





- Sintering behavior of nano yttria powder compacts fabricated by various forming processes
Yeoung-Gyun Yanga, Ji-Yeon Kwakb, Heon Kongc and Sang-Jin Leea,c,*
aDept. of Advanced Materials Science and Engineering, Mokpo National University, Muan, Republic of Korea
bDept. of Physiology and Biophysics, Inha University Colleage of Medicine, Incheon, Republic of Korea
cResearch Institute of Ceramic Industry and Technology, Mokpo National University, Muan, Republic of Korea
The sintering behavior of
10 nm sized, nano yttria powder was investigated with powder compacts
prepared by various forming methods with an aqueous system. A well dispersed
nano yttria slurry and gelation conditions were determined by examining
rheological behavior according to the pH and the amount of dispersant content.
Slip casting was performed on the slurry prepared under optimum dispersion
conditions. For comparison, the powder compacts were prepared by uni-axially
pressing the nano powder and the gel powder. When a granular-type gel powder
was applied, dry pressing was conducted with less agglomeration, and the green
density was improved, unlike the case of using the nano-powder. The most
homogeneous microstructure was observed for the slip casting sample. As a
result of sintering at 1650 oC for 2 hours in atmospheric
conditions, the green sample prepared by slip casting showed the highest
densification of 98% relative density with 41% shrinkage. In particular,
fracture behavior and circular pores were present in the intra-granular area,
unlike the cases of press formed samples. The powder compact using gel powder
showed higher sintered density of 93% compared with the press formed powder
compact using nano powder.
Keywords: Nano yttria, Slip casting, Sintering, Gelation, Powder forming
As yttria (Y2O3) has excellent
resistance to corrosion and thermal shock and high infrared transmission, it is
used for infrared sensors, laser devices, missile protection
domes and high temperature solid oxide fuel cells [1-10]. In recent years,
research on the production of translucent ceramics using the pressure sintering
of yttria has been actively conducted [11, 12]. For this purpose, producing a
dense sintered yttria would be the essential process. Although yttria is an
oxide ceramic, a high sintering temperature of about 1800 oC is
required under normal pressure for densification because yttria has high
melting temperature and heat resistance. Therefore, pressure sintering such as
HIP (Hot Isostatic Pressing) is used [13]. In order to lower the sintering temperature
of yttria, fine nano-sized powder is required.
Nano-particles improve the densification during the initial sintering step by
the higher surface energy of the powder compact, and this results in denser
bulk density at relatively lower temperature [14]. According to a recent
report, a high purity yttria powder of about 10 nm has been prepared by a
polymer solution method [1-2, 15].
D. Huo et al., prepared a dispersed slurry using yttria
powder having an average particle size of 300 nm or less, and the slip
casted body was pre-sintered at 1200 oC and then
vacuum-sintered at 1700 oC [4]. Depending on the amount of
dispersant used in the slurry preparation, there are
differences in sintered density. The highest density was obtained
with 99.36% when 1.0 wt% dispersant was added. As the amount of the
dispersant was increased, the pores in the sintered body were increased, and
most of them existed in the intra-grains. According to Y. Xu et
al., 5 mol% of ZrO2 powder was added to
the yttria powder having an average of 3 μm, and then a slurry was prepared
using ethanol which is a nonpolar solvent. The molded body was then sintered at
about 2000 oC for 10 to 15 hours in a vacuum furnace to produce
a dense yttria sintered body having a light transmitting property [5].
In the press forming process of nano-powder, the severe
agglomeration between particles is caused by the Van Der Waals attraction and
the static electricity with the mold. Therefore, it is not easy to obtain the
desired green density using the general dry uniaxial pressing method.
Agglomerated particles may interfere with the diffusion of pores during the
sintering process by sharp edges or uneven surfaces. Further, due to the large
pores in the green body caused by the irregular agglomeration, it may be
difficult to remove the pores during the firing process [4]. In order to solve
this problem, an alternative may be considered by preparing
a suspension in which ceramic nano-particles are dispersed, and forming a green
body by the slip casting method using the obtained slurry.
In this paper, the sintering behavior of nano yttria powder
of 10 nm size prepared using a polymer solution was
investigated. In particular, in order to obtain a densified
yttria by pressureless sintering under atmospheric conditions,
the yttria green samples were manufactured using various forming methods. As
the dry pressing of nano powder is not easy to obtain dense sintered yttria because
of poor green body density, alternative methods of slip
casting in an aqueous system and granular powder pressing through gelation are
introduced. The sintering behavior at a relatively low temperature of around
1600 oC was also examined with the green bodies obtained from
the various forming methods.
Rheology
control of nano yttria powder
To obtain nano yttria powder, yittrium nitrate (Y(NO3)3·6H2O,
reagent grade, Sigma-Aldrich) was dissolved in deionized water, and then
5 wt% PVA solution (MW. 146,000~186,000, polyvinyl alcohol, Sigma-Aldrich
Chemical, HEMIE Gmbh, USA) was added for homogeneous dispersion of yttrium
ions. After drying with stirring, the precursor was calcined at 600 oC
for 1 hour. The yttria powder synthesized from the PVA
solution method showed a crystallite size of about 10~15 nm
with a high surface area of 34.71 m2/g [1].
Dispersion behavior of the nano yttria powder in an
aqueous system was investigated with variation of the dispersant amount and pH
of the slurry. For the experi- ment,
nano yttria powder was mixed with deionized water at a weight ratio of 9:1. The
dispersant (polycar- boxylic acid type)
amount was varied from 0.2 to 1.2 wt% in the slurry. Ball milling was then
performed using a 5mm diameter zirconia ball for 24 hours. The mixed
solutions were respectively put in 20 ml measuring cylinder,
and the sedimentation behavior was examined by measuring the settling height at
regular intervals. To examine the dispersion behavior according to the pH, the
slurry containing 1.2 wt% of dispersant was adjusted to
pH 7.5–10.0. An ammonia solution (pH : 13.7, Junsei Chemical
Co., Ltd.) and a 30%-acetic acid solution (pH : 1.6, Daejung Chemicals &
Metals Co., LTD) were used as the pH regulators. The 30%-acetic acid solution
was added to lower the pH of the solution, while the initial value was lowered,
after some time, the pH increased. This was presumably due to the evaporation
of the acetic acid, and in response ammonia solution
was added to make a buffer. The pH thus could be lowered by adding 30%-acetic acid
solution and a small amount of ammonia solution. In this case, the pH of the
slurry was not changed even after over 1 hour.
The yttria slurry subjected to gelation by control of pH
was dried at room temperature for 36 hours, and then dried in a dryer at
120 oC, for at least 24 hours to prepare a dried gel. By
passing the dried gel through a 200 mesh sieve, a granule-type
yttria gel powder having a constant particle size was
obtained.
Forming
and sintering
Three kinds of nano yttria powder compacts were prepared
and their sintering behavior was investigated. The prepared nano yttria powder
and granule-type yttria gel powder were uni-axially pressed, respectively, at a
pressure of 200 kgf/cm2. Furthermore, the slip casted green
body was fabricated with the dispersed yttria slurry. The slip casted body was
dried at room temperature for 48 hours, and then dried in a dryer at 120 oC,
for 24 hours. All three samples were sintered at 1650 oC, for 2
hours with a heating rate of 2 oC/min in an
electric sintering furnace in an atmospheric condition.
Characterization
The dispersion behavior of each slurry was inves- tigated by measuring the height of the
precipitate after standing for a certain time. The microstructure was examined
using a SEM (Scanning Electron Microscope,
JEOL/JSM-7100F) after Pt coating on the fracture surface of the green and
sintered samples. The sintered density was measured by the Archimedes method,
and the average value was used as data after measuring each specimen more than
five times.
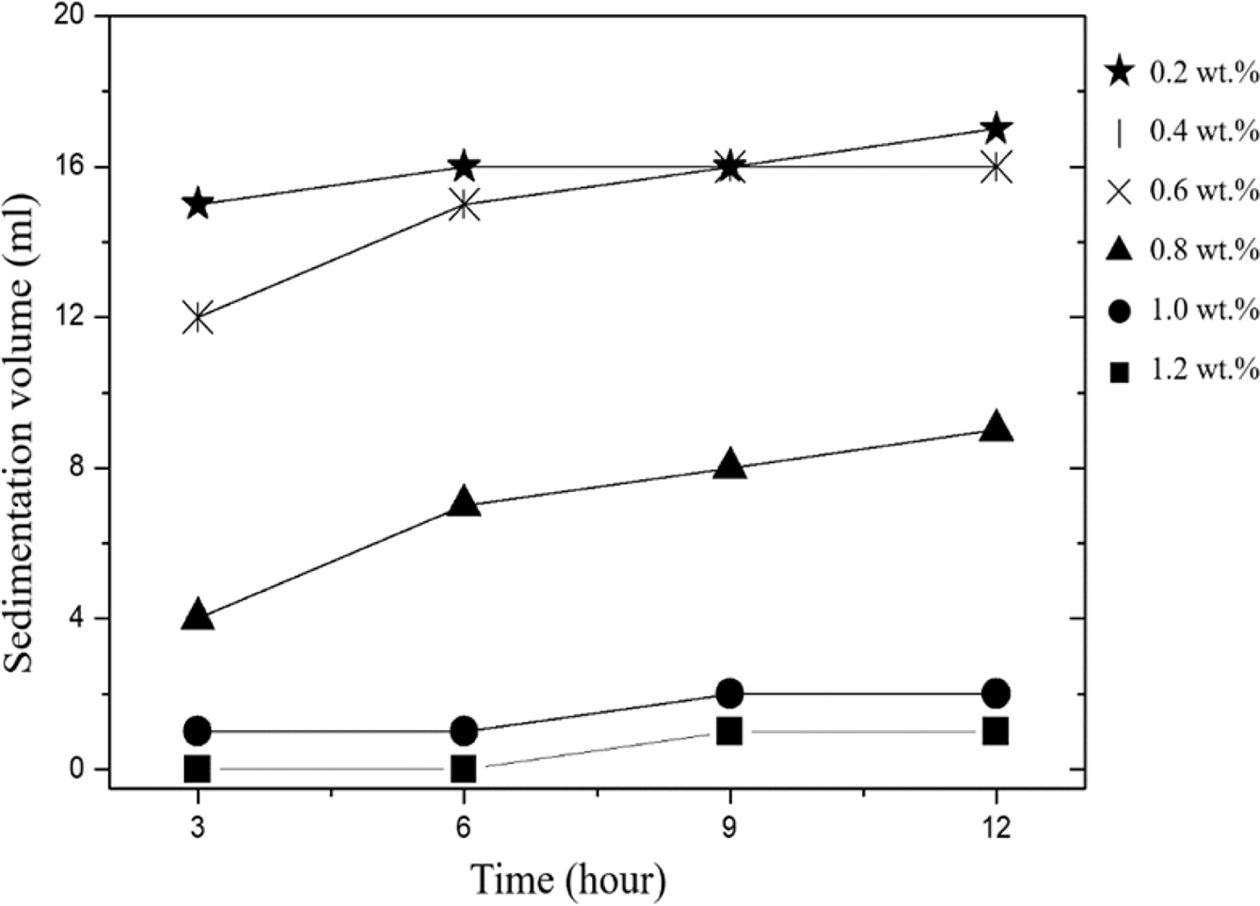
The results of dispersion behavior according to the amount
of dispersant are shown in Fig. 1. The slurry to which 0.2~0.6 wt% of
dispersant was added began to precipitate within 5 minutes, and more than
16 ml (80%) precipitated after 12 hours. The slurry to which 0.8 wt%
of dispersant was added precipitated about 3 ml (15%) initially, but after
12 hours, 9 ml had precipitated. The slurry to which 1.0 wt% or
1.2 wt% of dispersant was added showed little precipitation after 6 hours.
Finally, 2 ml precipitated in the case of the
1.0 wt% slurry and 1 ml precipitated for the 1.2 wt% slurry. As
the amount of added dispersant was increased, the dispersion behavior was
further improved. However, according to D. Huo [4], when
the amount of dispersant increased, the particle growth
during the sintering process might increase and thus the pore diffusion rate
might not reach the movement speed of the grain boundary and the amount of
pores is expected to increase. Therefore, in this experiment, the addition of
1.2 wt% dispersant was determined as the optimum condition.
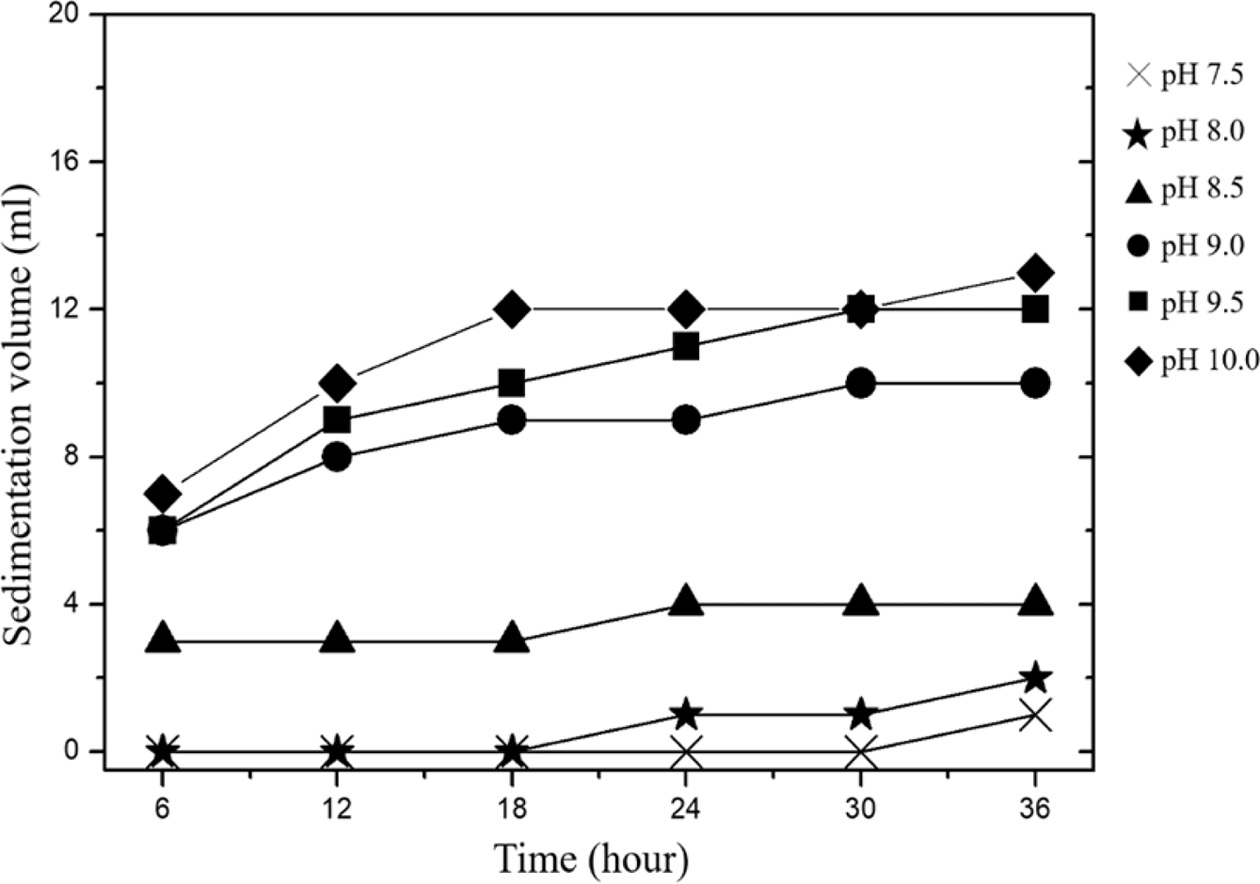
The results of the dispersion behavior according to pH
adjustment are shown in Fig. 2. The slurries of pH 9.0, 9.5 and 10.0 began to
precipitate immediately from the beginning of the pH adjustment, and mostly
yttria powders precipitated within 10 minutes. It was shown that gelation of
the slurries of pH 7.5 and 8.0 readily occurred. For
ordinary commercial yttria, the isoelectric point
has a pH range of 8.5~9.0. However, the isoelectric point pH
changes depending on the size of the particles and the type
and amount of added dispersant. According to S. C.
Santos et al. [16], when yttria powder having a particle size of 6.51 μm
and a specific surface area of 8.52 m2/g was dispersed in an
aqueous system using the dispersant PAA, the isoelectric
point pH was lowered as more dispersant was added. When no dispersant
was added, the isoelectric point was at pH 8.5. In a study by J. He et al.
[17], the zeta-potential was measured using yttria slurry containing powder
having a particle size of about 33 nm and a specific surface area of
33.89 m2/g and TAC (Triammonium citrate) as the dispersant.
Without TAC, the isoelectric point was at pH 6.0, and with TAC, the isoelectric
point was at pH 5.8. As shown in these studies, with smaller particle size, the
isoelectric point is located at accordingly lower pH. Since the particle size
of the yttria powder used in this study is about 10~15 nm, it is estimated
that the isoelectric point would be lower than pH 6.0. The reason
why gelation occurred is that ammonium acetate, a
by-product of the neutralization reaction of ammonia and acetic
acid, is produced with the addition of ammonia, and
acetamide is produced by the heat of neutralization.
Gelation did not occur at pH 8.5 and no severe
precipitation occurred, and thus it was selected as the best dispersion
condition. Under this condition, no gelation would occur because the amount of
added ammonia was small, and the heat of neutralization was small, and thus no
acetamide was produced. Indeed, when a large amount of ammonia was added, steam
was observed, but when a small amount was added, it was not observed. In order
to lower the pH, the amount of ammonia added would be increased with increasing
acetic acid solution, and thus the reaction byproducts of acetic acid and
ammonia would also be increased.
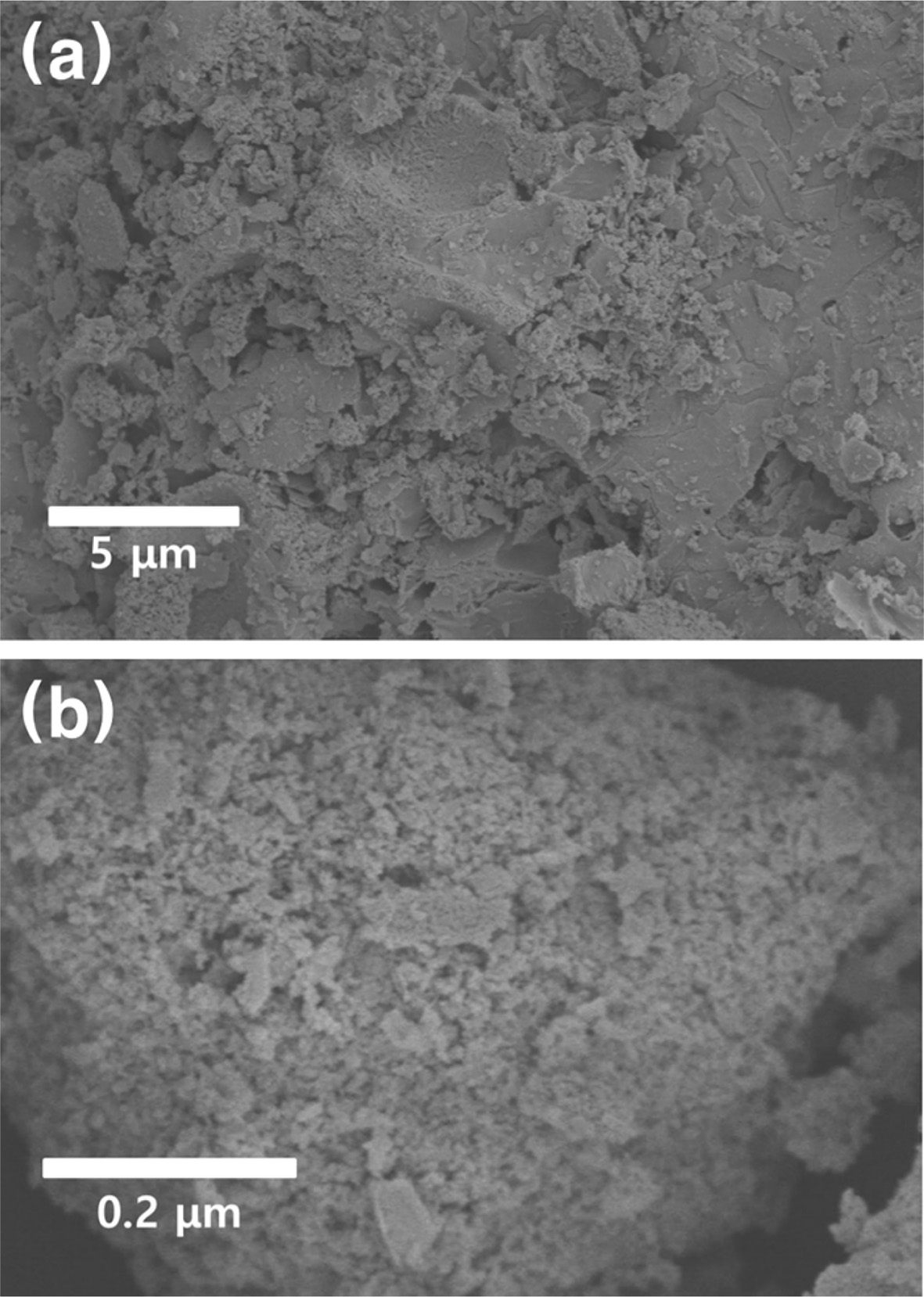
The microstructures of the yttria green body fracture
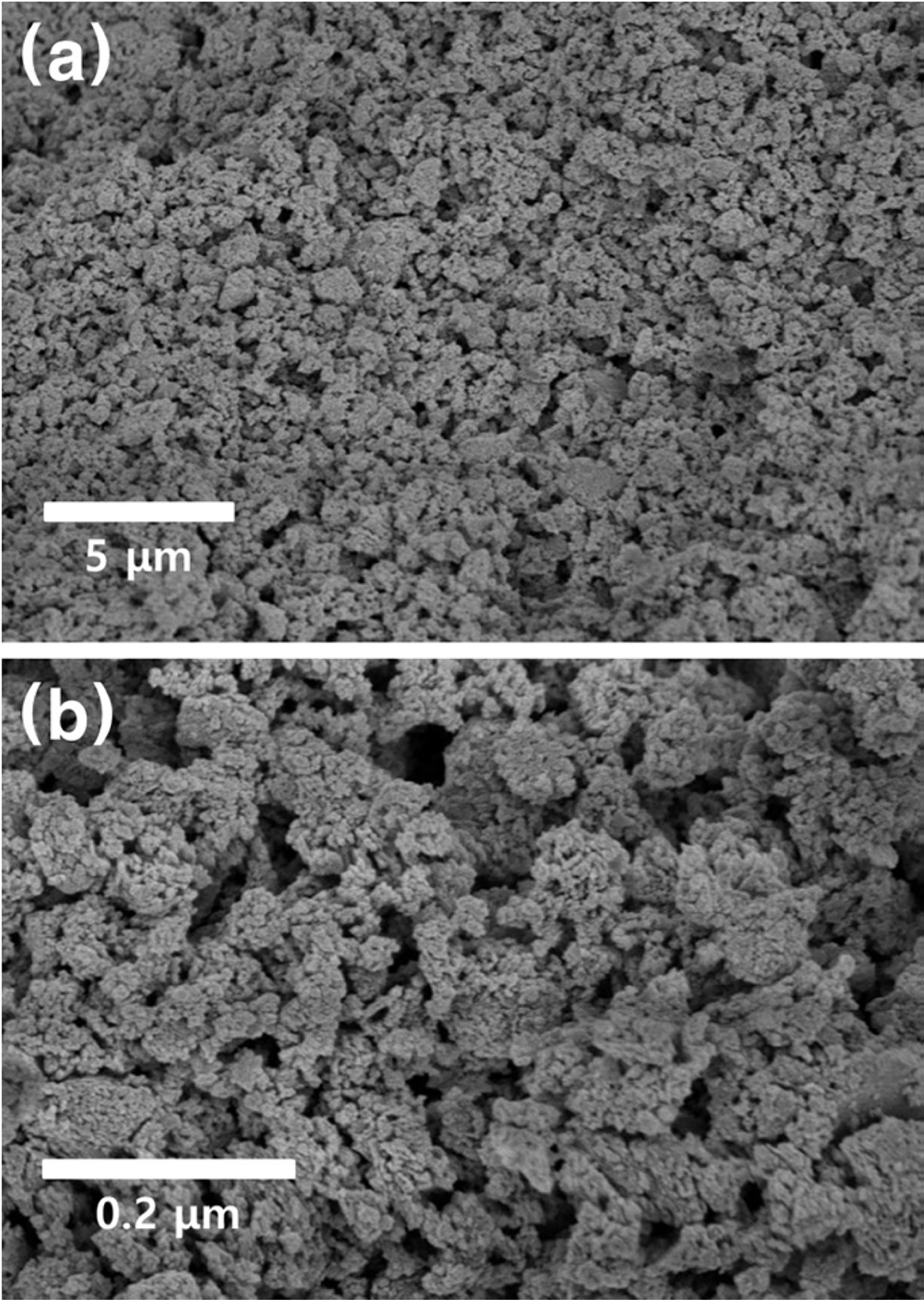
surfaces are shown in Figs. 3~5. Fig. 3 shows the fracture surface of the
uniaxial pressed nano yttria powder compact. It shows severe agglomeration and
a wide particle size distribution, and the powder packing is not constant. It
is therefore estimated that large pores are irregularly distributed inside the
compacts. In this case, it is expected that densification is difficult during
sintering. It was confirmed that the nano-sized particles agglomerated in the
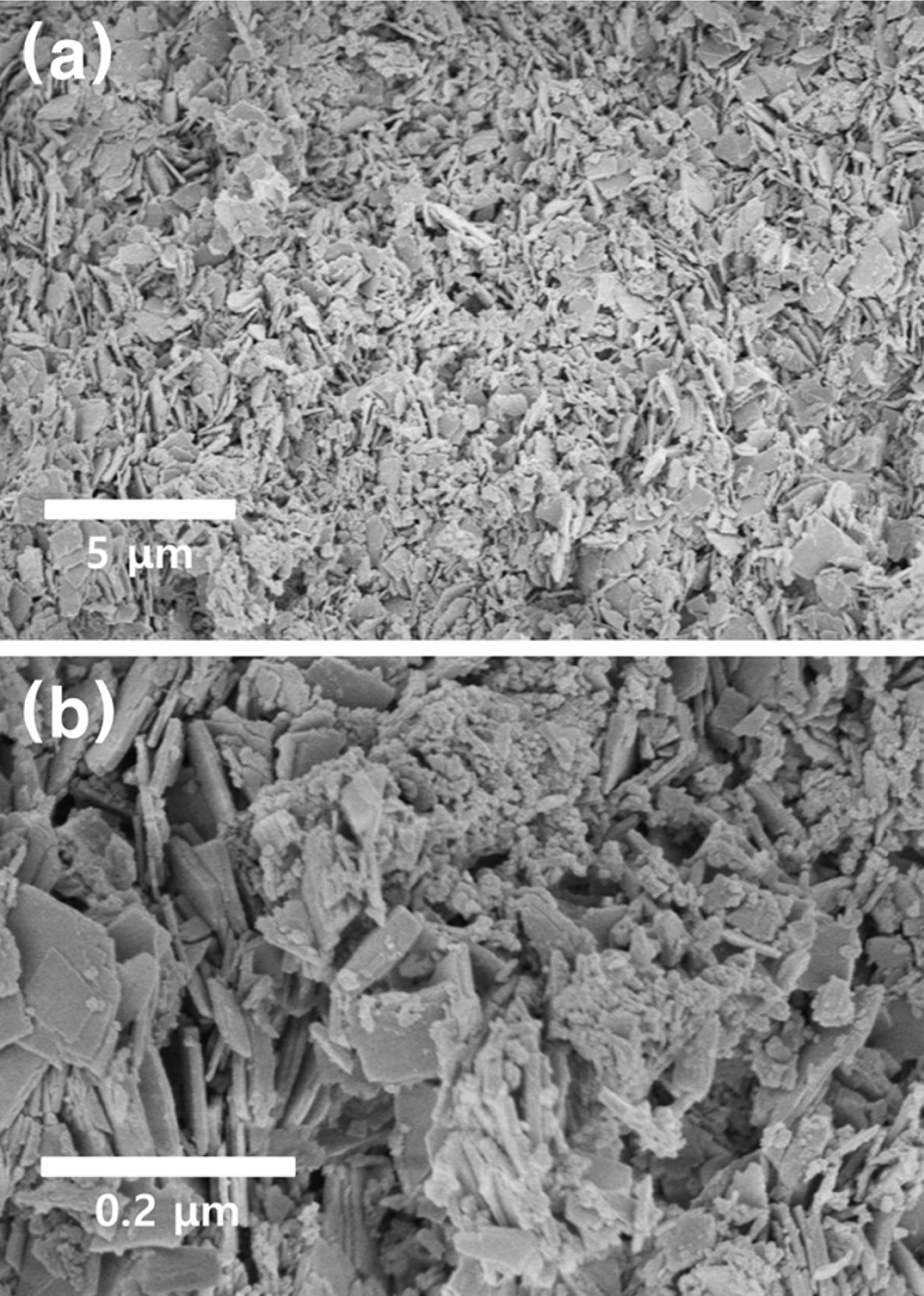
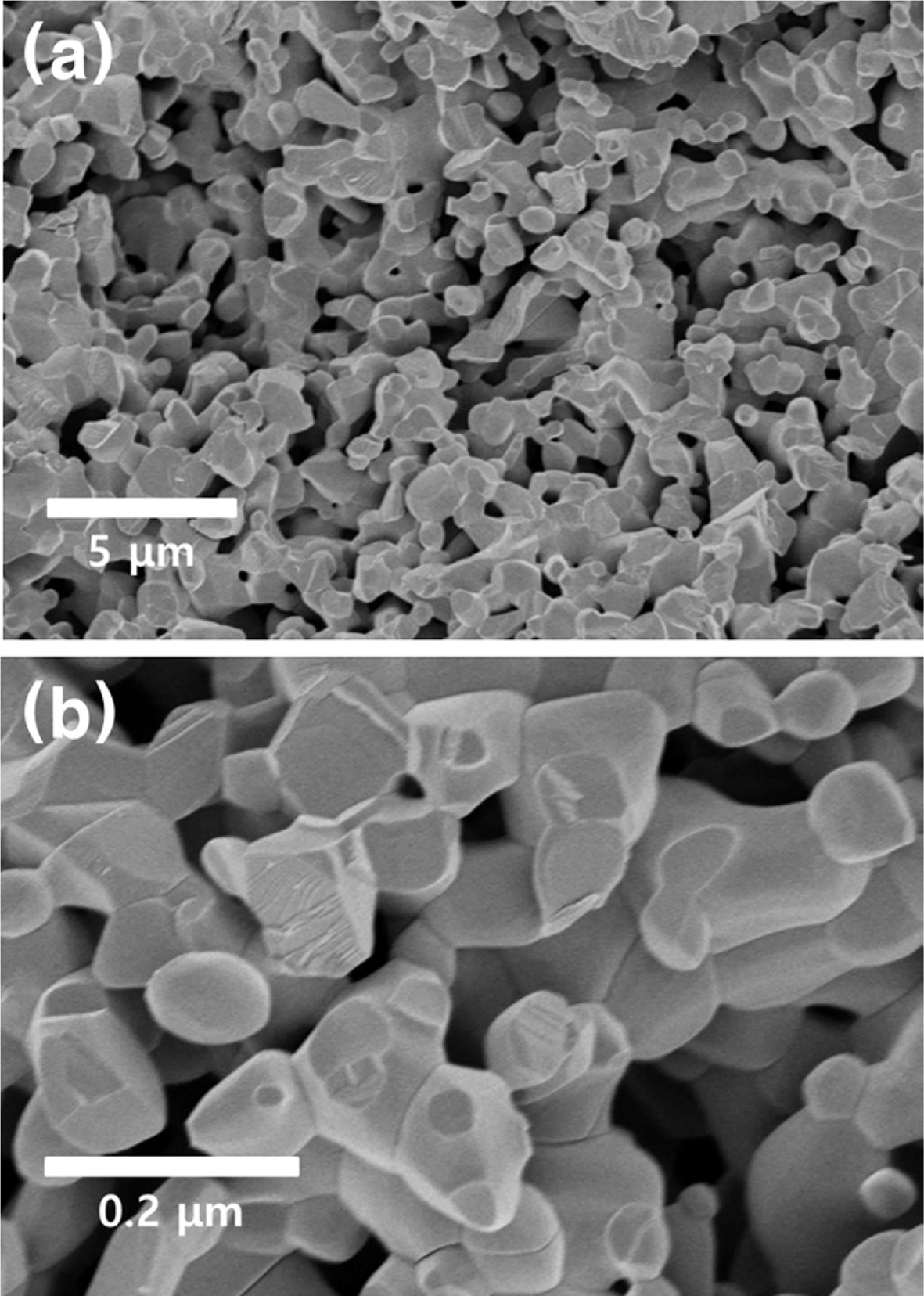
form of large particles (Fig. 3 (b)). Fig. 4 shows the fracture surface of the
gel powder compact. It was confirmed that most of the particles had a
plate-like shape (Fig. 4 (b)), and the particle size distribution was
relatively narrow. In the enlarged microstructure, plate-shaped particles and
spherical nano-sized particles are present in the mixture. These fine particles
were mainly present on the surface of the broken plate-shaped particles. It is
estimated that the platelets were formed as the nano-sized yttria slurry gelled
and dried. The powder having the plate-like shape did not
exhibit severe agglomeration in comparison with the
powder compact obtained from dry pressing with the
nano-sized yttria particles. Irregular aggregation of the
plate-shaped particles was hardly observed. The fracture surface
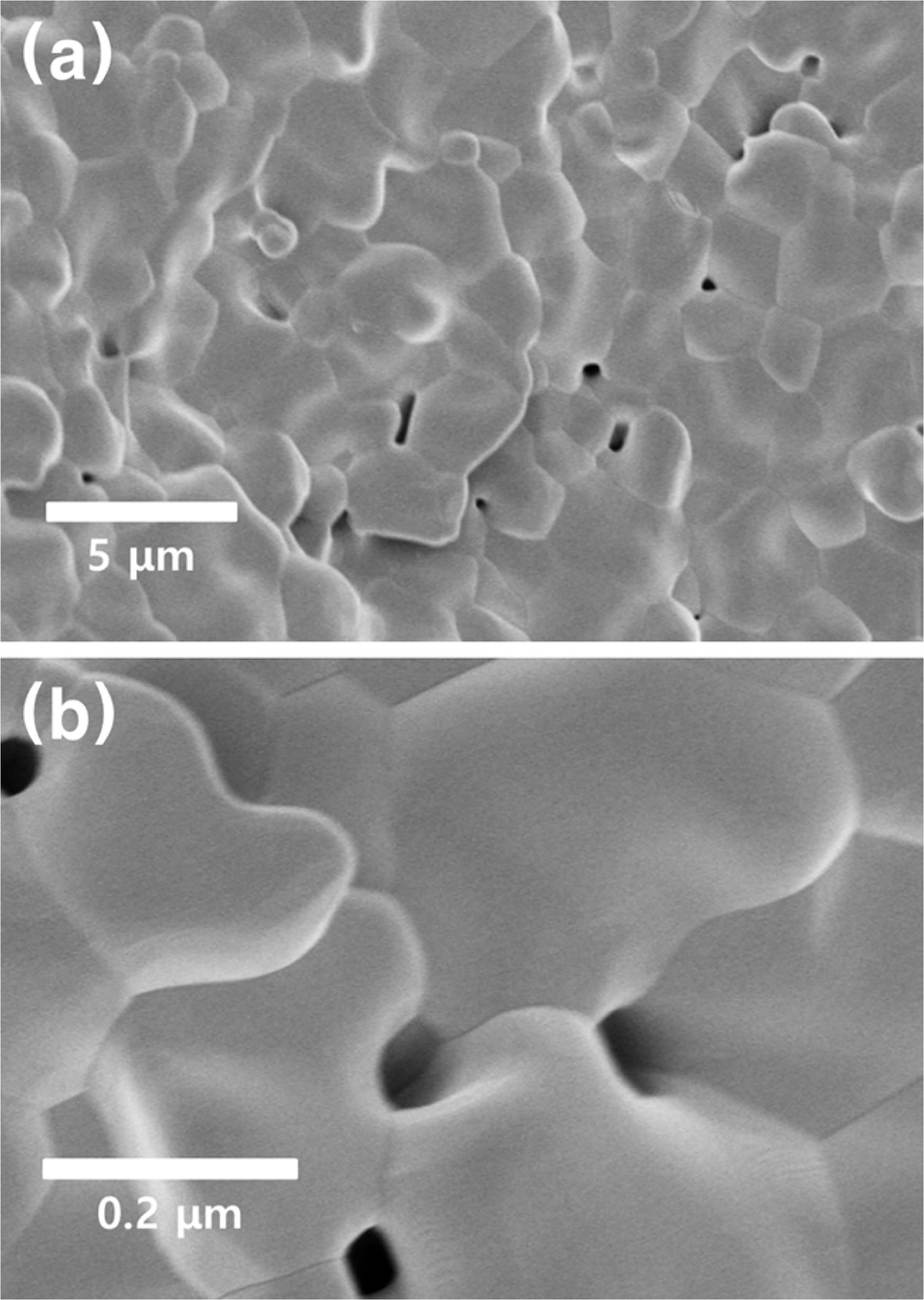
microstructures of the slip casted green body are shown in Fig. 5. The fracture
surface of the slip casted green body showed very homogeneous particle size
compared with other samples, and was mostly spherical. Although a
narrow range of aggregation was observed, a relatively
homogeneous distribution was observed over a wide range.
The fracture surface microstructures of the sintered
specimen according to different forming methods are shown in Figs. 6~8. As
shown in Fig. 6, the sintered specimen derived from the dry pressing method had
many pores, and partially sintered grains were observed.
Most particles were about 1.0~2.0 μm in size with peanut-shape particles.
Compared with the fracture surface of the green body, notable grain growth was
occurred, but the microstructure was not very compact due to the wide
distribution of pores. For the sintered specimen using the gel powder, there
were almost no pores, and the grain growth was more developed (Fig. 7). The
improved densification is ascribed to the elimination of agglomeration of the
nano powder to some extent by applying the ball milling process to the prepared
slurry, and agglomeration in the slurry was also prevented by applying the
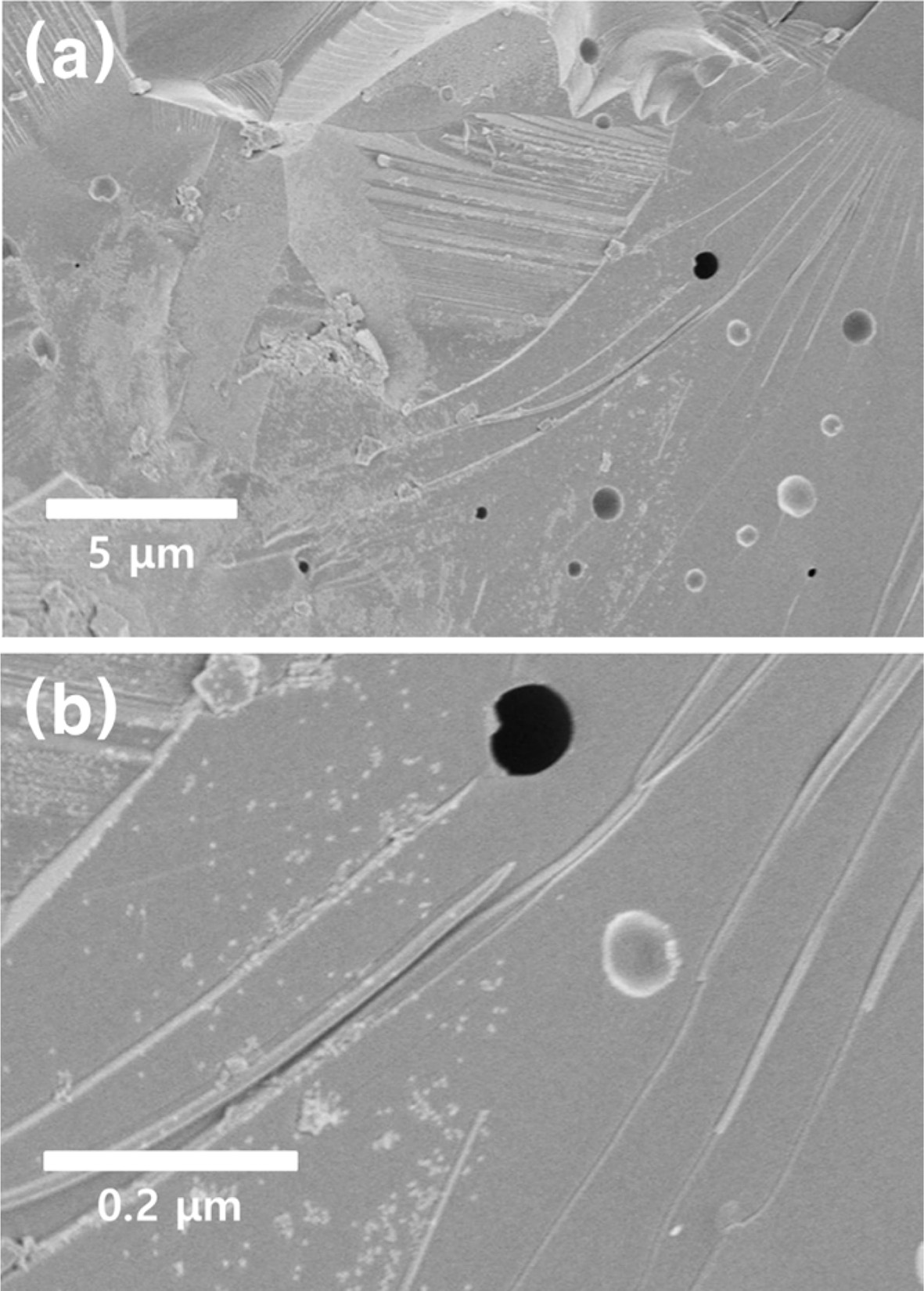
dispersant and pH control. The slip casting sintered specimen had almost no
pores at the grain boundaries and spherical shape crystals were
observed in the intragranular area (Fig. 8). In particular, the fracture
surface showed intragranular fracture behavior and this means
that grain boundary bonding occurred more strongly. It was estimated that this
phenomenon derives from further progression of densification. The spherical
shape crystals appear to be recrystallized yttria grains.
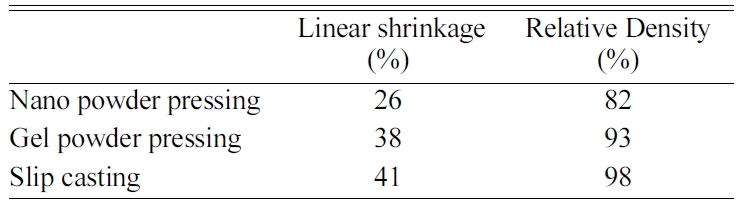
Table 1 shows the linear shrinkage and the relative density
of each sintered body. The sintered body obtained from dry
pressing the nano powder has a relative density of 82% with 26% shrinkage. The
dry pressed nano powder compact (Fig. 3) has a wide range of particle size
distribution from about large 5 μm agglo-
merated particles to small 0.1 μm particles. The macro-pores caused
by the irregularities of agglomeration might affect the low density of the
sintered body. The sintered body obtained from the gel powder compact has a
relative density of 93% with 38% shrinkage. Pores mainly existed at the grain
boundary, which is estimated to be a result of the large pores in the powder
compact not being removed during firing. The yttria sintered body prepared by
slip casting has a relative density of 98% with 41% shrinkage. In the study of
H. K. Lee et al. [18], it is surmised that for the growth of spherical grains,
internal seeds are formed from a small amount of impurities as the grains grow,
and then these seeds grow to form the spherical grains. All samples have very
high sintering shrinkage in comparison with the sintering behavior of other
ceramics. In the case of slip casting, the shrinkage was over 40%. This means
that the voids between the homogeneous nano powder compact are relatively small
and there are no large pores by agglomeration, and thus it is estimated that densification
occurred as a result of substantial shrinkage.
|
Fig. 1 Dispersion behavior of nano yttria slurry according to amount of dispersant. |
|
Fig. 2 Dispersion behavior of nano yttria slurry according to pH condition. |
|
Fig. 3 SEM micrographs of fracture surface of uni-axially pressed nano yttria powder compact : (a) ×3 k, (b) ×10 k. |
|
Fig. 4 SEM micrographs of fracture surface of uniaxially pressed, gel-type nano yttria powder compact : (a) ×3 k, (b) ×10 k. |
|
Fig. 5 SEM micrographs of fracture surface of nano yttria powder compact prepared by slip casting : (a) ×3 k, (b) ×10 k. |
|
Fig. 6 SEM micrographs of fracture surface of sintered yttria prepared by uniaxial pressing with nano yttria powder : (a) × 3k, (b) × 10k. |
|
Fig. 7 SEM micrographs of fracture surface of sintered yttria prepared by uniaxial pressing with gel-type yttria powder : (a) ×3 k, (b) ×10 k. |
|
Fig. 8 SEM micrographs of fracture surface of sintered yttria prepared by slip casting with nano yttria powder : (a) ×3 k, (b) ×10 k. |
|
Table 1 Shrinkage and relative density of sintered yttria according to various forming methods |
For the sintering of the 10 nm yttria powder, the
sintering behavior was investigated using gel type powder
compacts and slip casting compacts with aqueous slurries
rather than conventional dry pressure compacts. By use of a dispersing agent
and pH control, it was possible to prepare a properly dispersed nano yttria
slurry. The green body prepared from the aqueous slurry had a sintering
temperature of 1650 oC, and higher
density than conventional dry pressure compacts. The
problem of dry pressing with nano powder was solved by using the gel type
powder. This gelation phenomenon was relatively easily obtained by pH control.
In particular, the green body by slip casting had a
relative density of 98% with 41% sintering shrinkage. Furthermore,
unusual microstructure was observed where
spherical-shape, recrystallized particles were observed on the intra-granular
fracture surfaces.
- 1. C.H. Jung, J.S. Jang, and S.J. Lee, Met. Mater. Int. 17[3] (2011) 451-455.
-

- 2. S.J. Lee and C.H. Jung, J. Nanosci. Nanotechno. 12[1] (2012) 800-805.
-
- 3. J.H. Han, J. Kor. Ceram. Soc. 34[12] (1997) 1247-1253.
- 4. D. Huo, Y. Zheng, X. Sun, X. Li, and S. Liu, J. Rare. Earth, 30[1] (2012) 57-62.
-
- 5. Y. Xu, X. Mao, J. Fan, X. Li, M. Feng, B. Jiang, F. Lei, and L. Zhang, Ceram. Int. 43[12] (2017) 8839-8844.
-
- 6. B.Y. Son and M.E. Jung, Kor. J. Mater. Res. 21[8] (2011) 444-449.
-
- 7. F.M.B. Marques and G.P. Wirtz, J. Am. Ceram. Soc. 74[3] (1991) 598-605.
-
- 8. C. Brecher, G.C. Wei, and W.H. Rhodes, J. Am. Ceram. Soc. 73[6] (1990) 1473-1488.
-
- 9. R.V. Mangalaraja, J. Mouzon, P. Hedstrom, S. Ananthakumar, and M. Odén, Powder Technol. 191[3] (2009) 390-314.
-
- 10. A.L. Micheli, D.F. Dungan, and J.V. Mantese, J. Am. Ceram. Soc. 75[3] (1992) 709-711.
-
- 11. Y. Huang, D. Jiang, J. Zhang, Q. Lin, and Z. Huang, J. Am. Ceram, Soc. 93[10] (2010) 2964-2967.
-
- 12. C.W. Park, J.H. Park, H.S. Kang, H.A. Lee, J.H. Lee, J.H. In, and K.B. Shim, J. Ceram. Process. Res. 19[5] (2018) 383-387.
- 13. L. Gan, Y.J. Park, H. Kim, J.M. Kim, J.W. KO, and J.W. Lee, Int. J. Appl. Ceram. Tec. 13[4] (2016) 678-684.
-
- 14. S.J. Lee, P. Thiyagarajan, and M.J. Lee, J. Ceram. Process. Res. 9[4] (2008) 385-388.
- 15. Y.K. Yang and S.J. Lee, Arch. Metall. Mater. 63[3] (2018) 1473-1476.
- 16. S.C. Santos, L.F. G. Setz, C. Yamagata, and S.R.H. de Mellocastanho, Mater. Sci. Forum, 660-661 (2010) 712-717.
-
- 17. J. He, X. D. Li, J. G. Li, and X. D. Sun, Int. J. Mater. Sci. Eng. 1[1] (2013) 28-31.
-
- 18. H.K. Lee, S.S. Lee, B.R. Kim, T.E. Park, and Y.H. Yun, J. Korean. Cryst. Growth and Cryst. Technol. 24[6] (2014) 268-273.
-
 This Article
This Article
-
2020; 21(4): 450-455
Published on Aug 30, 2020
- 10.36410/jcpr.2020.21.4.450
- Received on Jan 27, 2020
- Revised on Mar 31, 2020
- Accepted on Apr 2, 2020
Services
Shared
Correspondence to
- Sang-Jin Lee
-
aDept. of Advanced Materials Science and Engineering, Mokpo National University, Muan, Republic of Korea
cResearch Institute of Ceramic Industry and Technology, Mokpo National University, Muan, Republic of Korea
Tel : +82-61-450-2493
Fax: +82-61-450-2498 - E-mail: lee@mokpo.ac.kr
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr