





- Optimization of process parameters in friction stir welding of aluminium matrix SiC-Al2O3 composites by genetic algorithm
P. Gopi Krishnana,*, B. Suresh Babub and K. Sivac
aAssistant Professor, Department of Mechanical Engineering, Dr.N.G.P. Institute of Technology, Coimbatore, Tamil Nadu, India
bAssistant Professor, Department of Mechanical Engineering, Sri Krishna College of Technology, Coimbatore, Tamil Nadu, India
cProfessor, Department of Mechanical Engineering, Hindusthan College of Engineering and Technology, Coimbatore, Tamil Nadu, India
Friction stir welding (FSW)
grabs more attention since the past decade among the researchers worldwide due
to its excellent characteristics such as no emission of fumes, no filler
material, comparatively economical and so on. Friction stir welding is
effectively used in bringing better joint without any appreciable defects in
light materials such as Aluminium, Magnesium etc., Experiments in FSW of
materials with high density such as steel, copper alloys etc., have also been
tried out. The selection of proper welding parameters determines a good
weldment. In this work, Aluminium matrix hybrid composite was manufactured
through stir casting with the matrix AA7010 and reinforcements SiC and Al2O3.
The hybrid composite workpieces were subjected to friction stir welding process
by varying the process parameters such as tool rotation speed, welding speed
and axial force using Taguchi L27 orthogonal array. Tensile strength of FS
welded composite was examined and regression analysis was done. Genetic
Algorithm technique was used to optimize the weld tensile strength within the
design space of 53 = 125 alternatives of parametric
combinations. The study focuses on the improvement of the tensile strength of
the welded specimens.
Keywords: Hybrid composite, Friction stir welding, Optimization, Genetic algorithm, Tensile strength
Composite materials gain more interest among the researchers
across the globe due to their attractive properties that suit the requirements.
The properties can be easily tailor-made according to the requirements in a
specific application. The mechanical properties of any matrix can be
modified by the addition of reinforcements with it
thereby enhancing the effectiveness of the material for the application. The
major advantage of composite materials over alloys is the incorporation of
anisotropic nature that leads to different physical and mechanical properties
of materials along different axes. Aluminium has many distinct properties such
as light weight, good formability, ductile, malleable and castable
and so on. Aluminium is used in many applications ranging from the household
vessels to space vehicles. Aluminium in composite form is used widely in the
skins of aircrafts’ wing upper and lower structures. Aluminium alloys are used
for both the structures which are primarily joined by the rivets that add up
the total weight of the aircraft resulting in the higher fuel consumption. In
order to reduce the weight of the wing structure, the welding process that does
not affect the homogeneity of the structure is required [1]. The wings of
aircraft carry the bending loads and moments, the direction of which subject to
change during flight and idle conditions. The tensile strength
is the key component for the wing structure to effectively transfer the
load to the fuselage.
Ghosh et al. [2] fabricated LM6 Aluminium alloy reinforced
with 7.5% SiC to observe the tribological characteristics that affect the
surface integrity of the machined surface using Taguchi L27
design. The test results show that the wear parameters such as time,
load and sliding speed have significant effects on the tribological
behaviour. Li-na et al. [3], investigated the influence of stirring time and
stirring temperature for the production of AA6061-ABOw—SiCp hybrid composite. The
results show that there exists a homogenised reinforcement
distribution and hence, better tensile strength was obtained at the decreased
stir temperature and increased stir time (640 oC and
30 min respectively). A study on the wear behaviour of Coconut shell
ash particulate (CSA) reinforced Aluminium Matrix composite
reveals that the incorporation of the reinforcements opposes the forces causing
wear on the composites [4]. When the load is increased, the CSA particles
increase the wear resistance of the composite. Many researchers have
tried out different techniques for the manufacturing of Aluminium
matrix composites. Methods such as Powder metallurgy, Rheocast technique and in
situ casting are used for the production of Al6061-AlN composites [5, 6].
Squeeze cast Al-Si-Mg matrix beryl composites show increase in the tensile
strength and wear resistance compared to the gravity cast method. The optimum
combination of weld speed reduction and rotary speed rise in the FS welding of
AA7039 alloy was estimated and the mechanical properties are analysed with the
different combinations in the work carried out by Sharma [7].
Lakshminarayananan et al. [8] employed Taguchi L9 orthogonal array during the
welding of RDE-40 Aluminium alloy. The results indicate that the rotational
speed, welding speed and axial force are the significant parameters in deciding
the tensile strength of the joint. Al5186 and mild steel are joined through FSW
by assigning the range of values for tool traverse speed, Plunge depth, tilt
angle and tool pin geometry [9]. The results show that the intermetallic
compounds tend to form during the low weld speed and get reduced during high
weld speed. The work by Kasman et al., conclude that the process parameters
have the greater influence over the strength of the weld [10]. Serio et al.,
used the infrared cameras to assess the correlation between the thermal
behaviour of joints and the process parameters for monitoring of the
quality of joints [11]. Vijayan and Rao [12] employed two
computational approaches, genetic algorithm and simulated
annealing algorithm in the dissimilar FSwelding of
AA6061-AA2024. The results conclude that the use of the computational
approaches influences the tensile properties significantly although
considerable number of iterations and substantial amount of time were
required to achieve the optimum parameter combinations. Hsieh and
Chen [13] combined TRIZ methodology in friction stir welding and concluded that
TRIZ in FSW will be used to establish correlation between parameters and will
serve as references to subsequent designers which in turn shorten R&D duration.
Ho et al. [14] proposed IHTGA (Intelligent hybrid Taguchi-genetic algorithm)
that performed Taguchi method between the crossover operation of GA, where the
genes for crossover are selected intelligently using Taguchi to get the
enhanced performance results in the optimization of bearing offsets
and shaft alignment in a marine vessel propulsion system.
Parka et al. [15] fabricated WC-10% Co using SPS process which was utilized to
improve the weld conditions of SS400 steel. Lina et al. [16] used Taguchi L18
array to optimize the machining parameters of EDM on zirconium dioxide and
aluminum oxide. The results clearly indicAted the impact of peak current and
pulse duration on material removal rate and surface roughness. Kamal et al.
[17] arrived the better combination of friction stir welding process parameters
in fabrication of aluminium alloy joints (cryorolled AA2219) using artificial
neural network.
Preparation
of composite
AA7010-SiC-Al2O3 Hybrid Composite is
manufactured prior to the friction stir welding
process. The composition and mechanical properties of AA7010
alloy are listed in Table 1 and 2. AA7010 is one of the heat treatable
aluminium alloy with better properties in 7XXX alloys such as high
strength-to-weight ratio, comparatively high strength, high fatigue strength,
good resistance to corrosion and so on. The alloy is being replaced in the
components of rib and wing structures in aircrafts. Stir casting
technique was used to manufacture the composite. Aluminium
billets placed in a graphite crucible were heated to temperature of around
730 oC to be melted. Meanwhile, the reinforcements SiC and Al2O3
each 10% were preheated to 900 oC in a Muffle
furnace for a soaking time of one hour to remove the moisture content.
Mg powder of 1% by weight was added into the melt
to improve the wettability factor of reinforcements. The
reinforcement particles were added using a feeder through the vortex created by
stir action in the molten metal. The molten mix was poured into stainless steel
mould of dimension 100 mm × 50 mm × 7 mm, which was preheated to around
250 oC to promote gradual heat dissipation from the melt.
Genetic
algorithm
A genetic algorithm (GA) is an effective optimization tool
for solving constrained and unconstrained optimization problems
based on theory of natural genetics and natural selection process that
replicates the biological evolution. GA is particularly suitable for deriving
the better optimal combinations of process parameters in a potentially large
space through navigation. GA differs from the conventional strategies and
algorithms in obtaining the optimal solutions. Many conventional algorithms
provide the limited solutions whereas GA searches in a huge search space and
comes up with lot of local solutions arrives the best solution among them. Every
optimization problem converges based on a fitness function
that is dependent on a number of variables. In the present
work, GA is designed to maximize the fitness function of
the variables. To start the optimization, GA requires the encoding of real time
parameters into genetic parameters. Once the genetic parameters are assigned,
the required fitness functions will be evaluated from the
final optimal parameters. GA starts with the evolution of population which usually
starts from a population of randomly generated individuals. The population in
each iteration is called as generation. The fitness of every individual in
every generation is evaluated. The fitness
is the desired value of the objective
function in the optimization problem being solved. The fit individuals deserve
to be selected to next generation and a few selected individual's genome is
modified to form a new generation through genetic operations such as
reproduction (selection), cross over and mutation. In selection or reproduction phase, a section of the
existing population is selected to
breed and a new generation is formed through the fitness function evaluation.
The fit individual is more likely to
be selected to next generation.
Several methods provide the fitness value for every individual which is a
time-consuming process, whereas GA picks the individuals in a generation
randomly to come up with the best local solution for the particular generation.
The next phase, crossover operator is a genetic operator
that combines coding of two parents to produce a new coding called
as offspring. The strategy behind crossover is that the
new offspring is better than both of the parents by taking the best
characteristics from each of the parents. Crossover occurs during
evolution according to a user definable crossover probability between
0.5-0.99. Cross over is designed in such a way to occur in the predefined site
of the codings. For instance, cross over may be a Single point,
N-point, Uniform, Arithmetic, Partially mapped, Order or Cycle
cross over types. The third phase, mutation is one of the genetic operator
which is used to change only one bit in a coding so as to provide the diversity
in the generation. Mutation rate is generally selected a little lower to ensure
that the variation of chromosomes bring much better offspring. The product of
number of bits, number of experiments taken in the iteration and mutation rate
is taken as the number of change of bits in that generation. Mutation can
be classified as random, swap, scramble or inversion type.
Once the mutation is performed, the fitness function for
the individuals is evaluated for the offspring. The better offspring in the
current generation deserve to be selected mostly in the next
generation. Thus the iteration process continues in a cycle and
gets terminated until all the individual parameter settings are completed. The
coding with the optimal setting is selected according to the fit value. As the
GA is programmed in such a way to select the maximum fitness value, the optimal
parameter setting will be obtained. Thus the GA gets terminated after the
desired fitness is obtained in the cycles.

Friction
stir welding
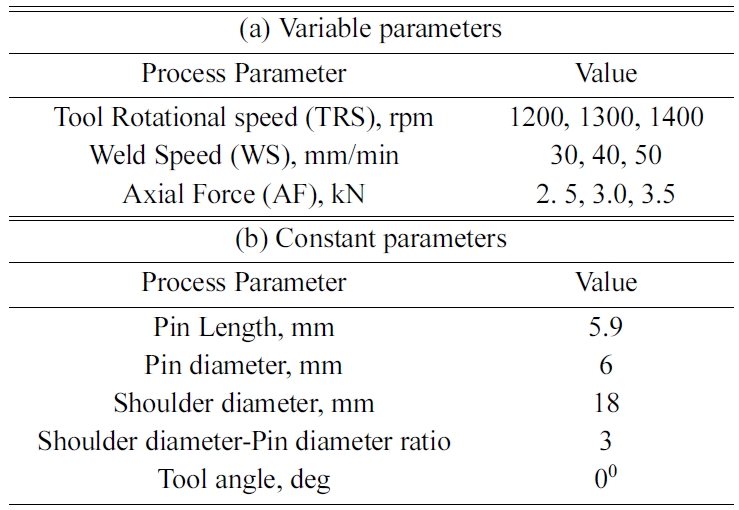
Trial welds were tried out to find the range of FSW
process parameters that fetch good welding results. The parameters
and their range were selected as: Tool rotation speed
(TRS) 1,200-1,400 revolutions/minute, Weld speed (WS) 30-50
mm/minute and Axial Force (AF) 2.5-3.5 kN. Butt joint configuration was
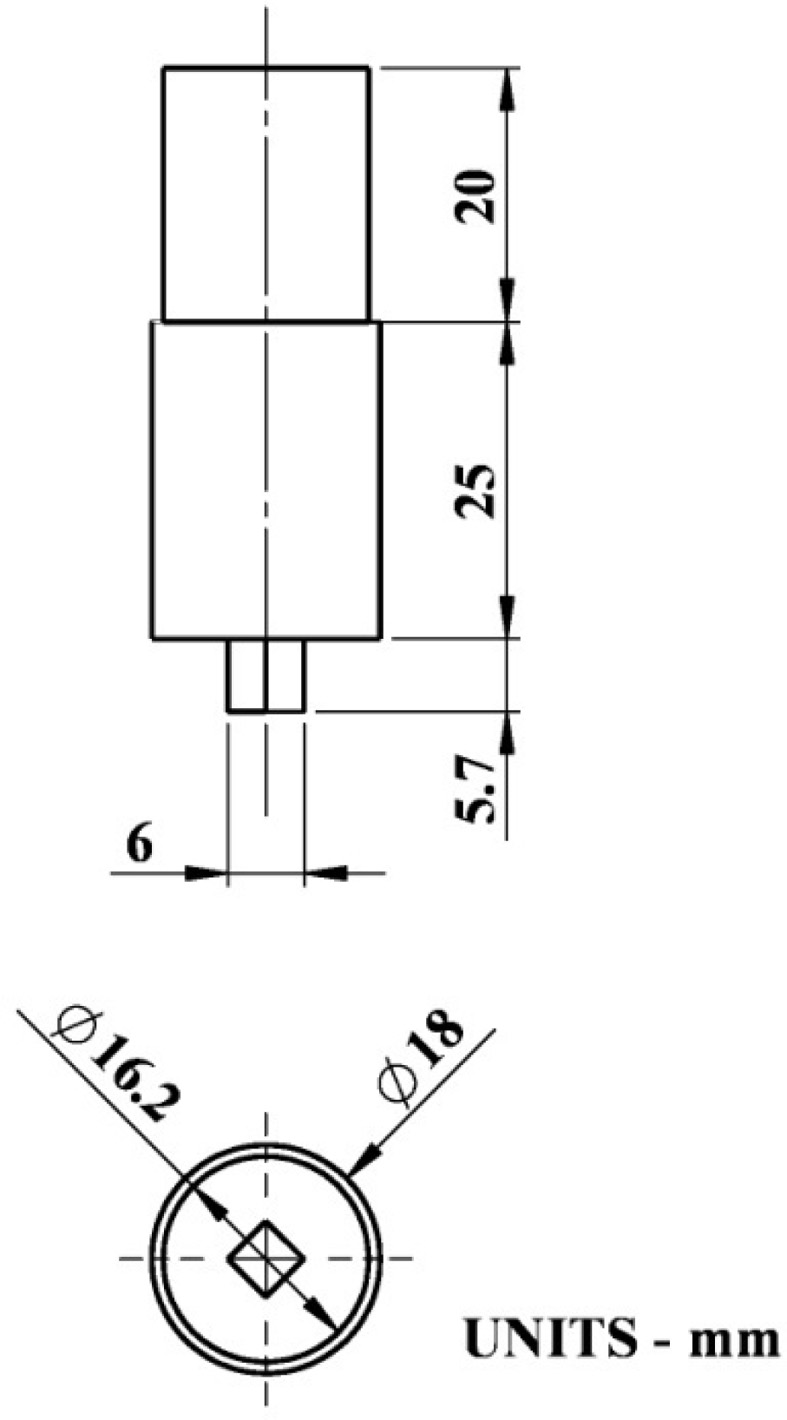
selected to fabricate the FSW joints. A non-consumable square tool, made of
high carbon high chromium steel, was used to fabricate FSW joints in vertical
milling machine. The dimensions of the FSW tool are given in Fig. 1. Taguchi
design is used to find the proper control factor settings against relatively
uncontrollable noise factors. Signal-to-Noise ratio is the effective measure
used to evaluate the robustness of the design that indicates the minimum variation
against noise. The higher Signal-to-noise ratio indicates the effectiveness of
control factor settings that minimize the noise factor effects. For the design
of 3 parameters with each 3 levels, L27 orthogonal array is
selected to carry out the experiments. The process parameters of FSW are shown
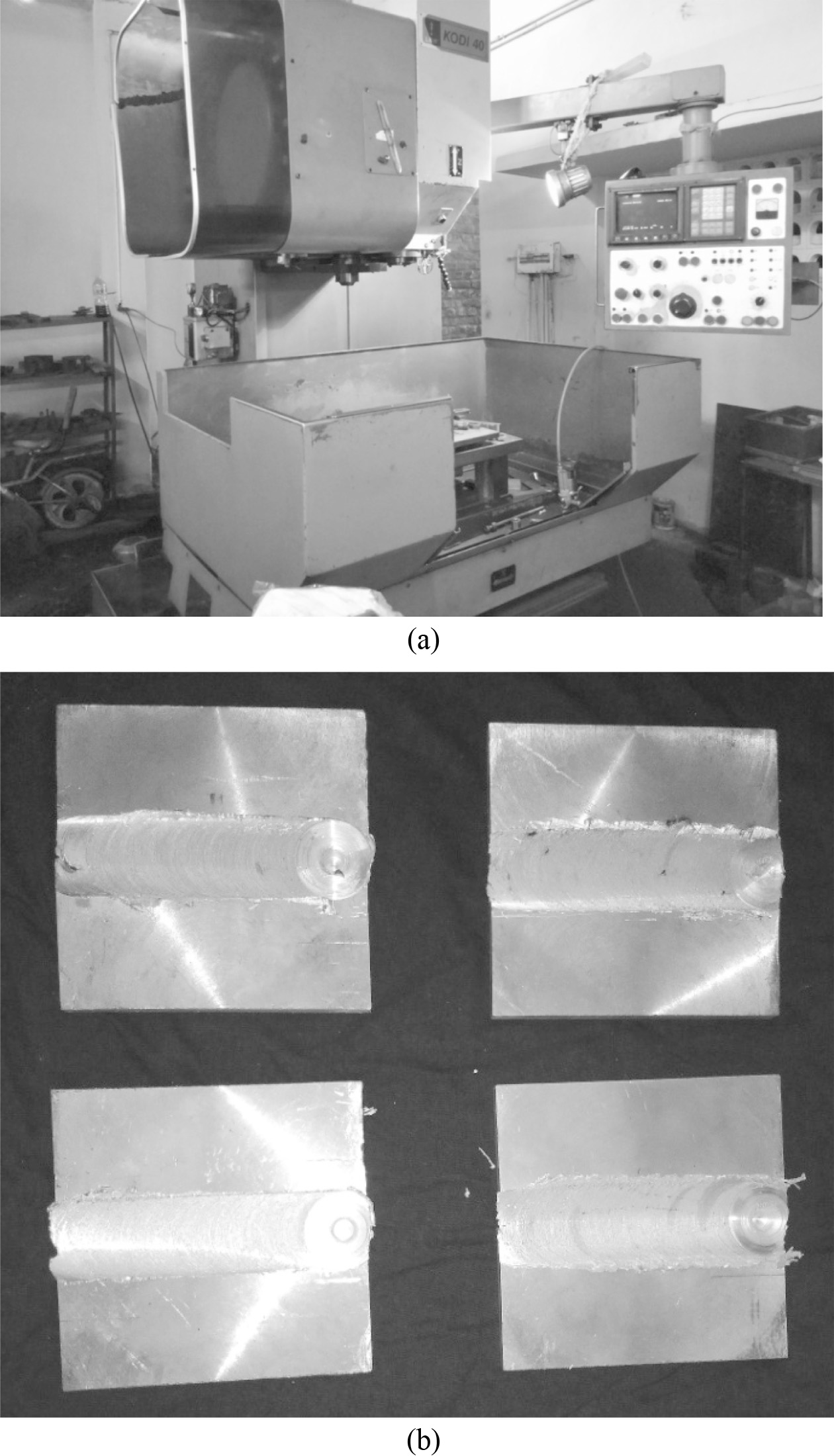
in Table 3. The FSW machine and the weld specimen are shown in Fig. 2. Table 2
|
Fig. 1 FSW tool dimensions. |
|
Fig. 2 (a) FSW machine and (b) welded specimens. |

Taguchi
design and ANOVA results
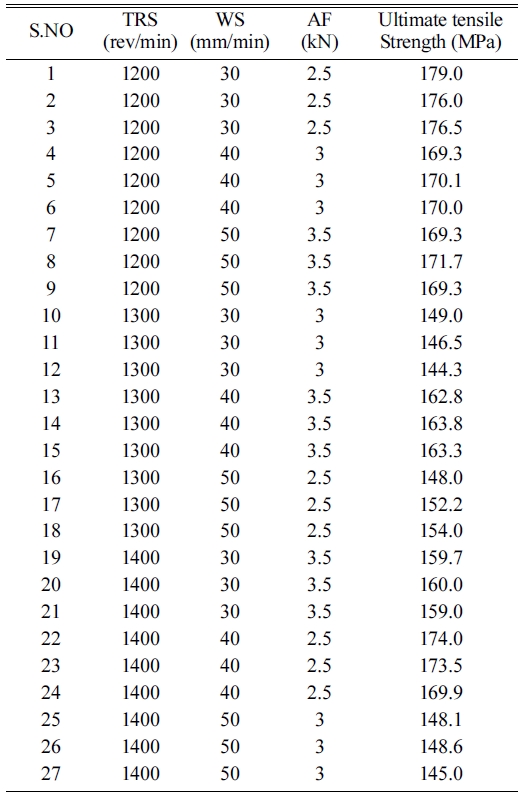
Tensile strength is the mechanical property considered
in this investigation that describes the better FSW joint quality. As per the
L27 orthogonal array design, the experiments were conducted in the
machine and welding between the components was performed. The plates,
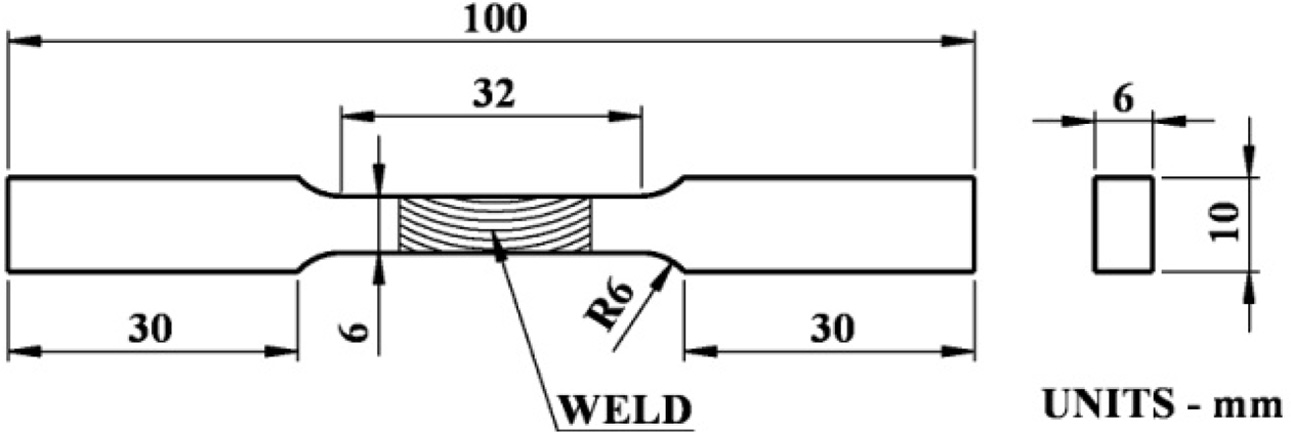
after welding, were cut into the required size (50 mm × 50 mm × 6 mm) by power
hacksaw and then machined as per the ASTM E8 standard. The observed tensile
strengths for the 27 weld specimens are tabulated in Table 4. The schematic
diagram of tensile specimen is shown in Fig. 3.
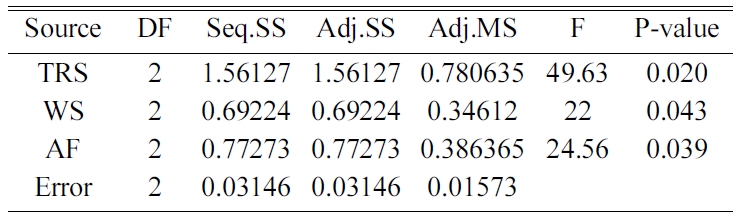
The adequacy of the experiments conducted is checked using
ANOVA table using MINITAB V17 software shown in Table 5. ANOVA table shows the
significance of each parameter involved in the process. The
Probability value (or P-Value) for all parameters given shows values less than
5% or 0.05 thereby indicating that all three parameters of FSW are significantly
influencing the tensile strength of the weld joint. Tool rotation speed is the
most significant parameter affecting the response followed by axial force and
welding speed. The R-Square and Adjusted R-Square values are greater than 95%
stating that strong relationship exists between the response and the predictor.
The regression formula for the ultimate tensile strength is obtained and shown
below:
UTS = 261.7 – (2.69 * AXIAL FORCE)
– (0.063 * TOOL
ROTATION SPEED)
– (0.244 * WELD
SPEED) (1)
Genetic
algorithm methodology
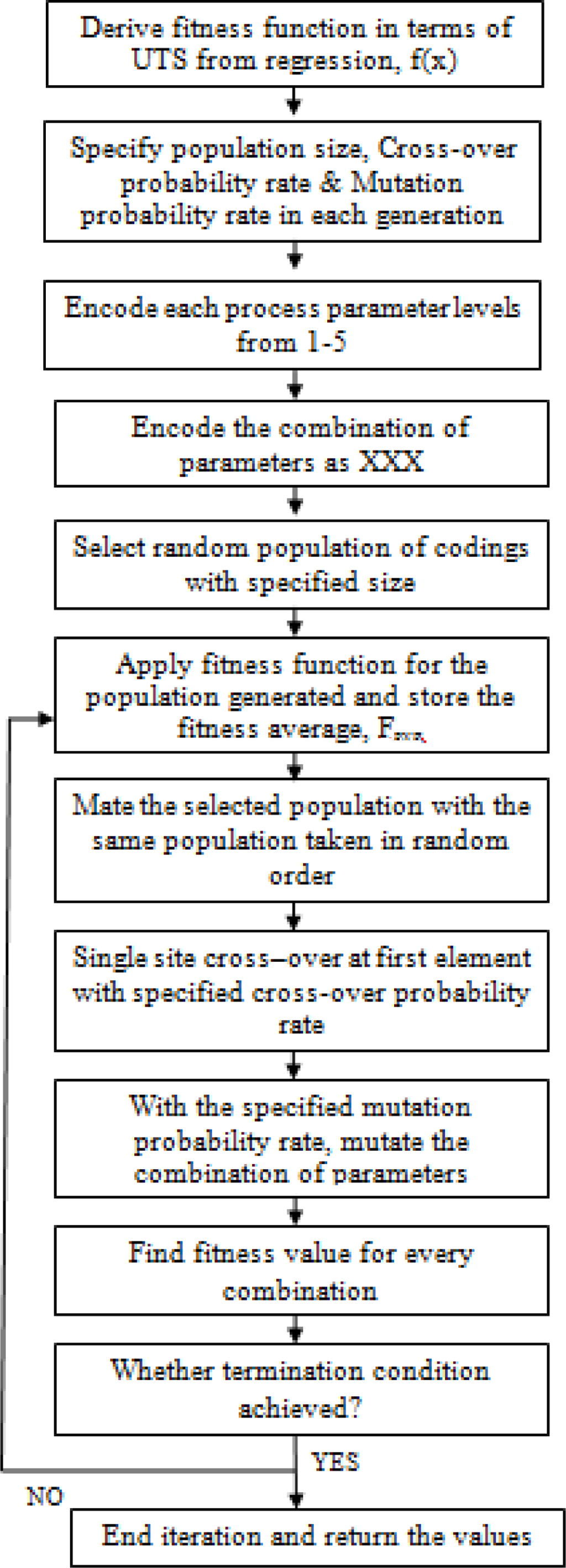
The methodology used in the study are summarised as
flowchart in Fig. 4. The regression formula derived from the Taguchi design
comprises the simple terms of process parameters. As the adequacy is safe, the
fitness function for the GA analysis can be taken as the maximisation of
Ultimate tensile strength in the design space. The design space selected in GA
is similar to the levels used in Taguchi design but to find the best solution
that maximizes the UTS requires a lot of time, man power, utilization of
resources etc., in the conventional way. The best solution can be predicted
through GA using the regression formula as GA explores the desired output
within the space through iterations. Programming for the Genetic Algorithm is
prepared in C package. Here, the fitness function is written as shown below:
F(x) = 261.7 – (2.69 * AXIAL FORCE)
– (0.063 * TOOL ROTATION SPEED)
– (0.244 * WELD SPEED) (2)
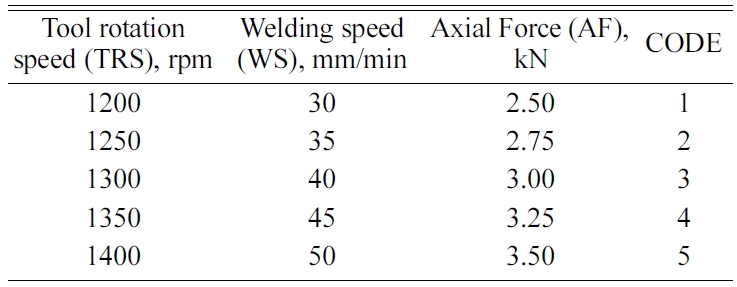
The levels of process parameters are increased from 3 to 5
considering the flexibility in the machine settings. The levels are decoded
accordingly as shown in Table 6. The design space for the optimization is thus
increased from 33 = 27 to 53 = 125.
The
population size, Cross-over probability rate and Mutation probability rate are
specified as 10, 0.70 and 0.033 respectively. Cross-over rate is selected to
0.70 to ensure that the better combination of parameters with good fitness
value is retained to the next generation. In order to get the desired
variability in the population, mutation rate is selected to 0.033 to change one
bit in the population of 10 using the formula given below.
No. of bits for formulation
= Population size * no. of bits * mutation probability rate
(3)
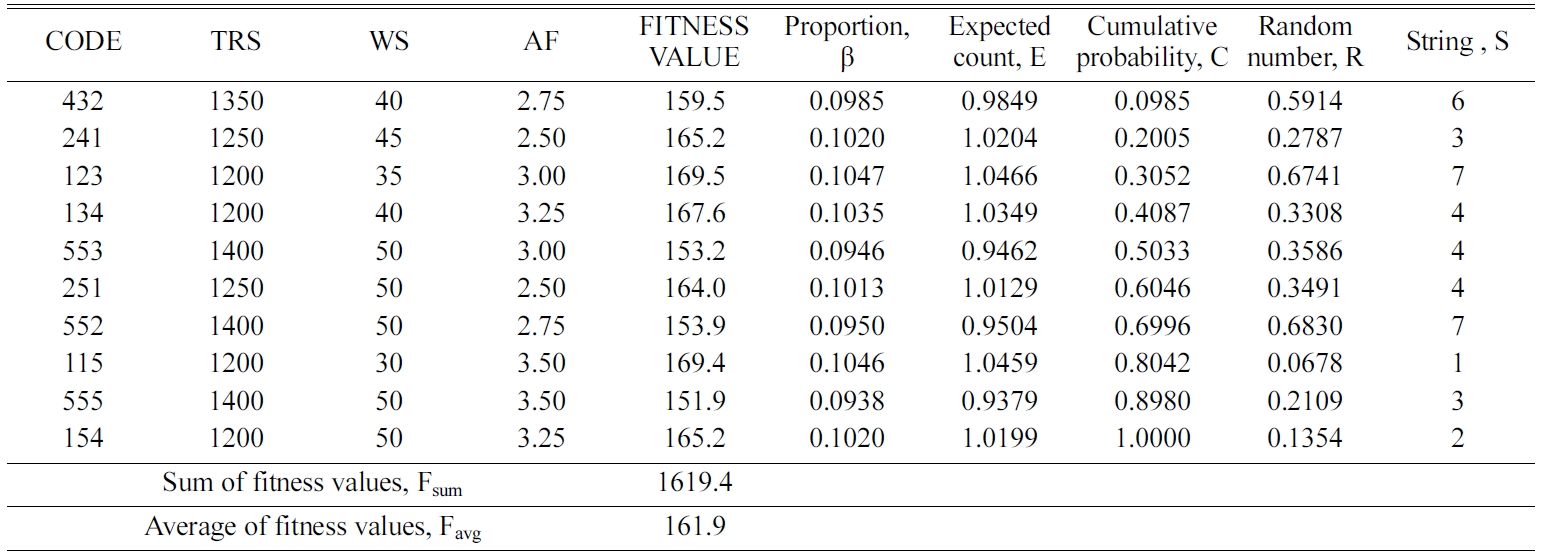
The combination of first generation parameters are
selected randomly as shown in Table 7. Then, the fitness functions for the
first generation are computed as shown in the last column. Sum and average of
the fitness values are also tabulated and saved as Fsum and Favg
respectively. The values for proportion (β) and Expected count (E) are
tabulated from the following formulae:
β = Fi / Fsum ; E = Population
size * β (4)
Roulette wheel method of selecting the best parents for
mating is used here for the cross-over phase. The values for the codes 1, 5, 7
and 9 are observed less than the Favg.. These values have the less
probability to get selected in the population pool while using Roulette wheel
since the circumference of the wheel is linear with the expected count.
Similarly, the values 2, 3, 4, 6, 8 and 10 with expected count greater than Favg
are likely to be selected in the population pool. The
cumulative probability (C) is calculated from the expected count, E.
Thus, the C value for the last row is 1. Programming is done in such a way that
10 random numbers are generated and the corresponding parents are selected
based on the intervals of cumulative probability in terms of string, S. It is
observed that the parents in rows 5, 8, 9 and 10 are not selected; 1, 2, and 6
are selected once; 3 and 7 are selected twice; 4 is selected thrice
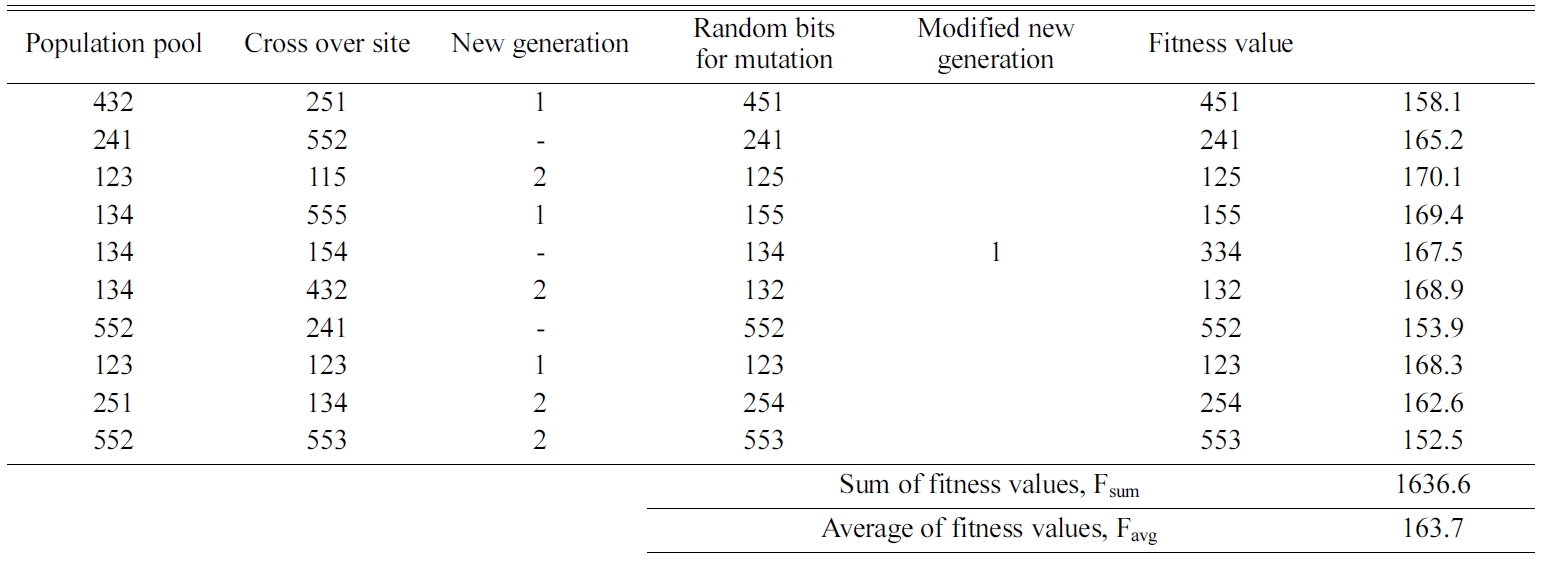
as tabulated. Correspondingly the new population pool is
generated and are mated with the previous generation as shown in Table 8. It is
also noted that any code providing high Fi value may also be
neglected and vice versa thereby improving the Favg value for every
generation progressively.
It is noted that the number of bits for mutation are
calculated as 1 and changed in the first bit of 5th row. The bit
selected for mutation is programmed such that the old codes are not selected in
order to explore the undiscovered design space. It is observed that Favg
value for the first iteration process has improved from 161.9 to 162.4. The
same procedure is repeated until all the possible combinations are verified. It
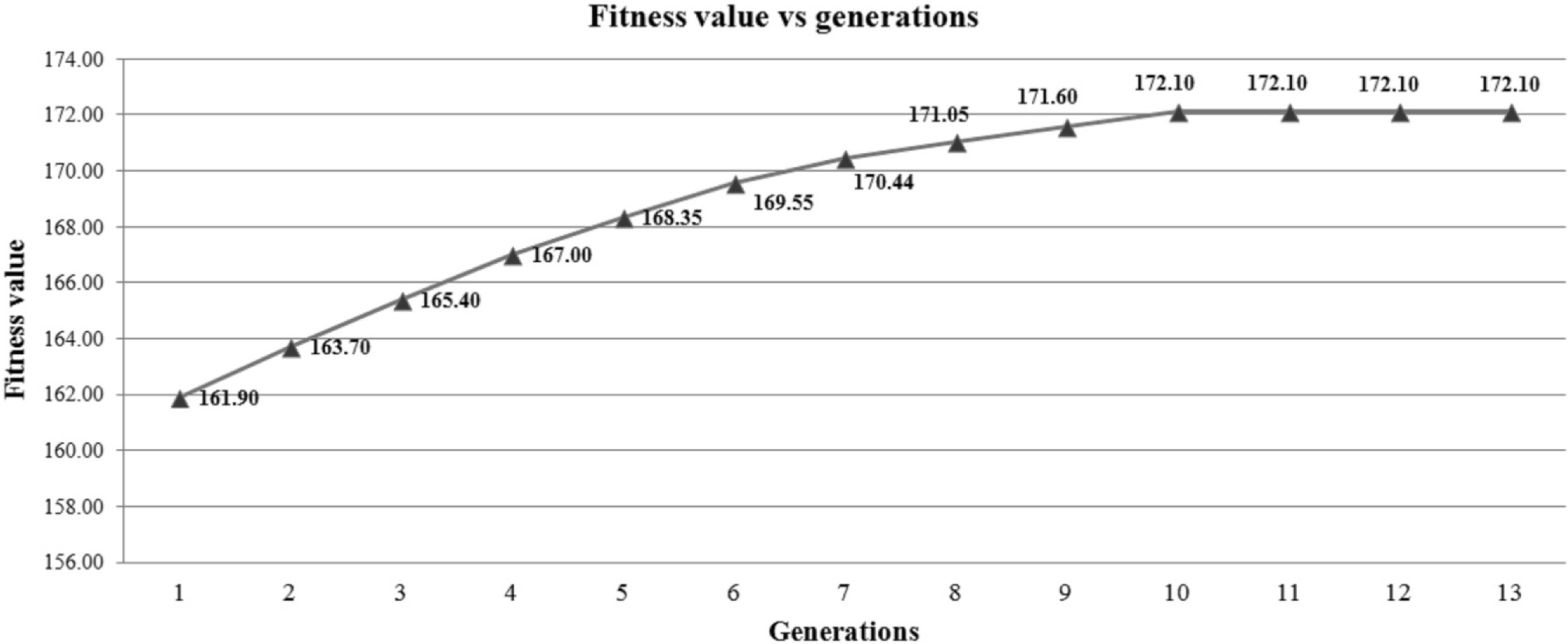
is observed that fitness value, Favg value increases and reaches the
maximum value of 172.10 MPa shown in Fig. 5.
Confirmation
test
The final Favg value after the program run
obtained is to be verified with the experimental results in order
to validate the GA methodology. The corresponding parameters
for the maximum ultimate tensile strength are obtained as code 111 indicating
TRS – 1,200 rpm; WS – 30 mm/min; AF – 2.5 kN. The code 111 is set with the
vertical milling machine and five trial welds are carried out in order to
eliminate any unwanted noise in the run. The average value of the trial welds
results for the confirmation test obtained is 176.8 MPa with 1.22% error at 95%
confidence level.
|
Fig. 3 Tensile specimen. |
|
Fig. 4 Genetic algorithm methodology. |
|
Fig. 5 Plot between fitness value vs generations. |
Genetic Algorithm is effectively used to optimize the
Friction stir welding parameters. The stir cast hybrid composite AA7010-SiC-Al2O3
was friction stir welded by varying the Tool rotation speed, Weld speed
& Axial force and keeping the other key FSW parameters constant.
Taguchi L27 orthogonal array design was used to conduct the experiments. GA way
of optimization was used to investigate the maximum ultimate
tensile strength of the hybrid composite. Friction stir welding of aluminium
matrix composites is used efficiently for joining of aluminium alloys. The
tensile strength of the weldment of composites depends upon the Friction stir
welding parameters. Every parameter has its effect over the tensile strength.
The maximum tensile strength is optimized from the design space by genetic
algorithm through C programming. The optimum parameters for Friction stir
welding of AA7010-SiC-Al2O3 hybrid composite
are: Tool rotational speed (TRS) – 1200 rpm; Axial Force
(AF) – 2.5 kN and Weld Speed (WS) – 30 mm/min. The
tensile testing in trial welds also confirms that the
optimized results by GA are agreeable with the experimental results.
- 1. E. A Starke and J.T. Staleyt, Prog. Aerospace Sci. 32[2-3] (1996) 131-172.
-

- 2. S.Ghosh, P. Sahoo, and G. Sutradhar, J. Compos. (2013) 1-9.
-
- 3. G. Li-na, G.Lin, Z. Hong-wei, and H. Lu-jun, Tran Nonferrous Met. Soc. China 21[2] (2011) 274-279.
- 4. A. Apasi, P.B. Madakson, D.S. Yawas, and V.S. Aigbodion, Tribol. Ind. 34[1] (2012) 36-43.
-
- 5. M.H. Robert and J.B. Fogagnolo, in Proceeding of the 11th International Scientific Conference (AMME'2002), 15-18 December 2002, Achievements in Materials and Manufacturing Engineering, pp. 463-466.
-
- 6. S. Lezhnev, D. Kuis, A. Volochko, A. Shegidevich, N. Svidunovich, and A. Naizabekov J Material Sci Eng 4[3] (2015) 3-5.
- 7. C. Sharma, D.K. Dwivedi, and P. Kumar, Mater. Des. 36 (2012) 379-390.
-
- 8. A.K.K Lakshminarayananan and V. Balasubramanian, Trans. Nonferrous Met. Soc. China 18[3] (2008) 548-554.
-
- 9. M. Dehghani, A. Amadeh, and S.A.A. Akbari Mousavi, Mater. Des. 49 (2013) 433-441.
-
- 10. S. Kasman and Z. Yenier, Int. J. Adv. Manuf. Technol. 70[1-4] (2013) 145-156.
-
- 11. L.M. Serio, D. Palumbo, L.A. Filippis, U. Galietti, and A.D. Ludovico, Materials (Basel). 122 (2016) 1-19.
-
- 12. D. Vijayan and V. Seshagiri Rao, Revista Tecnica De La Facultad De Ingenieria Universidad Del Zulia 39[1] (2016) 55-70.
- 13. H.T. Hsieh and J.L. Chen, Int. J. Adv. Manuf. Technol. 46[9-12] (2010) 1085-1102.
-
- 14. W. Ho, J. Tsai, J. Chou, and J. Yue, IEEE Access 4 (2016) 2304-2313.
-
- 15. B. Parka, H. Youna, J. Ryua, H. Sona, H. Bangc, I. Shonb, and I. Oha, J. Ceram. Process Res. 13[6] (2012) 705-712.
-
- 16. Y. Lina, J. Hungb, H. Chowc, and A-Cheng Wangd, J. Ceram. Process. Res. 16[2] (2015) 249-257.
-
- 17. K. Kamal Babu, K. Panneerselvam, P. Sathiya, A. Noorul Haq, S. Sundarrajan, P. Mastanaiah, and C. V. Srinivasa Murthy, Int. J. Adv. Manuf. Technol. 94[9-12] (2018) 3117-3129.
-
 This Article
This Article
-
2020; 21(2): 157-163
Published on Apr 30, 2020
- 10.36410/jcpr.2020.21.2.157
- Received on Aug 5, 2019
- Revised on Nov 11, 2019
- Accepted on Nov 22, 2019
Services
- Abstract
introduction
methods and materials
experimental procedure
results and discussion
conclusion
- References
- Full Text PDF
Shared
Correspondence to
- P. Gopi Krishnan
-
aAssistant Professor, Department of Mechanical Engineering, Dr.N.G.P. Institute of Technology, Coimbatore, Tamil Nadu, India
Tel : +91-8940585563 - E-mail: rs.wldg@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr