting. The impeller cast at the high temperature of 750 oC showed a better surface roughness and a higher mold collapse than that at the normal temperature of 250 oC due to the high fluidity of the molten metal. The impeller fabricated in this study has good abrasion and corrosion resistance compared with the OEM impeller. Additionally, the gypsum bleed pump impeller was cast with low tolerances and without external and internal defects. Therefore, it can be con- sidered that the application of the inorganic precursor in the sand-casting process is suitable for manufacturing an impeller with high quality.
This work was supported by “Human Resources Program in Energy Technology” of the KETEP and MOTIE of the Republic of Korea (No. 20194030202450), and by grants (NRF-2019R1D1A3A03103822) from the National Research Foundation (NRF) of Korea funded by the Korean Government.
- 1. Y.A. Meng and B.G. Thomas, Metal. Mater. Trans. B 34 (2003) 707-725.
-

- 2. M. Şimşir, L.C. Kumruoğlu, and A. Özer, Mater. Des. 30[2] (2009) 264-270.
-
- 3. H. Saridikmen and N. Kuskonmaz, Ceram. Inter. 31[6] (2005) 873-878.
-
- 4. J. Jiang and X.Y. Liu, J. Mater. Process. Technol. 189[1-3] (2007) 247-255.
-
- 5. N. Sasaki, Foundry Manag. Technol. 137 (2009) 21-25.
- 6. M. Barsoum, in “Fundamentals of ceramics” (McGraw-Hill, 1997) p.70-75.
- 7. W.D. Callister, in “Materials science and engineering: an introduction” (Wiley, 1997) p.281-335.
- 8. S. Ege, in “Organic chemistry” (Heath and Company, 1994) p.337-373.
- 9. P.G. Shewmon, in “Diffusion in solids” (McGraw-Hill, 1963).
- 10. X. Shi, S. Xu, J. Lin, S. Feng, and J. Wang, Mater. Lett. 63[5] (2009) 527-529.
-
- 11. Y. Chen, Y. Hong, F. Zheng, J. Li, Y. Wu, and L. Li, J. Alloys Compd. 478[1-2] (2009) 411-414.
-
- 12. J.L. Gurav, A.V. Rao, A.P. Rao, D.Y. Nadargi, and S.D. Bhagat, J. Alloys Compd. 476 (2009) 397-402.
-
- 13. M. Anbia and M. Lashgari. Chem. Eng. J. 150[2-3] (2009) 555-560.
-
- 14. W. Xue, A. Bandyopadhyay, and S. Bose, Acta. Biomater. 5[5] (2009) 1686-1696.
-
- 15. 2012 NCB (Nagai Cerabeads) Technical Brochure, http://www.itc-cera.co.jp
- 16. G.F.T. Lay, M.C. Rockwell, J.C. Wiltshire, and C. Ketata, Ceram. Inter. 35[5] (2009) 1961-1967.
-
- 17. P.K. Sahoo, R. Samal, S.K. Swain, and P.K. Rana, Eur. Polym. J. 44[11] (2008) 3522-3528.
-
- 18. A.K. Sandhu, S. Singh, and O.P. Pandey, Mater. Chem. Phys. 115[2-3] (2009) 783-788.
-
- 19. N. Poolthong, H. Nomura, and M. Takita, Mater. Trans. 45[3] (2004) 880-887.
-
- 20. A.E. Karantzalis, A. Lekatou, and H. Mavros, J. Mater. Eng. Perform. 18 (2009) 174-181.
-
 This Article
This Article
-
2021; 22(1): 1-7
Published on Feb 28, 2021
- 10.36410/jcpr.2021.22.1.1
- Received on Jan 6, 2020
- Revised on Mar 31, 2020
- Accepted on Aug 14, 2020
Services
- Abstract
introduction
experimental procedure
results and discussion
conclusions
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Yeon-Gil Jung
-
aSchool of Materials Science and Engineering, Changwon National University, Changwon, Gyeongnam 641-773, Republic of Korea
bDepartment of Materials Convergence and System Engineering, Changwon National University, 20 Changwondaehak-ro, Uichang-gu, Changwon-si, Gyeongsangnam-do 51140, Republic of Korea
Tel : +82-55-213-3712 Fax: +82-55-262-6486 - E-mail: jungyg@changwon.ac.kr
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr