





- Tensile strength of wood polylactic acid composite: A meta-analysis
Lei Lva,*, Zhenhua Guob,#,* and Hongdi Wanga
aWood Science Research Institute of Heilongjiang Academy of Forestry, No. 134 Haping Road, Harbin 150080, P. R. China
bHeilongjiang Academy of Agricultural Sciences, Animal Husbandry Research Institute, Key Laboratory of Combining Farming and Animal Husbandry, Ministry of Agriculture and Rural Affairs, No. 368 Xuefu Road, Harbin 150086, P. R. China
It is worth mentioning that
polylactic acid (PLA) is extracted from plants and it can be considered a
renewable resource. The sustainable development of resources can be achieved by
turning PLA and wood production into wood plastic composite (WPC). In this
study, the mechanical properties of WPC were compared in a meta-analysis that
focused on WPC made with PLA because the tensile strength (TS) of WPC compared
with PLA was unclear. We assessed changes in the mechanical properties of PLA
and wood used to make WPC by identifying 1919 peer-reviewed manuscripts, of
which 15 articles were included in this analysis. We found that adding 10%–50%
wood flour reduced the TS, breaking elongation, and impact strength of WPC.
This did not affect the bending modulus. More work is required to solve the
compatibility issues between wood fiber and plastics as well as to better
understand the degradability of PLA-WPC. Additionally, the cost reduction for
WPC synthesis must be addressed.
Keywords: Meta-analysis, Polylactic acid, Tensile strength, Wood, Wood plastic composite
Wood plastic composite (WPC) is a
composite material made of waste wood and plastics [1]. WPC is simple to
process, has suitable mechanical properties, is water-resistant, and it can be
shaped in various ways [2-4]. WPC products have been continuously improved so
that they are stable wood substitutes. As ecological protection awareness has
increased and attention has been paid to sustainable resources, biodegradable
WPC has been used for industrial production [5]. Currently, biodegradable macromolecule materials such as
polylactic acid (PLA), and polybutylene
succinate (PBS) have been successfully commercialized [6-8]. PLA has high
strength and rigidity, and its tensile strength (TS) is greater than that of
other biodegradable plastics. However, PLA has poor toughness and ductility and
it is hard and brittle at room temperature [9]. PLA is also extracted from plants and it can be
considered a renewable resource. Sustainable resource development can be
achieved by turning PLA and wood into WPC.
Tensile strength is an important
index for measuring the mechanical properties of
WPC [10]. Some researchers have
suggested that the TS of WPC is less than that of PLA, but other researchers
have suggested the opposite [10-12].
Thus, this analysis was undertaken to determine the changes in the TS of WPC (that was made from PLA). We also
studied some related mechanical properties and compared the differences between WPC and PLA.
Database
and data extraction
Our meta-analysis was conducted to
assess how combining PLA and wood to make WPC affected the TS. Published literature from 1980 to January 2019 was
searched from Science Direct, Springer, Web of
Science, Wiley, and Ovid Technologies with the key words: ‘wood plastic composite’,
‘wood composite’, ‘wood biocomposites’, ‘wood
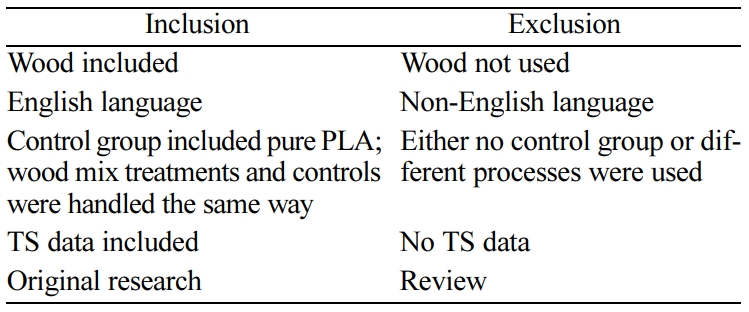
flour composite’, ‘polylactic acid’, ‘PLA’, and ‘tensile strength’. We identified 1919 articles that we screened for inclusion in the
meta-analysis according to the criteria listed in Table 1.
Data
analysis
In this meta-analysis,
we focused on the percentage of wood. Thus, we separated the data by 10%, 20%,
30%, 40%, and 50% for each study. The equation for the average TS for each
dataset was calculated as follows:

where PLATS is the pure PLA material TS, as a control group. WPCTS is the WPC material TS with every dataset. The standard errors (SE) were calculated with the
following equation
The similar breaking elongation and impact strength were
calculated in the same way.
The equation of the average
tensile modulus (TM) increase percentage for each dataset was calculated as
follows:

where PLATM is the pure PLA material TM, as a control group. WPCTM is the WPC material TM with every dataset. The standard errors (SE) of the TM were calculated
with the following equation
The similar bending modulus was calculated in the same
way.
The heterogeneity
was determined using the Higgins statistic, a p-value, and an I2
statistic [13]. A categorical random-effects model was adopted
using Review Manager, Version 5.3 (Copenhagen: Nordic Cochrane Centre, Cochrane
Collaboration).
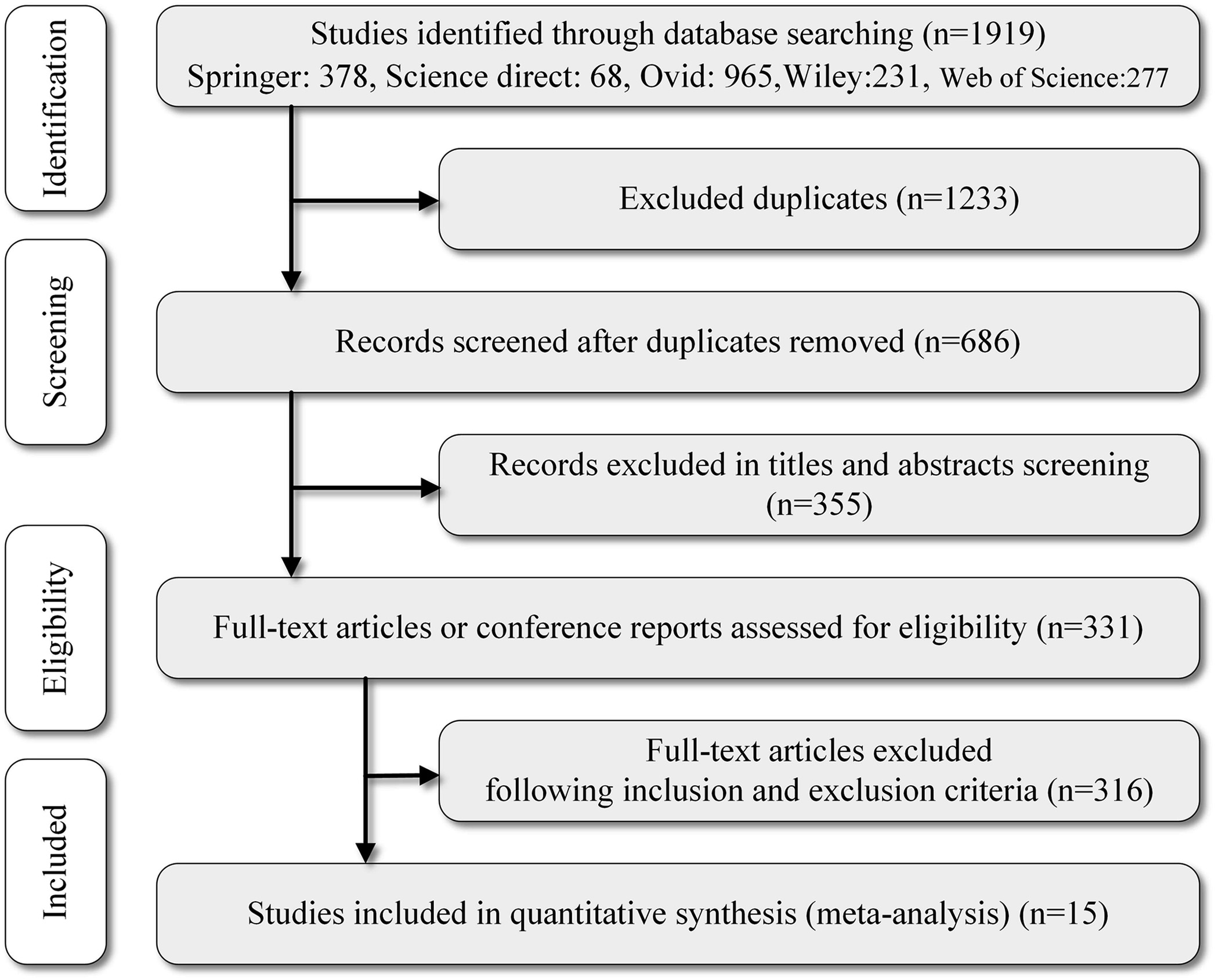
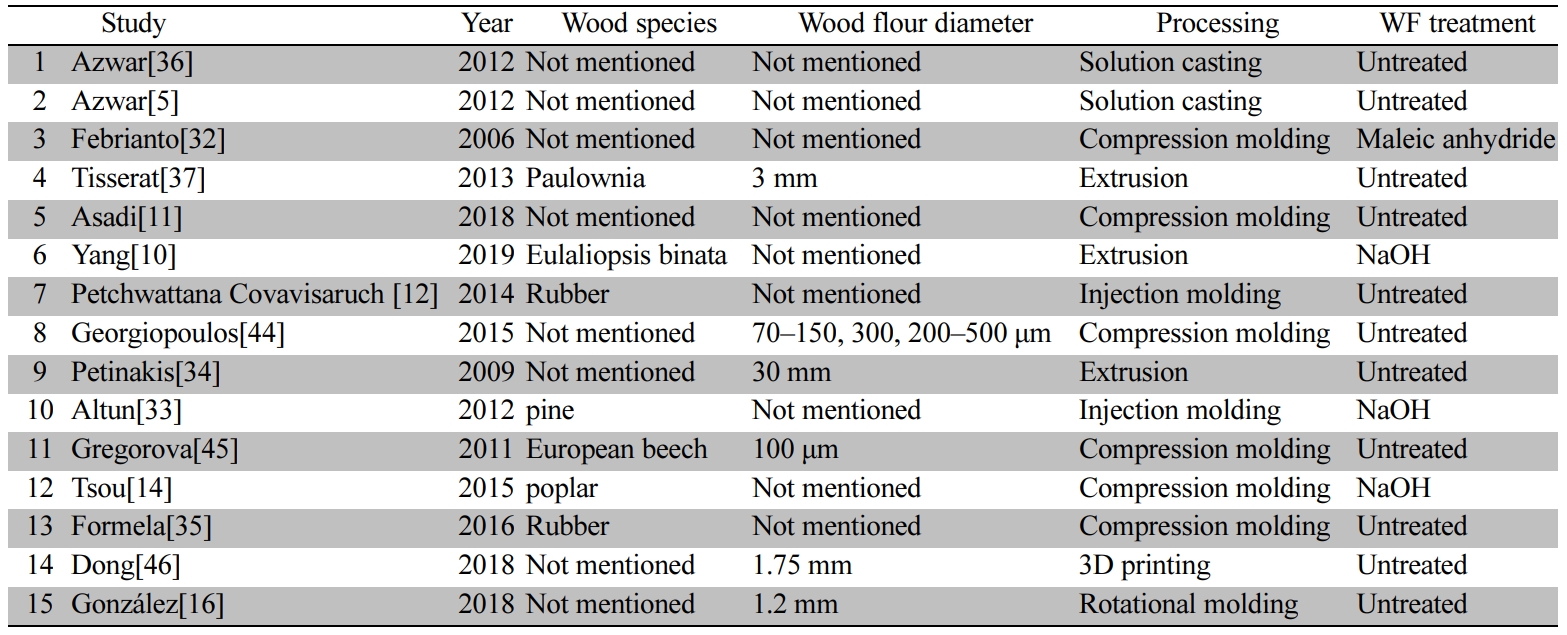
We retrieved 1919 articles and 15
articles were included (Fig. 1 and Table 2). From these 15 articles, we
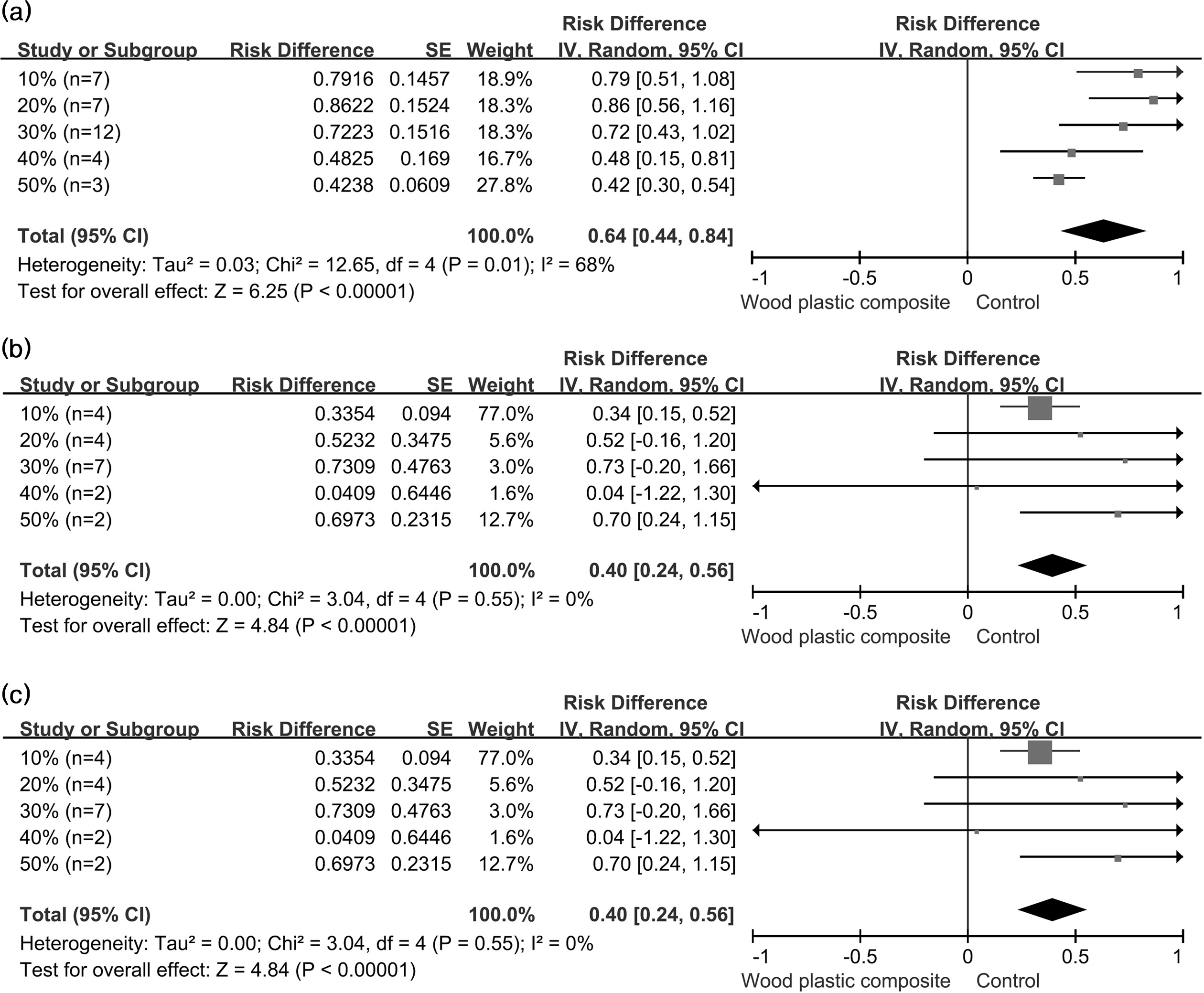
retrieved 33 TS datasets. Fig. 2(a) shows
that with WPC made with PLA, mixing 10~50% wood fibers reduced the TS.
The WPC TS character reached only 64% pure PLA. Fig. 2(b)
shows WPC mixed with 10%, 20%, 30%, and 50% wood fibers. All of the mixtures showed reduced breaking elongation.
Overall, the WPC materials were able
to stretch only 47% as far as the pure PLA materials before breaking. Fig.
2(c) shows that WPC with 10~50% wood fibers could increase the tensile modulus to 140% of pure PLA.
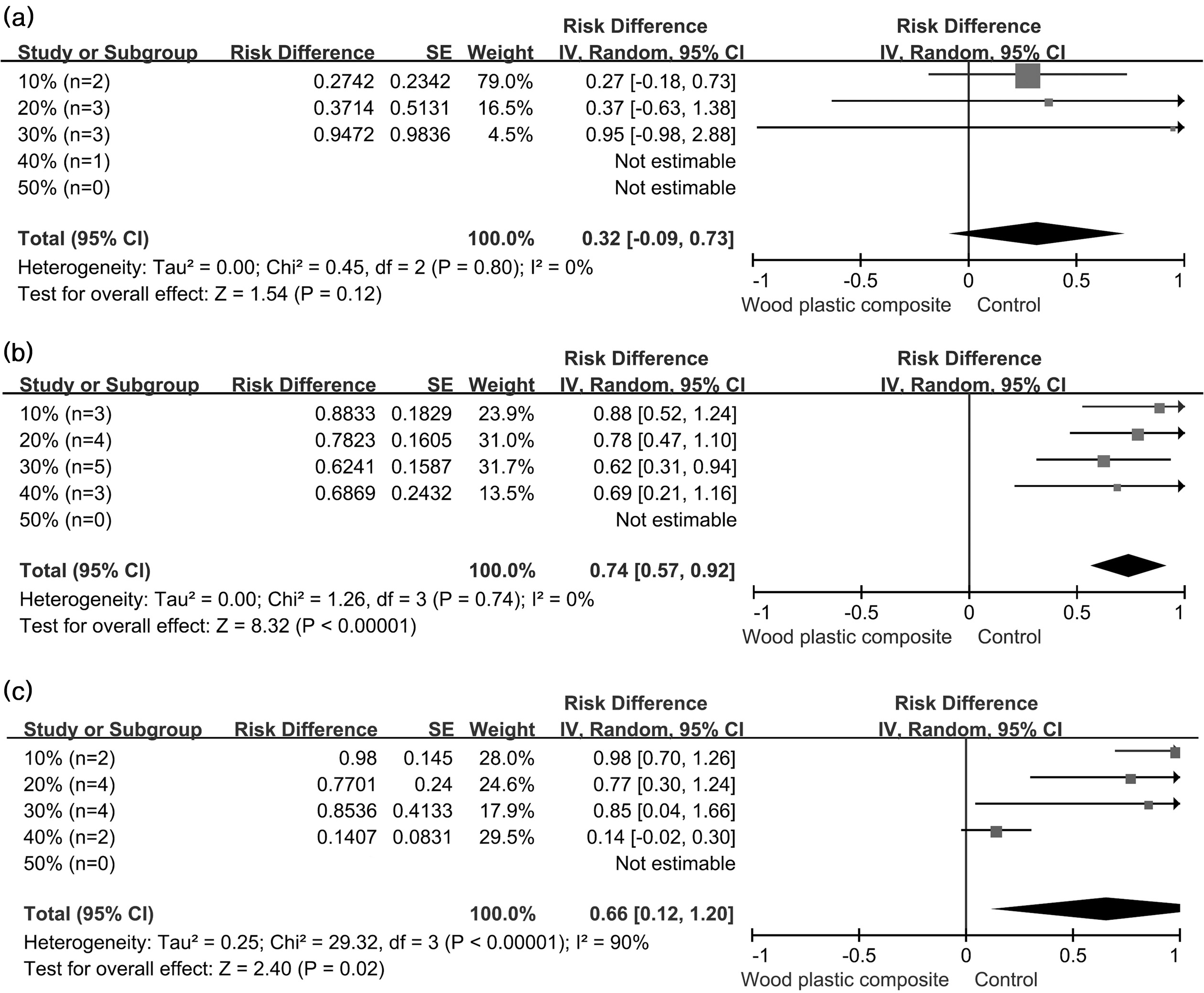
In addition, mixed wood fibers did not affect the bending modulus (Fig.
3(a)). WPC could reach 74% of the impact strength of pure PLA (Fig.
3(b)).
|
Fig. 1 Summary of the study selection process. |
|
Fig. 2 Forest plot of the meta-analysis. (A) wood fiber mixing effect on TS change for different datasets, (B) effect on WPC change for
the breaking elongation, and (C) effect on WPC tensile modulus change. CI = 95% confidence interval. |
|
Fig. 3 Forest plot of the meta-analysis. (A) wood fiber mixing effect on the bending modulus change for different datasets, (B) effect on
WPC change impact strength. CI = 95% confidence interval. |
The most important factor
affecting the mechanical properties of WPC is the proportion of wood flour
added to a mixture [14]. We found that adding 10%–50% wood flour reduced the
TS, breaking elongation, and impact strength. WPC offers a way to use waste
wood, reduce resource waste, and reduce the cost of plastic products [15]. The
TS along a wood grain direction is the largest of all wood strengths. Because
WPC contains wood flour, its TS is less than that of plastics [16].
Cellulose, hemicellulose, and
lignin are the main components of wood flour [17]. Wood flour cellulose has a
large number of hydroxyl groups [18]. Chemical and physical methods can be used
to pretreat or modify lignocellulosic fibers, which can reduce fiber surface
smoothness or alter fibers to form oil-affinity non-polar groups and increase
their fluidity, reduce repulsion between
fibers and hydrophobic polymers, and improve the interfacial compatibility between the two material phases [19]. At present, heat, steam explosion [20],
alkali [21], and etherification [22]
treatments and grafting modifications are more common approaches for wood
fiber [�20-23]. Studies showed that wood fiber and PLA could
be easily distinguished for each sample section due to the poor compatibility
between wood flour fiber and plastic.
Hemicellulose has a low molecular weight and poor
stability, which reduces the strength of WPC [24]. Hemicellulose in wood flour
can be removed with hot water or alkali treatments and it can be degraded by
high temperature or steam explosion treatments [24]. The mechanical properties,
dimensional stability, and interfacial compatibility of WPC prepared from wood
flour with hemicellulose removal were improved, and water absorption decreased
[25].
Lignin has a three-dimensional network structure and it is
hydrophobic [26]. The poor interfacial bonding of lignin-filled polypropylene
composites results in poor mechanical properties of WPC compared with pure
polypropylene [27]. When lignin is added to WPC as a coupling agent, the TS and
modulus of the composites increase and the water absorption and swelling of the
water absorption thickness decrease [28]. Additionally, the thermal stability
increases, but it is not conducive to the aging resistance of the composites
[29].
Tree wood flour has different
textures as well as variable cellulose, hemicellulose, lignin, and extract content [30]. The degree of uniformity of the
dispersion in matrix plastics varies during
polymerization. Wood flour drying is uneven and moisture remains, which
influences the volume of wood flour in WPC with the same components [31]. Thus,
properties vary for WPC prepared
from different wood flours. Our study evaluated different
types of wood. A lack of heterogeneity was not found upon the calculation of the breaking elongation, tensile modulus, bending modulus, or impact
strength.
WPC is processed by mixing, and it
is formed with extrusion, pressing, and injection molding [10,
32, 33]. Extrusion can be continuous and
it offers uniformity. Compared with other methods, extrusion is a low-consumption and high-output production process, suitable for the production
of various profiles and sheets. WPC processing is widely used in industrial
production [34]. Compression
molding is one of the oldest methods of polymer processing and it involves
adding premix into a mold and pressing the material to melt it until it has a
viscous flow. Then the material is pressed into WPC products [35]. In our study, different WPC mixing processes were
combined and calculated in a unified way.
WPC is brittle and when it is impacted by external forces,
fractures often occur. The interface compatibility between
wood flour and matrix plastics is poor, and it is difficult
to form stable chemical bonds between them; usually only
physical bonding occurs [36]. Therefore, when a large amount of wood fiber is
added, wood fiber produces stress concentration points in WPC, which are more
likely to form cracks that propagate. This hinders further the polymerization
of plastics in the melting process, making the plastic chain smaller [37]. For
these reasons, WPCs are prone to brittle fractures at the joints of the wood
flour fiber and plastic matrix when impacted by external forces, which results
in poor toughness for the WPC [9]. To improve the toughness of WPC and expand
its application and service life, the following methods are generally used: (1)
improving the strengthof the plastic matrix, (2) adding a toughening
agent, (3) optimizing the properties of wood fiber,
such as addition, particle size, and dispersion, and (4)
increasing the length-diameter ratio of the fillers [38].
Lactic acid is obtained by the
fermentation of starch that is extracted from renewable resources such as corn
and potatoes and is polymerized into PLA [8, 39]. PLA is biodegradable and it
can be completely decomposed and combined in soil or water under the action of
microorganisms, water, acid, and alkali in a day. This then becomes the
starting material for starch under photosynthesis. PLA is not a pollutant. It
is extracted from plants and it can be considered a renewable resource [39].
However, PLA has some shortcomings. First, PLA contains a large number of
non-polar hydrophobic carboxyl and ester bonds, which leads to poor
compatibility between PLA and most polar substances
containing hydrophilic hydroxyl groups. Because PLA is a linear polymer, its thermal deformation temperature is low,
its impact resistance is poor, and its appearance is hard and brittle [40]. That is why we have focused our research on PLA.
Recently, PLA has been modified
[2] with blending, copolymerization modification, and nano-composite
modification [41, 42]. Due to the complex production process and high
investment cost of copolymerization modification, this type of toughening is
still in the research stage, and few
commercialized copolymerization modification
products are available [42]. Toughening with a controlled molding process is
suitable only for the production of specific products and not for the
modification of conventional resin raw materials. Blending modification can be
used because of its simple production process and easy controllability [41].
Due to the limited published data, we assessed the proportion
of wood flour added to WPC. The mechanical properties of
WPC are affected by the different sizes of wood fiber, tree species, molding
processes, and compatibility treatments of
wood fiber [35,37]. We did not address these in this meta-analysis; this is
one limitation of our work.
There are unsolved problems with
the dispersion and compatibility of wood flour in plastics. Wood flour
self-polymerization often occurs, resulting in wood flour particles in the
plastic matrix resin that are not uniformly dispersed [32]. Therefore, to produce WPC with good properties,
compatibility issues must be solved.
The mechanical properties of WPC
are weaker than the mechanical properties of solid wood, so plastics are mixed
with wood particles to strengthen the material. However, these products are
weaker than plastics [10]. Compared with pure PLA, the TS, breaking elongation, tensile modulus,
bending modulus, and impact strength of WPC did not change, even though the
value was measured twice. For this reason, the current focus with respect to
WPC is on reducing manufacturing costs. PLA and wood fibers are derived from the environment, and as such, they are biodegradable. There is a raw
material mixing step in the WPC production process. If self-healing material is
added [43], WPCs may be used in a wider range of fields.
We thank LetPub (www.letpub.com)
for its linguistic assistance during the preparation of this manuscript. This
work was supported by the National Forestry Industry Standards of China (Grant
number 2016-LY-054).
- 1. X. Lin, Z. Zhang, Z. Zhang, J. Sun, Q. Wang, and C.U. Pittman, Waste Manag. 79 (2018) 38-47.
-

- 2. X. Gao, L. Lin, J. Pang, F. Chen, and Q. Li, Carbohydr Polym. 207 (2019) 343-351.
-
- 3. T. Ozdemir, and F. Mengeloglu, Int. J. Mol. Sci. 9[12] (2008) 2559-2569.
-
- 4. O. Das, A. K. Sarmah, and D. Bhattacharyya, Waste Manag. 38 (2015) 132-40.
-
- 5. E. Azwar, B. Yin, and M. Hakkarainen, J. Chem. Technol. Biot. 88 (2013) 897-903.
-
- 6. E. Azwar, B. Yin, and M. Hakkarainen, J. Chem. Technol. Biot. 88[5] (2013) 897-903.
-
- 7. X. Qi, J.G. Liu, and L.F. Huang, Zhongguo Xiu Fu Chong Jian Wai Ke Za Zhi, 15[4] (2001) 202-205.
- 8. A.K. Urbanek, W. Rymowicz, M.C. Strzelecki, W. Kociuba, L. Franczak, and A.M. Mironczuk, AMB Express. 7[1] (2017) 148.
-
- 9. L. Quiles-Carrillo, N. Montanes, F. Pineiro, A. Jorda-Vilaplana, and S. Torres-Giner, Materials (Basel) 11[11] (2018) 2138.
-
- 10. Y. Yang, L. Haurie, J. Wen, S. Zhang, A. Ollivier, and D. Wang, Ind. Crop. Prod. 130 (2019) 301-309.
-
- 11. M. Asadi, B. Bazyar, A. H. Hemmasi, I. Ghsemi, and M. Talaeipoor, Sci. J. Wood Technol. 69[2] (2018) 127-134.
-
- 12. N. Petchwattana, and S. Covavisaruch, J. Bionic. Eng. 11[4] (2014) 630-637.
-
- 13. M.L. de la Cruz, I. Conrado, A. Nault, A. Perez, L. Dominguez, and J. Alvarez, Res. Vet. Sci. 114 (2017) 86-94.
-
- 14. C.-Y. Tsou, C.-L. Wu, C.-H. Tsou, S.-H. Chiu, M.-C. Suen, and W.-S. Hung, Polym. Sci. Ser. B 57[5] (2015) 473-480.
-
- 15. P.F. Sommerhuber, J. Welling, and A. Krause, Waste Manag. 46 (2015) 76-85.
-
- 16. M. González, A. Perez Fonseca, E. Cisneros López, R. Manríquez-González, D. Ramírez-Arreola, D. Rodrigue, and J. Robledo-Ortíz, J. Polym. Environ. 27 (2018) 10-22.
- 17. Z.C. Pedri, L.M. Lozano, K.L. Hermann, C.V. Helm, R.M. Peralta, and L.B. Tavares, Braz. J. Biol. 75[4] (2015) 940-947.
-
- 18. X. Zhang, X. Wu, H. Haryono, and K. Xia, Carbohydr Polym. 113 (2014) 46-52.
-
- 19. B. Arslan, K. Egerton, X. Zhang, and N.I. Abu-Lail, Langmuir 33[27] (2017) 6857-6868.
-
- 20. T. Eom, S. Chaiprapat, and B. Charnnok, J. Environ. Manage. 235 (2019) 231-239.
-
- 21. M. Broda, and C.M. Popescu, Spectrochim Acta A Mol. Biomol. Spectrosc. 209 (2019) 280-287.
-
- 22. J. Chen, F. Lu, X. Si, X. Nie, J. Chen, R. Lu, and J. Xu, Chem. Sus. Chem. 9[23] (2016) 3353-3360.
-
- 23. H.J. Hong, H. Yu, M. Park, and H.S. Jeong, Carbohydr Polym. 210 (2019) 167-174.
-
- 24. B.T. Martinez, A.T. Quintana, Y.T. Cambas, and F.O. Roque, Neotrop. Entomol. 48[4] (2019) 527-537.
-
- 25. J. Olsson, V. Novy, F. Nielsen, O. Wallberg, and M. Galbe, Biotechnol Biofuels. 12 (2019) 1.
-
- 26. F. Zikeli, V. Vinciguerra, A. D'Annibale, D. Capitani, M. Romagnoli, and G. Scarascia Mugnozza, Nanomaterials (Basel), 9[2] (2019) 281.
-
- 27. G. Cicala, C. Tosto, A. Latteri, A. D. La Rosa, I. Blanco, A. Elsabbagh, P. Russo, and G. Ziegmann, Materials (Basel) 10[9] (2017) 998.
-
- 28. L. Lagerquist, A. Pranovich, I. Sumerskii, S. von Schoultz, L. Vahasalo, S. Willfor, and P. Eklund, Molecules, 24[2] (2019) 335.
-
- 29. J. Reyes-Rivera, G. Canche-Escamilla, M. Soto-Hernandez, and T. Terrazas, PLoS One 10[4] (2015) e0123919.
-
- 30. B.D. Kasseney, T. Deng, and J. Mo, J. Econ. Entomol. 104[3] (2011) 862-867.
-
- 31. J. Bossu, J. Beauchene, Y. Estevez, C. Duplais, and B. Clair, PLoS One, 11[3] (2016) e0150777.
-
- 32. F., Febrianto, M., Yoshioka, Y., Nagai, P.M.D., Tahir, W., Syafii and N., Shiraishi, J. Biol. Sci. 6 (2006) 555-563.
- 33. Y. Altun, M. Doğan, and E. Bayramlı, J. Polym. Environ. 21[3] (2013) 850-856.
-
- 34. E. Petinakis, L. Yu, G. Edward, K. Dean, H. Liu, and A.D. Scully, J. Polym. Environ. 17[2] (2009) 83-94.
-
- 35. K. Formela, A. Hejna, Ł. Piszczyk, M.R. Saeb, and X. Colom, Cellulose 23[5] (2016) 3157-3175.
-
- 36. E. Azwar, E. Vuorinen, and M. Hakkarainen, Polym. Degrad. Stabil. 97[3] (2012) 281-287.
-
- 37. B. Tisserat, N. Joshee, A.K. Mahapatra, G.W. Selling, and V.L. Finkenstadt, Ind. Crop. Prod. 44 (2013) 88-96.
-
- 38. A. Winter, N. Mundigler, J. Holzweber, S. Veigel, U. Muller, A. Kovalcik, and W. Gindl-Altmutter, Philos. Trans. A Math. Phys. Eng. Sci. 376[2112] (2018) 20170046.
-
- 39. R. Hashide, K. Yoshida, Y. Hasebe, M. Seno, S. Takahashi, K. Sato, and J. Anzai, J. Nanosci Nanotechnol 14[4] (2014) 3100-3105.
-
- 40. Y. Zuo, J. Gu, L. Yang, Z. Qiao, H. Tan, and Y. Zhang, Int. J. Biol. Macromol. 64 (2014) 174-180.
-
- 41. D. Li, Y. Jiang, S. Lv, X. Liu, J. Gu, Q. Chen, and Y. Zhang, PLoS One 13[3] (2018) e0193520.
-
- 42. L. Gritsch, G. Conoscenti, V. La Carrubba, P. Nooeaid, and A.R. Boccaccini, Mater. Sci. Eng. C Mater. Biol. Appl. 94 (2019) 1083-1101.
-
- 43. M.W. Lee, S.S. Yoon, and A.L. Yarin, ACS Appl. Mater. Interfaces 9[20] (2017) 17449-17455.
-
- 44. P. Georgiopoulos, E. Kontou, and A. Christopoulos, Composites Part B: Engineering 80 (2015) 134-144.
-
- 45. A. Gregorova, V. Sedlarik, M. Pastorek, H. Jachandra, and F. Stelzer, J. Polym. Environ. 19[2] (2011) 372-381.
-
- 46. Y. Dong, J. Milentis, and A. Pramanik, Adv. Manuf. 6[1] (2018) 71-82.
-
 This Article
This Article
-
2020; 21(5): 586-591
Published on Oct 31, 2020
- 10.36410/jcpr.2020.21.5.586
- Received on May 6, 2020
- Revised on May 8, 2020
- Accepted on Jun 10, 2020
Services
- Abstract
introduction
methods
results
discussion
limitations
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Lei Lv a, Zhenhua Guo b
-
aWood Science Research Institute of Heilongjiang Academy of Forestry, No. 134 Haping Road, Harbin 150080, P. R. China
bHeilongjiang Academy of Agricultural Sciences, Animal Husbandry Research Institute, Key Laboratory of Combining Farming and Animal Husbandry, Ministry of Agriculture and Rural Affairs, No. 368 Xuefu Road, Harbin 150086, P. R. China
Tel/Fax : +86-451-86602341 (Lei Lv) +86- - E-mail: 68122836@qq.com, guozhenhua@iahhaas.com; gzhh00@16
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr