





- Ballistic study of alumina ceramic-steel composite for structural applications
Olawale M. Sanusia,b,*, Olatunde A. Oyelaranb and Jubril A. Badmusb
aINSA Centre Val de Loire, Laboratoire de Mécanique Gabriel Lamé (LaMé), Blois, France
bMechanical Engineering Department, Federal University Oye-Ekiti, Ekiti, Nigeria
The protection of
security/military personnel and their structural facilities such as vehicles,
aircraft and other security hardware continues to attract research attention as
trade-off between weight and protection lingers. Ceramics are employed in
lightweight armour system for its ballistic efficiency and weight advantage;
meanwhile, it is comparatively expensive. This research examined the
effectiveness of sintered alumina, developed from corundum, as a laminate
component of ceramic-steel composite for structural armour applications. Both
armour steel and medium carbon steel were separately impacted by 7.62 ×
51 mm armour-piercing (AP) projectile before laminated with the prepared
sintered ceramic in evaluating its ballistic resistance. The mechanical
properties of the sintered ceramic compete favourably with the commercial
CoorsTEK® sintered ceramics. Subsequently, varying target
configurations of the ceramic and medium carbon steel composites were studied
and analyzed against the same projectile in accordance with NIJ
Standard-0108.01. The composite structure, depending on the configuration,
displays different forms of failure modes. The high-impact experimental study
confirmed the protective capability of the sintered ceramic by its severity
interaction against projectile and delay of projectile penetration when used as
a laminate component plate.
Keywords: Armour, Alumina ceramics, Ammunition, Composite, Corundum
Armour is a shield provided for ballistic defeat of
projectiles or blast fragment when integral protection of a coverage area is
insufficient [1]. Armours are made from metallic plates [2], ceramics,
compressed laminate sheets or composites that incorporate two or more of these
materials for ballistic resistance effecti-veness at comparatively low weight [3-5]. Ali et al. [6] reported
a complete perforation of 20 mm thick aluminium armoured
plate, while its combination with perforated armoured steel was able to stop
7.62 mm projectile. Conventionally, vehicular ballistic
protection is primarily made of high hardness steel [7] due
to its maintenance of structural rigidity and strength [3]. Meanwhile, as
majority of systems requiring projectile protection are mobile (military
vehicle, tank, aircraft and military/security personnel), weight
becomes a critical parameter in armour
design [8]. Secondly, ease of defeating strong steel by
armour-piercing (AP) projectile, which carries a high hardness [2] and high
kinetic energy penetrating core [9], is another challenge of
steel. These necessitated a sustained quest for high
performance, lightweight and cost-effective materials for personnel and
vehicles to improve manoeuvrability, survivability and reduce injury when
exposed to threats including blast [10, 11].
Ceramic/steel composites are therefore been lately
integrated to offer more efficient lightweight armours [12-16]. For instance,
Pawar et al. [17] compared the influence of Al2O3
or AlN ceramics over the defor- mation
pattern of metallic backing plate. They found that AlN ceramic created less
bulging on the backing plate compared to Al2O3 due to AlN
higher shear strength that suppressed the wing crack formation on application
of compressive load. They opined that the backing deformation is dependent on
the ceramic chemical composition. Jinzhu et al. [16] investigated the
penetration of tungsten alloy rod into alumina/armour steel
composite. They found that the penetration depth
decreased with the ceramic thickness and that the ceramic was comminuted on
impact spot, which made it to split into small fragment sizes determined by the
distance from the impact spot. Another study on layers of ceramic/metallic
backing [18] reported a better ballistic effect when the ceramic was aligned in
an oblique position against impending projectile. Never- theless, the relevance of
interfacial interaction and different structural configurations of
components that give optimum ballistic efficiency requires more focus [19].
In the bi-layer ceramic/steel system, the ceramic
component (due to its high hardness and compression strength [12, 20]) causes
blunt and fracture of the core of armour-piercing projectile, thereby reducing
the projectile penetrating power [21]. Complementarily, the backing steel
absorbs the kinetic energy of the retarded blunt-projectile as well as
retaining the fragments from both ceramic and projectile hindering the
fragments from causing further harm [22]. Specifically, low density, high
rigidity and compression strength make ceramics effective [12, 20] and suitable
for armour systems protection; including aircraft structures and military
vehicles [23-26]. Besides the ceramic counter-interaction with high-kinetic
energy weapons (from small calibres up to medium armour piercing calibres or
higher [27, 28]), it offers a weight advantage of 2-3 times less
than its steel equivalent [29]. Several ceramic materials
are used in bi-layer ballistic armours including alumina
[30-32], boron carbide (B4C) [33], silicon carbide (SiC) [29].
However, this advanced ceramics component of armour system are generally very
expen- sive and
challenging in terms of processing and shaping as
it requires both high temperature and pressure [27, 34].
Off all the advanced ceramics for armour, alumina is
relatively cheap with exceptionally high hardness and exhibits unique compact
crystal structure [8]. Aside from its exceptional chemical and
fire resistance, alumina ceramic high wear and deformation
resistance [35] provides excellent resistance to projectile. The most important
raw material for the production of alumina is bauxite, which is a mixture of
the minerals boehmite (α-AlO(OH)), diaspor (β-AlO(OH)), and gibbsite (Al (OH)3),
with a high content of various impurities such as Na2O, SiO2,
TiO2, and Fe2O3. Bauxite is refined using the
Bayer process that requires hot sodium hydroxide solution with high pressure
[36] while very pure commercial powders are prepared via the
calcination of alum, NH4Al(SO4)2-12H2O
[37, 38]; these are purely thermal process. Sol-gel method also
produces high-purity alumina, but its industrial operation is too costly and
requires the use of highly pollutant solutions [39-41].
Alumina occurs naturally as corundum (igneous and
metamorphic rocks) and could serve as a substitute to other sources
of alumina for advanced ceramics. Interes-
tingly, corundum purification through froth floatation method
does not require corrosive and thermal processing for
conversion to pure alumina [42-44]. In this work, the influence of sintered
alumina, prepared from froth-floatation of corundum, was investigated for the
first time as a laminate in ceramic/steel composite armour system.
The ceramic ballistic potency was studied against armour
piercing projectile, while used as laminate with both armour steel and ordinary
commercial medium-carbon-steel, for structural armour applications.
Materials
Alumina powder, prepared via froth floatation of corundum
[43, 45], was used as ceramic matrix. Briefly, corundum
granulates was measured into a floatation cell containing ionized water and
then agitated at 2000 rev/min. The pH of the solution was maintained around
2.5 – 3 prior to addition of petroleum sulphate and hydrofluoric
acid, which served as corundum collector and activator, respectively.
Compressed air was then introduced into the solution to create bubbles within
the continuously agitated solution and consequently led to the floatation of
alumina while other compounds depressed. The floated alumina was collected,
washed and dried; thereafter, the process was repeated three times before the
optimum alumina content, determined by Phillips 1404 XRF X-ray fluorescence
spectrometer, was attained (Table 1). Other materials were used as-received:
Polyvinyl alcohol (PVA) and calcium oxide (CaO) (Sigma-Aldrich, UK); magnesium
oxide (MgO) (Tateho, Japan). Armour steel and commercial medium carbon
steel (donated by Defence Industries Corporation of Nigeria;
DICON) were separately used as backing steels. The armour steel and commercial
medium steel (Delta Steel, Nigeria) chemical composition and mechanical
properties are given in Tables 2 and 3 as determined [46] and specified by the
manufacturer, respectively. The ammunition used was 7.62 × 51 mm
armour-piercing (AP) manufactured by DICON.
Preparation
of alumina ceramic
The dried alumina powder, PVA, CaO and MgO were weighted
in 95.66, 2.78, 1.28 and 0.28 %wt, respectively, the optimum material
elaboration ratio is determined from the previous work [47]. The com- position was thoroughly mixed to form free
flowing dry powder, which was transferred into metallic mould
(100 × 100 × 20 mm) and compacted uniaxially under
110 MPa. After that, the pressed sample was sintered (Brother Furnace
XD-1700M) at 1500 oC for 60 min; Fig. 1.
Density, ρ, compressive strength, CCS, (ASTM
C773-88), flexural strength, σfs, (ASTM
C1161-94), modulus of elasticity, E, (ASTM-C848) and fracture toughness,
KIC, (ASTM C1421-10) of the sintered alumina was determined
from Eq. 1-5 [48], respectively. Hardness (ASTM C1421) with N-scale diamond
cone indenter was determined on Rockwell hardness tester (Mitutoyo AKT-6).

Where, M and V are mass and volume of the
ceramic, respectively.

Where, F is maximum force; A is normal area
to the applied force, A = w * b

Where, L, b and h are span length,
width and height respectively.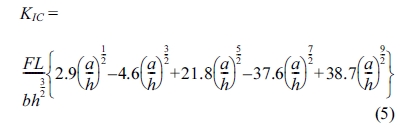
Where, a is crack length measured after fracture;
for Eq. 5, L = 8b; h = 2b.
Preparation
of ceramic-steel laminate
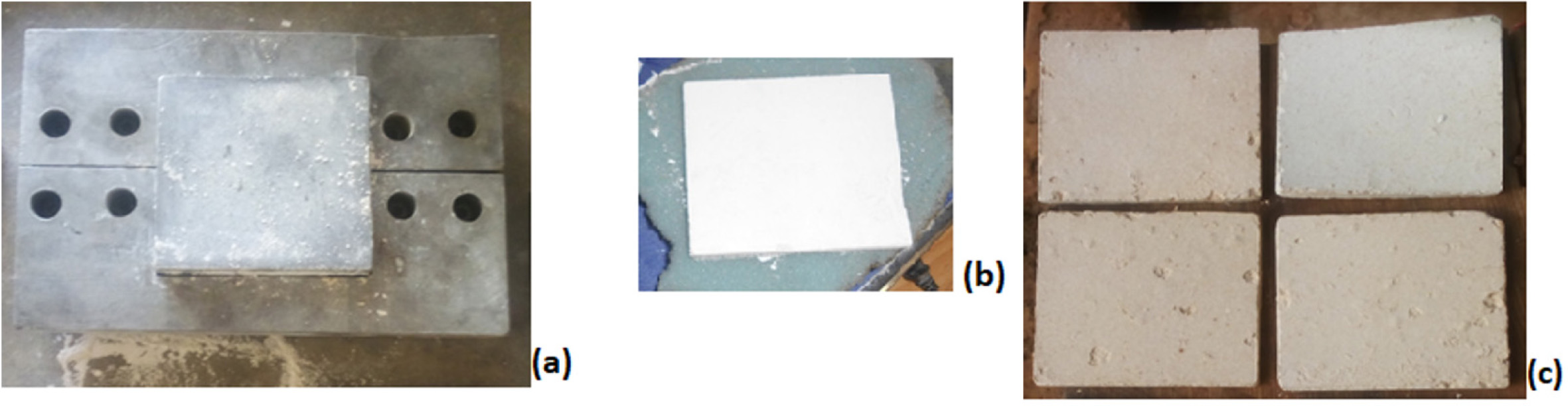
The 6 mm-thick backing (armour steel and medium carbon
steel) used for this research was cut into 100 × 100 mm in order to
match the prepared 8 mm-thick sintered alumina ceramic; Fig. 2(a). Subsequently,
the sintered ceramic was glued on to the surface of the prepared backing steel
using synthetic Araldlte® epoxy adhesive and then left to dry for
24 hours at 26 MPa. Thereafter, the glued plates were
wrapped with transparent polypropylene
in order to enhance the firmness; Fig. 2(b).
Ballistic
evaluation
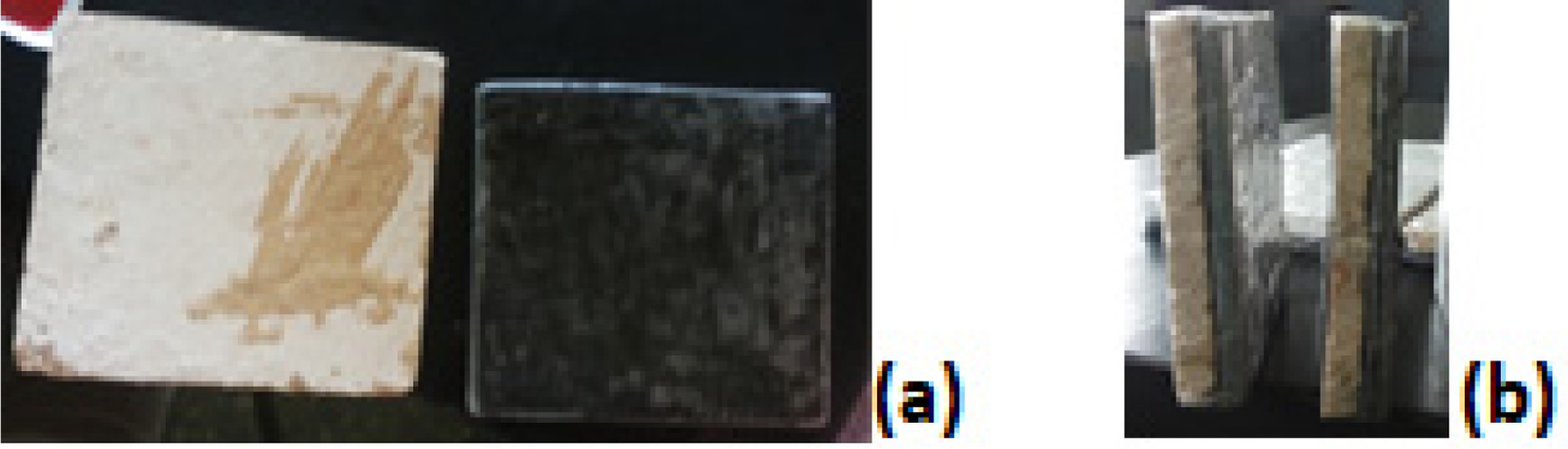
The prepared samples were first conditioned at 23 oC
for 24 hrs [49-51]. The weapon was set, levelled and positioned on the gun
mount, Fig. 3(a). All tests were taken at normal obliquity and 15 m from
the weapon muzzle. The projectile velocity was maintained at 838
± 15 m/s. Light automatic rifle (LAR) was used for firing the
7.62 × 51 AP ammunition; Fig. 3(b, c).
|
Fig. 1 (a) Mould assembly; (b) green sample extracted from the mould; (c) sintered ceramics samples. |
|
Fig. 2 (a) sintered ceramic (left) and backing steel (right); (b) assembled composite. |
|
Fig. 3 (a) Ballistic test setup at DICON (b) chronograph (c) 7.62 × 51 mm ammunitions. |

|
Table 2 Chemical compositions of armour steel and medium carbon steel |

NB: A means armour steel; and C means commercial medium carbon steel; *Pb |

Physical
properties of the sintered alumina
AD-series ceramic, one of the most reported commercial
alumina used in literature for ceramic armour [48, 52], is compared with our
alumina ceramics developed from corundum. Table 4 shows the comparative
physical properties of the sintered alumina (AC-86.6) and commercial
CoorsTEK® (AD-series, Al2O3%) ceramics [53].
The properties of the sintered alumina ceramic were found to be comparable with
the values of AD-series, which suggests its efficacy for armour
applications.
Ballistic
evaluation result
Monolithic backing steel: armour and medium carbon
steel (S)
Armour steel was first evaluated against
7.62 × 51 mm AP. The result of the impact against the as-received
armour steel plate at 0o obliquity is depicted in Fig. 4a (front)
and 4b (rear). The plate was penetrated completely through rearward petalling
mode of perforation failure. This was expected as the strongest steel could
easily be defeated by AP projectile [54]. The plate slightly bent inward at the
impact of the projectile which induced large circumferential stress at the
impact point, and the compressive wave propagated inward which led to the
failure of the armour steel [55]. The reverse side of the armour plate showed
minute ductile hole enlargement deformation, which is comparable
to past literature [56]. Similarly, at the impact of the low medium steel, the
sample failed by exhibiting petalling failure mode but with an associated hole
enlargement in both the front and back faces of the steel (Fig. 4(c-d)). This
failure mode is typically observed in a high ductile metal in which the nose of
the conical bullet concentrated stresses at the contact point and resulted in
intense deformation of the crater axis [57, 58]. Therefore, irrespective of the
steel type, that is the armour and the ordinary medium carbon steel, the
ammunition could penetrate the sample steels.
Different configurations of sintered alumina and steel
Laminate of sintered alumina-steel (C-S)
The efficacy of the developed ceramic was first determined
by placing it over the monolithic armour and medium carbon steel separately to
form bilayer composites. The laminate of ceramic and armour steel before and
after bullet impact are shown in Fig. 5(a) and Fig.
5(b), respectively. The frontal ceramic debonded and failed
by pulverization into several pieces; while the backing armour steel was intact
after the projectile impact. The ceramic, supported by
high strength armour steel, significantly interacted with the
projectile and lowered its energy, which resulted in the protection of the
armour steel with less bulge on it, Fig. 5(c). As remarkably observed in [15],
bi-layered structure of metal/ceramic showed better
ballistic performance because the ceramic eroded the bullet
through cracking while the metal absorbed the remnant projectile kinetic energy
by its deformation.
However, the laminate of ceramic and medium steel could
not stop the penetration. Fig. 6(a) (red circle) shows the penetrated assembly
of ceramic/medium steel after impact. The penetrated assembly was
separated to reveal the damage mode in the two components; Fig.
6(b). The ceramic displays radial crack fracture mode while the steel showed
less but melted petals defor-mation
and insignificant bending of the steel plate as a result of reduced stress
brought about by the fractured frontal alumina, compared to monolithic medium
steel. The fractured ceramic formed conoids that distributed the projectile
energy and resulted in lower energy on the medium steel; however, low strength
and hardness of the steel could not resist the bullet penetration. The low
resistance offered by the medium steel caused reduced lateral wave rarefaction
reflected from the ceramic-steel boundary [16]. Thus, a radial cracking of the
ceramic was observed unlike the crumbled ceramic nature observed in the ceramic-armour
steel because of more resistance offered by high strength armour steel. The
projectile exit point (steel rear side) produced ductile hole enlargement
failure mode; Fig. 6(c).
Laminate of steel-sintered ceramic-steel (S-C-S)
After the failure of the ceramic/medium carbon steel
assembly, the ceramic was then sandwiched in between two medium-carbon steels
(Fig. 7a) and evaluated. The impacted assembly (Fig. 7b) had its frontal steel
per- forated with conspicuous outward
petalling mode of failure. This failure mode confirmed the delay in
projectile penetration as a result of enormous circumferential
stress developed through the medium steel thickness [59] orchestrated by high
resistance posed by the ceramic. On separation of the components (Fig. 7c), it
was observed that the S-C-S assembly successfully stopped the
bullet; after penetrating the first steel plate and fractured the ceramic; this
is termed partial penetration. Radial fracture of the ceramic is apparent
because of intense projectile-ceramic interaction. The yellow circle on Fig. 7c
signifies point of bullet impact on the second steel before exiting the
assembly with some fractured ceramic. The blue circle on Fig. 7d depicts
the impact impression (bulge) left on the backing steel (second)
after the assembly successfully stopped the projectile. This result is in
agreement with literature [60] that reported that the ballistic
performance increased with increased cover plate
thickness.
|
Fig. 4 (a) Front; (b) back view of armour steel; (c) Front; (d) back view of medium carbon steel with complete perforation. |
|
Fig. 5 (a) Laminate of ceramic and the Steel before impact (b) Fractured ceramic of the composite sample against the bullet impact; (c) Impression of the bullet impact on armour plate (red circle) after ceramic fracture. |
|
Fig. 6 (a) Perforated composite sample; (b) separated ceramic and steel after impact; (c) backside of the armour assembly (projectile exit). |
|
Fig. 7 (a) S-C-S before; (b) after impact; (c) separated backing steel from the armour system after impact; (d) bulging of the backing steel (blue circle). |
|
Table 4 Mechanical properties of sintered ceramic |

NB: Value after the hyphenated letter is the Al2O3 % of the alumina, e.g. AC-86.6; AD [53] |
This research studied the effectiveness of sintered
alumina, developed from corundum, as a laminate component of ceramic-steel
composite for structural applications. The sintered ceramic
displayed competitive mechanical properties that serve as an
alternative to the commercial sintered ceramics for armour applications. The
ballistic study revealed protective capability of the sintered ceramic by its
severity interaction against projectile and delay of projectile penetration
when used as laminate component. First, the ceramic effectively shielded armour
steel. Secondly, a functional laminate configuration, steel-ceramic-steel
(S-C-S), was found to be effective in arresting impending AP with
ordinary commercial medium-carbon-steel. Finally, the ballistic performance
of the composite would be greatly enhanced if the
hardness of the medium carbon steel is improved by appropriate heat treatment.
Defence Industries Corporation of Nigeria (DICON) is
appreciated for the use of her facilities and provision of steel materials for
ballistic examination.
- 1. A. Serjouei, R. Chi, Z. Zhang, and I. Sridhar, Int. J. Impact Eng. 77 (2015) 30-41.
-

- 2. B. Mishra, B. Ramakrishna, P.K. Jena, K. Siva Kumar, V. Madhu, and N.K. Gupta, Mater. Des. 43 (2013) 17-24.
-
- 3. S.H. Atapek and S. Karagoz, Def. Sci. J. 61[1] (2011) 81-87.
-
- 4. S. Feli and M.R. Asgari, Compos. Part B Eng. 42[4] (2011) 771-780.
-
- 5. R. Chi, A. Serjouei, I. Sridhar, and G.E.B. Tan, Int. J. Impact Eng. 52 (2013) 37-46.
-
- 6. M.W. Ali, A. Mubashar, E. Uddin, S.W.U. Haq, and M. Khan, Int. J. Impact Eng. 110 (2017) 47-56.
-
- 7. Z. Fawaz, W. Zheng, and K. Behdinan, Compos. Struct. 63[3-4] (2004) 387-395.
-
- 8. W. Liu, Z. Chen, X. Cheng, Y. Wang, A.R. Amankwa, and J. Xu, Compos. Part B Eng. 84 (2016) 33-40.
-
- 9. G. Di Benedetto, P. Matteis, and G. Scavino, Int. J. Impact Eng. 115 (2018) 10-18.
-
- 10. J.D. Clayton, Int. J. Impact Eng. 85 (2015) 124-131.
-
- 11. K. Amini, W. Altenhof, S.C.K. Yuen, C.J. Opperman, and G.N. Nurick, Int. J. Impact Eng. 110 (2017) 228-241.
-
- 12. R. Yi, L. Yin, J. Wang, Z. Chen, and D. Hu, Def. Technol. 13[4] (2017) 295-299.
-
- 13. E. Medvedovski, Ceram. Int. 36[7] (2010) 2117-2127.
-
- 14. K. Akella, Procedia Eng. 173 (2017) 244-250.
-
- 15. X. Guo, X. Sun, X. Tian, G.J. Weng, Q.D. Ouyang, and L.L. Zhu, Compos. Struct. 157 (2016) 163-173.
-
- 16. L. Jinzhu, Z. Liansheng, and H. Fenglei, Int. J. Impact Eng. 101 (2017) 1-8.
-
- 17. M.J. Pawar, A. Patnaik, S.K. Biswas, U. Pandel, I.K. Bhat, S. Chatterjee, A.K. Mukhopadhyay, R. Banerjee, B.P. Babu, Int. J. Impact Eng. 98 (2016) 42-51.
-
- 18. D. Luo, Y. Wang, F. Wang, H. Cheng, and Y. Zhu, Mater. 12[18] (2019) 2946.
-
- 19. J.D. Clayton, Math. Probl. Eng. 2015 (2015) 709498.
-
- 20. D. Hu, J. Wang, L. Yin, Z. Chen, R. Yi, and C. Lu, Def. Technol. 13 (2017) 281-287.
-
- 21. C. Evci and M. Gülgeç, J. Compos. Mater. 48[26] (2014) 3215-3236.
-
- 22. K. Krishnan, S. Sockalingam, S. Bansal, and S.D. Rajan, Compos. Part B Eng. 41[8] (2010) 583-593.
-
- 23. B. Tepeduzu and R. Karakuzu, Ceram. Int. 45[2] (2019) 1651-1660.
-
- 24. R. Chi, A. Serjouei, I. Sridhar, and T.E.B. Geoffrey, Int. J. Impact Eng. 84 (2015) 159-170.
-
- 25. Q. Wang, Z. Chen, and Z. Chen, Mater. Des. 46 (2013) 634-639.
-
- 26. M.V. Silva, D. Stainer, H.A. Al-Qureshi, O.R.K. Montedo, and D. Hotza, J. Ceram. 2014 (2014) 1-6.
-
- 27. I.G. Crouch, M. Kesharaju, and R. Nagarajah, Ceram. Int. 41[9] (2015) 11581-11591.
-
- 28. V.M. Castaño and R. Rodríguez, Mater. Technol. 47[3] (2013) 267-271.
- 29. M. Cegła, W. Habaj, W. Stępniak, and P. Podgorzak, Fibres Text. East. Eur. 1[109] (2015) 85-88.
- 30. J. Venkatesan, M.A. Iqbal, and V. Madhu, Procedia Eng. 173 (2017) 671-678.
-
- 31. A.Y. Badmos and D.G. Ivey, J. Mater. Sci. 36[20] (2001) 4995-5005.
-
- 32. E.G. Pickering, M.R. O’Masta, H.N.G. Wadley, and V.S. Deshpande, Int. J. Impact Eng. 110 (2017) 123-137.
-
- 33. S.G. Savio, K. Ramanjaneyulu, V. Madhu, and T.B. Bhat, Int. J. Impact Eng. 38[7] (2011) 535-541.
-
- 34. K. Akella and N.K. Naik, J. Indian Inst. Sci. 95[3] (2015) 297-312.
- 35. M. Lee and Y.H. Yoo, Int. J. Impact Eng. 25 (2001) 819-829.
-
- 36. D.S. Lima and O.W. Perez-Lopez, J. Therm. Anal. Calorim. 1 (2020) 1-12.
- 37. K. Davis, Sch. Dr. Stud. Eur. Union J. 2 (2010) 109-114.
- 38. A.A. Taromi and S. Kaliaguine, Microporous Mesoporous Mater. 248 (2017) 179-191.
-
- 39. A. Souto, A. Rodriguez, and F. Guitián, J. Eur. Ceram. Soc. 20[6] (2000) 695-698.
-
- 40. L. Wang, in Proceedings of 2nd International Conference on Materials Science and Nanotechnology, April 2017, edited by Z. Chen, T. Pasang, K. T. Lau, M. Zhu (ICMSNT Press, 2017) p.1-6.
- 41. G. Feng, F. Jiang, W. Jiang, J. Liu, Q. Zhang, Q. Hu, L. Miao, and Q. Wu, Ceram. Int. 45[1] (2019) 354-360.
-
- 42. C.W. Smith and T.O. Llewellyn, in “Pioneering studies on the flotation of corundum from a Montana gneiss” (USA: Bureau of Mines, 1987) p.1-4.
- 43. O.M. Sanusi, M. Dauda, A.S. Ahmed, M.T. Isa, J.O. Akindapo, O.A. Oyelaran, and T.O. Ogundana, Ife J. Technol. 25[1] (2018) 34-38.
- 44. M. Farahmandjou and N. Golabiyan, Mater. Eng. Res. 1[2] (2019). 40-44.
-
- 45. J.A. Kitchener, in “The Scientific Basis of Flotation, edited by K. J. Ives (Dordrecht: Springer, 1984) p.3-51.
-
- 46. O.M. Sanusi, J.O. Akindapo, M. Dauda, Y. Bello, and M.O. Olaleke, Ife J. Technol. 24[1] (2016) 1-5.
- 47. O.M. Sanusi, M. Dauda, M. Sumaila, A.S. Ahmed, M.T. Isa, O.A. Oyelaran, and O.O. Martins, Aceh Int. J. Sci. Technol. 7[1] (2018) 32-43.
- 48. J.J. Swab, J. Tice, A.A. Wereszczak, and R.H. Kraft, J. Am. Ceram. Soc. 98[2] (2015) 607-615.
-
- 49. NIJ Standard 0108.01, in “Ballistic Resistant Protective Materials” (National Institute of Justice, U.S. Department of Justice, 1985) p.1-9.
- 50. US Military Standard, No. MIL-STD-662F (1997) p.1-15.
- 51. A. Bhatnagar, in “Lightweight Ballistic Composites: Military and Law-Enforcement Applications” (Woodhead Publishing, 2016) p.115-156.
- 52. A. Serjouei, R. Chi, I. Sridhar, and G.E.B. Tan, Procedia Eng. 75 (2014) 14-18.
-
- 53. CoorsTek, in “Advanced alumina materials and manufac- turing processes” (COORSTEK Brochures. USA, 2016) p.2.
- 54. J.R. Denzel, in “Determination of shock properties of ceramic corbit 98: 98% alumina” (Naval Postgraduate School, 2010) p.3.
- 55. Ş.H. Atapek, Def. Sci. J. 63[3] (2013) 271-277.
-
- 56. N. Kiliç and B. Ekici, Mater. Des. 44 (2013) 35-48.
-
- 57. T. Wierzbicki, Int. J. Impact Eng. 22[9-10] (1999) 935-954.
-
- 58. P.K. Jena, B. Mishra, K. Siva Kumar, and T.B. Bhat, Mater. Des. 31[7] (2010) 3308-3316.
-
- 59. T. Deniz, in “Ballistic penetration of hardened steel plates” (Middle East Technical University, 2010) p.17-22.
- 60. A. Serjouei, G. Gour, X. Zhang, S. Idapalapati, and G. E. B. Tan, Int. J. Impact Eng. 105 (2017) 54-67.
-
 This Article
This Article
-
2020; 21(4): 501-507
Published on Aug 30, 2020
- 10.36410/jcpr.2020.21.4.501
- Received on Mar 20, 2020
- Revised on Mar 23, 2020
- Accepted on Mar 24, 2020
Services
- Abstract
introduction
experimental
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Olawale M. Sanusi
-
aINSA Centre Val de Loire, Laboratoire de Mécanique Gabriel Lamé (LaMé), Blois, France
bMechanical Engineering Department, Federal University Oye-Ekiti, Ekiti, Nigeria
Tel : +33602120550 - E-mail: olawale.sanusi@insa-cvl.fr; olawalem.sanusi@fuoye.
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr