





- Preparation and properties of coated silica/aluminum cermet materials via powder metallurgy method
Jieguang Songa,b,*, Yue Liub, Chunxiao Wua,*, Xueqing Yangb, Huihui Luob, Chunyan Heb, Chengbin Lib and Haizhen Yangb
aEngineering Technology Research Center for Sponge City of Pingxiang City, Pingxiang University, Pingxiang 337055 China
bKey laboratory for Industrial Ceramics of Jiangxi Province, School of Materials and Chemistry Engineering, Pingxiang University, Pingxiang 337055 China
Cermet is a combination of
metal and ceramic, it exhibits some special properties, so it is one of the
most widely used engineering materials. In this paper, the properties of
encapsulated SiO2/Al cermet were prepared by powder metallurgy
method. Results showed that the density of SiO2/Al cermet is
increased with an increasing Al content. When the Al content is high, and the
high temperature is sintered, the liquid phase can fully bond the surrounding
SiO2 particles to form a relatively continuous and dense structure,
thereby obtaining a high microstructure density. When the SiO2:Al
ratio is increased from 1:1 to 1:3, the hardness is gradually increased. The
hardness and density of the sample are gradually increased with an increasing
molding pressure. The surface hardness of the cermet is increased first and
then decreased with an increasing sintering temperature. When the SiO2:Al
ratio is 1:3, the holding time is 10 min under molding pressure of 15 MPa, and
the sintering temperature is 900 °C for 1 h, the surface hardness of the
obtained coated SiO2/Al cermet is high, the value is 175.2 HV.
Keywords: Cermet, aluminum, silica, surface hardness, powder metallurgy method
With the development and technological advancement of
aerospace, electronics, automotive and other industries, the
performance requirements for engineering materials are gradually increasing,
and it is urgent to develop new materials with better performance [1-3]. Given
that cermets are a combination of metals and ceramics, cermets
exhibit several special properties. The properties of
ceramic–metal composites depend on the metal and ceramic properties, the volume
percentage of the two, the bonding properties, and the bonding strength of the
phase interface. The solid particles in the cermet are combined with the metal
phase to increase the strength and plasticity of the cermet. Cermet is an
engineering material with excellent properties, and Al is one of the representative
engineering materials [4-6].
SiO2 ceramics have many excellent properties
such as low thermal conductivity, low thermal expansion coefficient, low
density, and good volume stability, which make them ideal for lightweight
insulation. The SiO2 material has a light weight and small volume to
achieve the same thermal insulation effect. This feature account for the
advantages of SiO2 ceramic materials in aviation and aerospace
[7-9].
The difference in melting point between SiO2
and Al is relatively large. Thus, generally, using a conventional powder
metallurgy process to make the obtained second phase Al particles small in size
and uniform in distribution is difficult [10-11]. Preparation of coated
composite powder by coating aluminum powder with silicon oxide by ball milling
method is beneficial for uniformly dispersing silicon oxide in the cermet,
uniformly improving its mechanical properties, and effectively regulating the
conductivity of the cermet. Therefore, SiO2 and Al powders were
mixed according to certain ingredients, and ball milling is carried out in a ball mill by
different ball milling processes to obtain composite powder with improved
performance, which provides reference for the preparation of high-performance SiO2/Al cermet.
The raw materials used in the experiment were pure Al
powder (average particle size of approximately 50 µm) and
analytically pure SiO2 powder (average particle size
of approximately 5 µm). A certain proportion of SiO2 powder was
mixed with Al powder, ceramic ball was used as ball milling medium, and the
mixed powder was placed in a ball mill jar and placed on a GMS5-8 horizontal
ball mill at a speed of 360 r/min for 6 h to obtain a package type. SiO2/Al
composite powder (Fig. 1) was ready for use. The packed SiO2/Al
composite powder was obtained by a dry pressing method by using a YP-15A powder
tableting machine to obtain a blank with the size of Ø30Í10 mm, and the blank
was placed in a corundum crucible and coated with alumina powder. The blank is
embedded, and then buried in a SGM-2882SA high-temperature furnace to obtain
a cermet material for use. SU8010 field-emission scanning
electron microscope was used to observe the microstructure
of composite powder and cermet samples. The density of the cermet
samples was measured by the Archimedes principle drainage method
via BSA224S-CW density balance. HVS- the surface hardness of the
cermet sample was measured by a 1000 microhardness tester.

|
Fig. 1 Microstructure of Al and SiO2/Al composite powder. |
Effect
of molding pressure on properties of SiO2/Al cermet materials
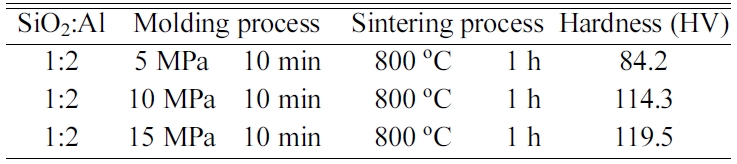
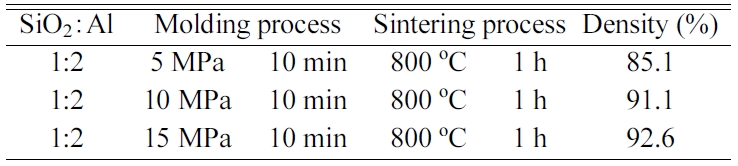
Table 1 and 2 show that as the molding pressure increases,
the surface hardness and the density of the cermet
gradually increase. The effect of molding pressure on
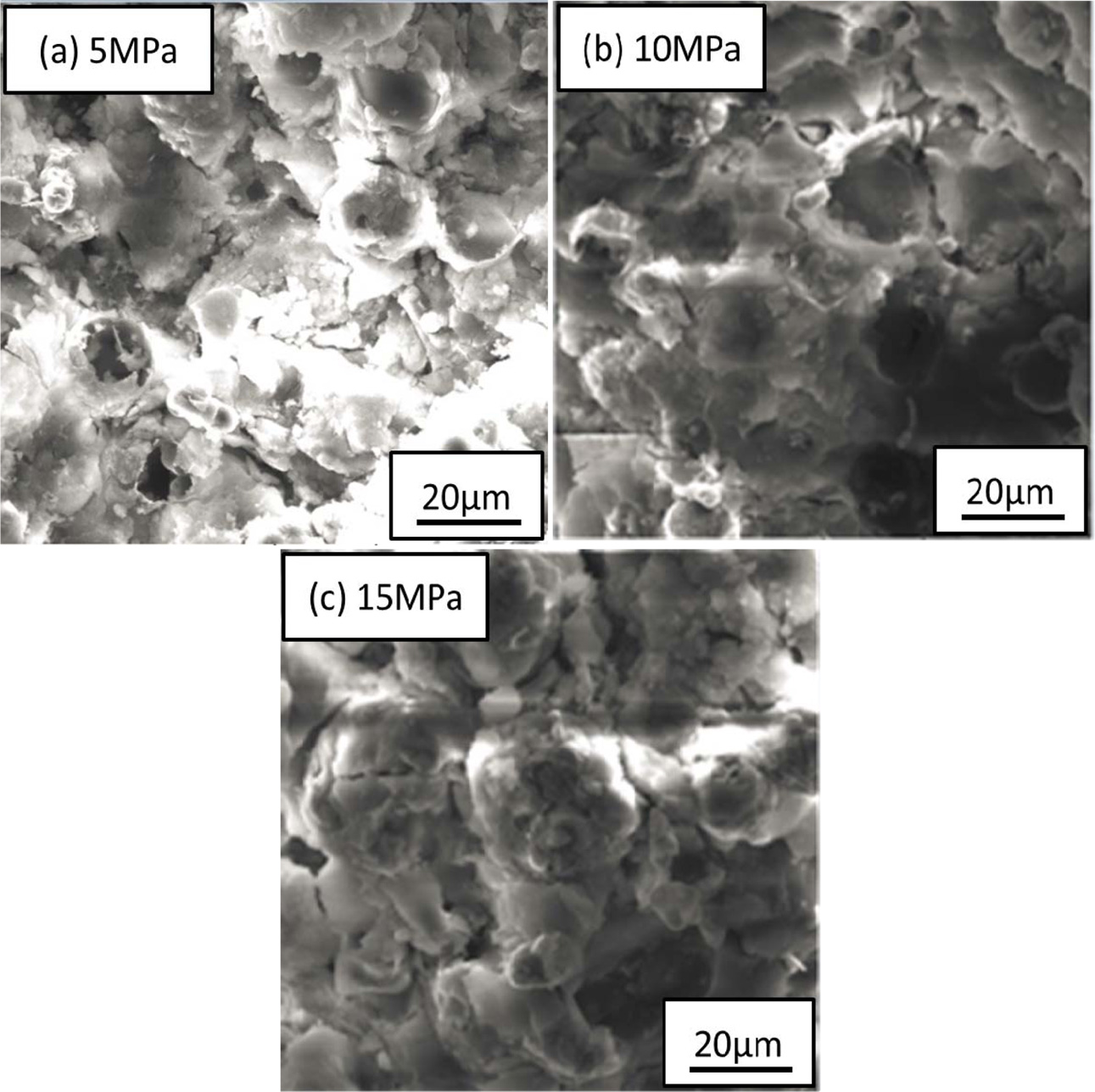
the microstructure of SiO2/Al cermet material can be seen from Fig.
2. When the molding pressure is 5 MPa, the gap
between the two phases becomes increasingly large (Fig. 2(a)). When the
molding pressure is 15 MPa, the cermet particles are tightly bonded, with relatively few gaps and high density (Fig. 2(c))
because when the cermet sample is
sintered at a high temperature and
the molding pressure is relatively small, the degree of tightness between the
particles is small, the crack is easily generated at the interface, and the gas
in the body is relatively high [12-15]. The smaller pressure of the surrounding
particles is the more likely that the gas will overflow the body during the
sintering process, thereby forming a porous gap in the body and reducing the
density of the cermet. During the sintering process, the molten Al liquid phase
will follow. The cavity flows out and collects on the surface of the blank.
When the density is low, effect on the fluidity of the molten Al liquid phase
is low, and the molten Al liquid in the outer flow is high, which cause the
density to decrease. The density
decreases, and the bonding strength
between the particles and the particles decreases, which in turn increases the
possibility of initiation and growth of cracks at the interface. On the
contrary, when the molding pressure is large, the initiation of cracks at the
interface is affected, the gas in the sample is low, and the pressure of the
surrounding particles is larger During the sintering process, the molten Al
liquid phase is not easily overflowed, and effect on density is low. At the
same time, the fluidity of molten aluminum will be considerably hindered,
thereby reducing the outflow of molten Al liquid phase, and the decrease in density. The bonding strength between particles is
large, and the initiation and growth
of cracks at the interface will be decreased.
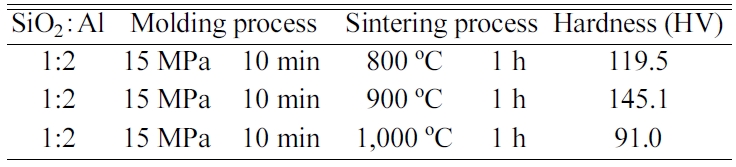
Effect of sintering temperature on properties of SiO2/Al
cermet materials
When the SiO2:Al ratio is 1:2, the forming
pressure is 10 MPa, the holding pressure for 10 min, sintering and heat
preservation for 1 h, Table 3 shows the hardness test results of the sample
after sintering at different sintering temperatures. With the increase in
sintering temperature, the surface hardness of the cermet is first increased
and then decreased. When the sintering temperature is 900 oC, the
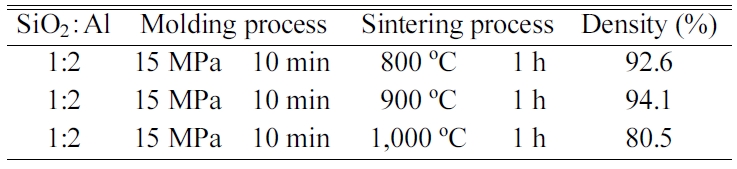
surface hardness of the cermet is the highest. As the sintering temperature
increases, the degree of aluminum melting increases, and the amount of liquid
phase in the body increases, thereby filling the pores between the particles
[16-18], making the body denser (Table 4 and Fig. 3), and improving
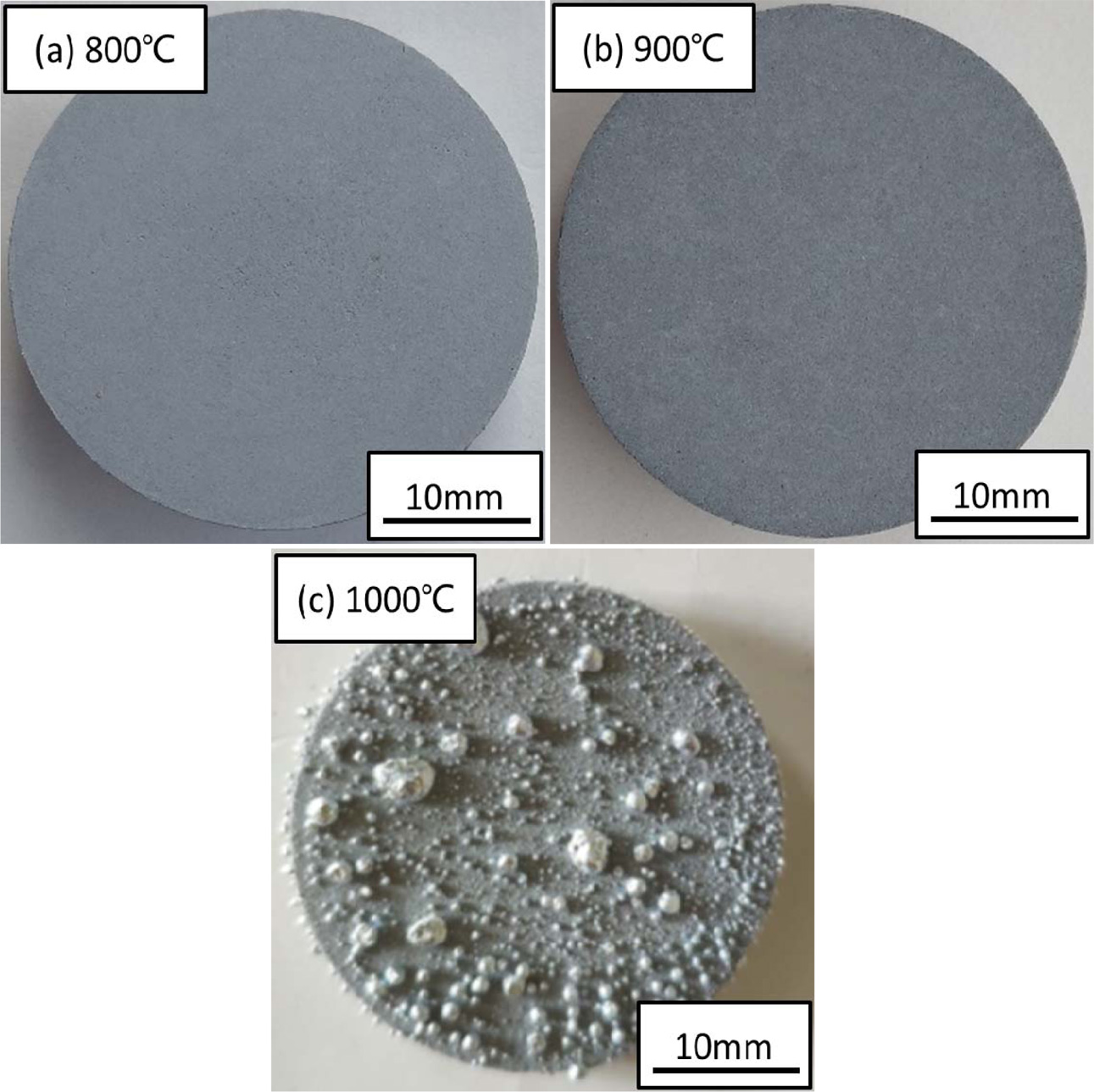
performance. When the sintering temperature is
extremely high, the amount of liquid phase is exceedingly large, and the molten
aluminum liquid is deposited on the surface of the green body (Fig. 3(c)),
which in turn decrease the density of the green body, thereby a decreasing the
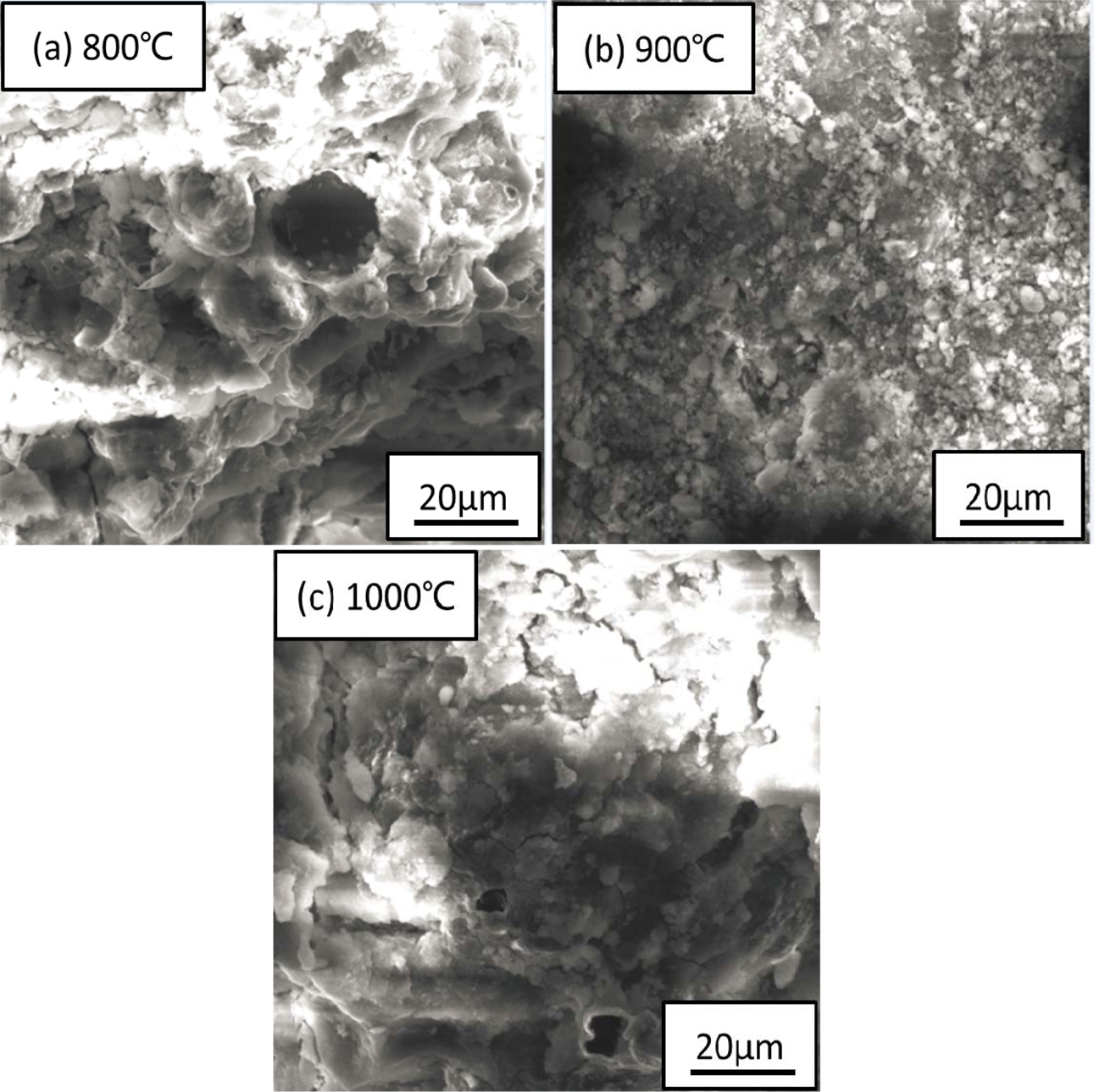
surface hardness. Fig. 4 shows that the sintering temperature affects the
surface morphology of the SiO2/Al cermet material. When the
sintering temperature is 800 oC, the bonding strength of the
grains in the sample is low, and most of the particles remain in
the state of the particles before sintering. However,
several grains combine to form large particles, and most
grains have additional cracks at the joints, thereby resulting in a sample that
is not dense. At the same time, distinguishing SiO2 particles from
Al particles is impossible. When the sintering temperature is 900 oC,
the combination of particles, the strength is relatively high, the interface is
clear, and the sample is extremely dense. When the sintering temperature is
1,000 oC, the bonding strength of the particles is relatively
high, the interface is uneven, the local area is relatively loose, and many
cracks are observed at the interface. In summary, when the sintering
temperature is 900 oC, the density of the sample after sintering is
relatively good.
Effect
of raw material ratio on properties of SiO2/Al cermet materials
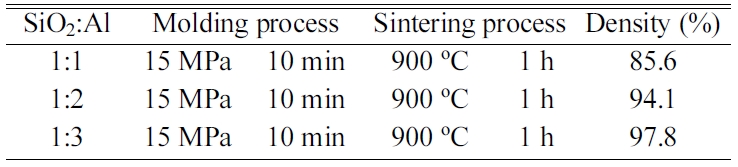
The results of the density test of the SiO2/Al
cermet material are shown in Table 5, Fig. 5 and Fig. 6 presents a XRD and SEM
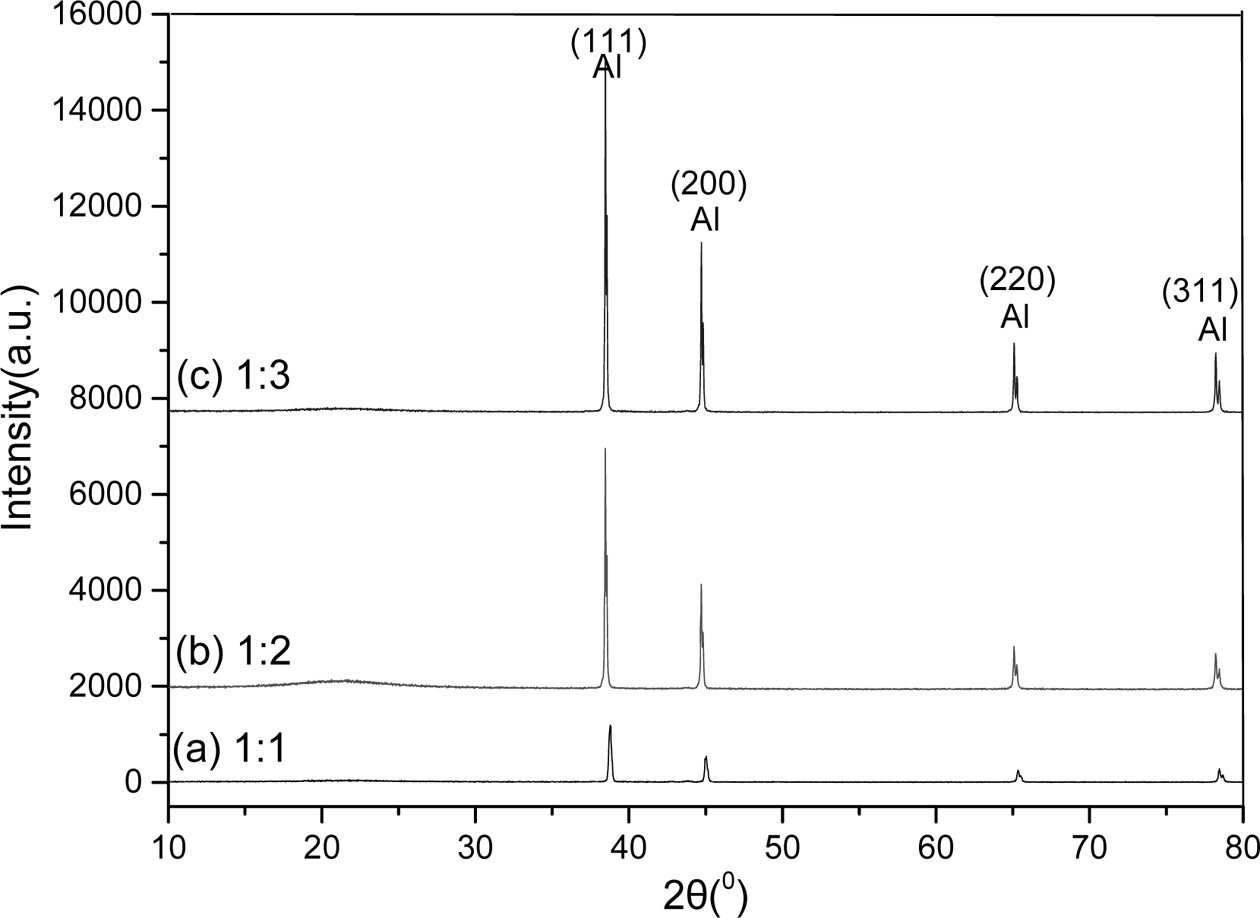
photograph of the cermet sample, respectively. Table 5 shows that as the Al
powder content increases, the SiO2/Al cermet material density
gradually increases. It can be seen from Fig. 5 that the characteristic peaks
of the Al after sintered sample become higher and higher with the gradual
change of the SiO2-Al ratio, while the SiO2 is basically
invisible. Therefore, SiO2 is not appeared in the XRD pattern. As
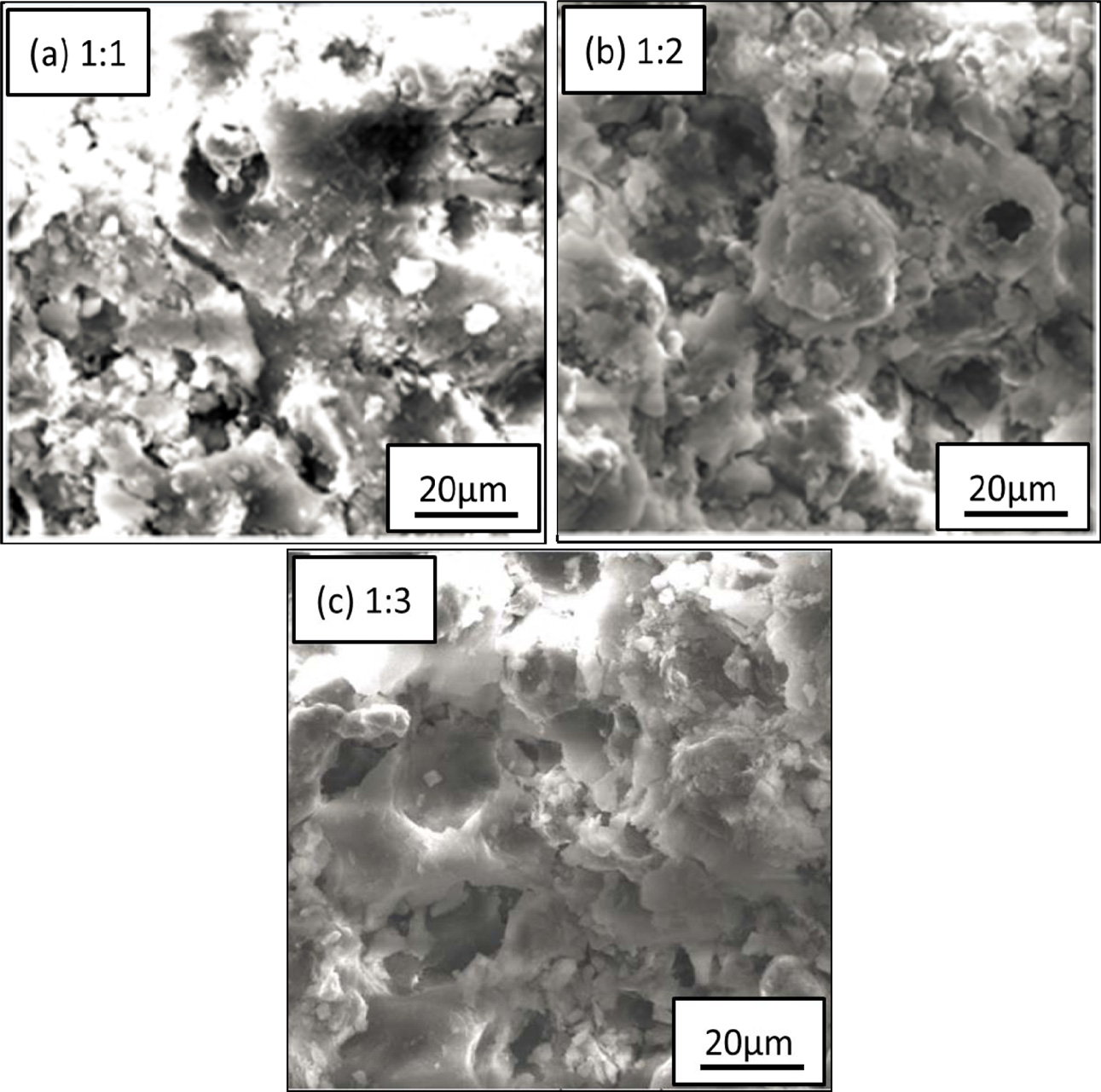
shown in Fig. 6, when the Al content is high during the high-temperature
sintering, the Al melts to form a liquid phase, which can fully bond the surrounding
SiO2 particles to form a relatively continuous
and dense structure, thereby obtaining a highly dense network structure (Fig.
6(c)). When the SiO2:Al ratio is 1:2, the liquid phase content of
SiO2 can be reduced, and the relative SiO2 content is
increased, which leads to a relative decrease in the dense phase content and a
relative increase in the nondense phase content [19, 20]. This result shows
decreased density with the SiO2:Al ratio of 1:2 compared with that
of 1:3 (Fig. 6(b)). As the Al content is further reduced, the SiO2 content
is increased, and the density is further decreased (Fig. 6(a)).
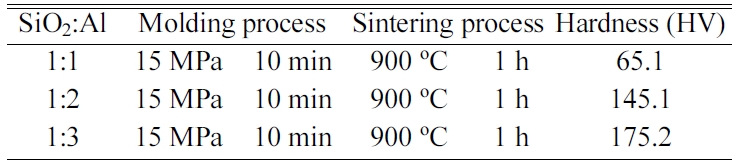
Table 6 shows that when the SiO2:Al ratio is
increased from 1:1 to 1:3, the surface hardness of the cermet is gradually
increased. The metal Al is partially melted at 800 oC, while the SiO2
powder is not melted, the molten Al liquid phase will still exhibit a granular
SiO2 powder encapsulation, and the matrix structure is an
Al phase. The Al content is relatively high, the matrix is
relatively large, and the SiO2 powder is relatively small. Al can
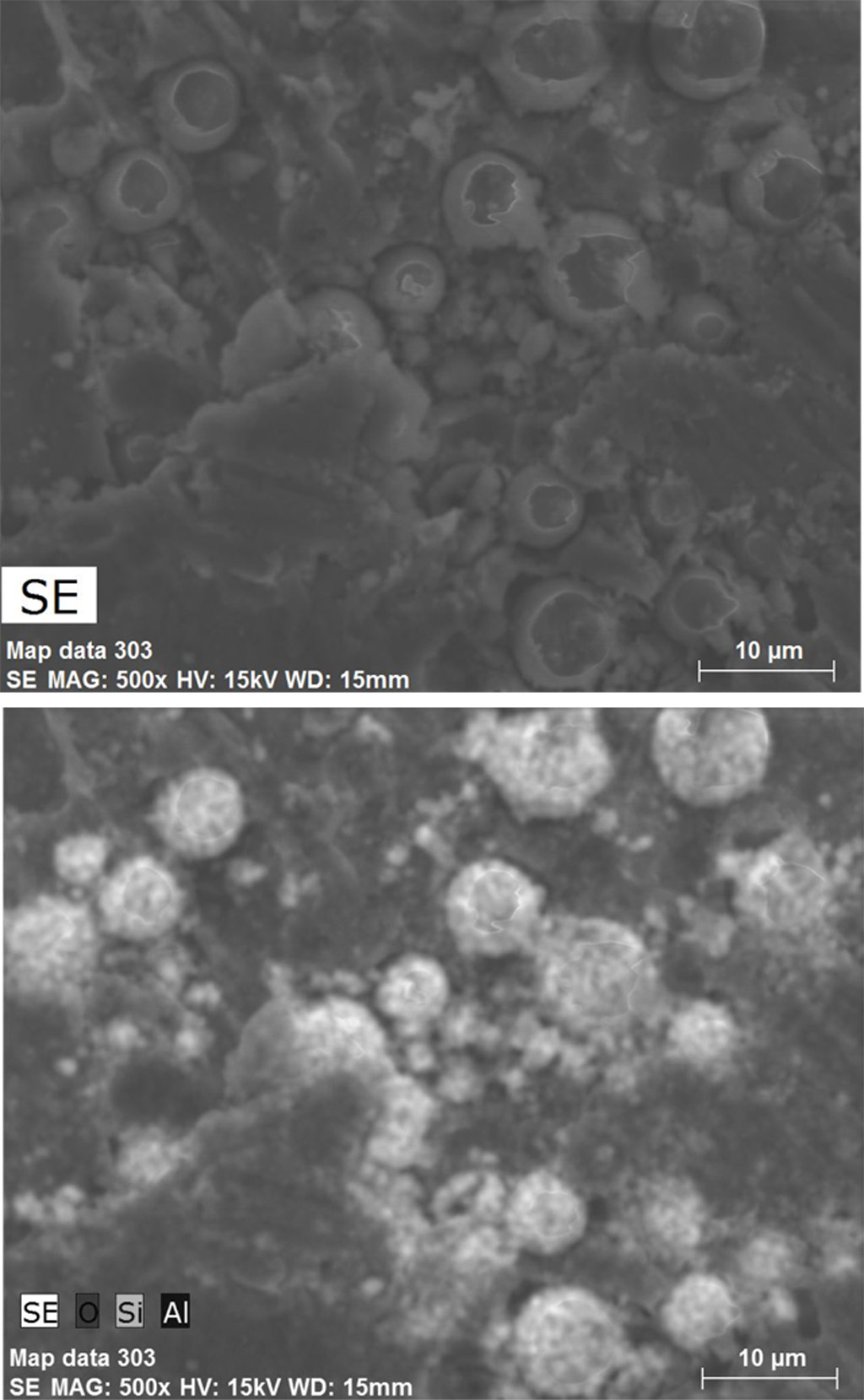
enclose SiO2, and the densification effect is good (Fig. 6(c)), the
EDS of SiO2/Al cermet material prepared by 1:3 raw material ratio is
shown in Fig. 7. It can be seen from the internal distribution of Si and Al
that the two-phase material is evenly distributed and tightly bound. Hence, the
sample has a high hardness as a whole. When the SiO2:Al
ratio is 1:2, the molten liquid phase of the Al cannot sufficiently enclose the
SiO2 powder, and several SiO2 powders are not wrapped
by A1 and cannot form a dense phase continuously, thereby
decreasing the densification degree of the cermet and in the surface thereof.
The hardness has decreased to some extent. As the Al content is further
decreased, the degree of densification of the green body is weakened, and the
surface hardness is further reduced. Table 2
|
Fig. 2 Microstructure of SiO2/Al cermet material prepared by different forming pressure. |
|
Fig. 3 Effect of sintering temperature on microstructure of SiO2/Al cermet. |
|
Fig. 4 Effect of sintering temperature on surface macroscopic morphology of SiO2/Al cermet. |
|
Fig. 5 XRD of samples prepared by different raw materials. |
|
Fig. 6 Microstructure of samples prepared by different raw material ratio. |
|
Fig. 7 SEM and EDS of samples prepared by 1:3 raw material ratio. |
|
Table 3 Surface hardness of samples prepared at different sintering temperatures. |
The experimental research and analysis results showed
that the density of SiO2/Al cermet material increases with the
increase in the Al powder content. When the Al content is high, and the high
temperature is sintered, the liquid phase can fully bond with the surrounding
SiO2 particles to form a relatively continuous and dense structure,
thereby obtaining a high microstructure density. When the SiO2:Al
ratio is increased from 1:1 to 1:3, the hardness gradually increases.
As the molding pressure increases, the hardness and density of the
sample gradually increase. As the sintering temperature increases, the surface
hardness of the cermet increases first and then decreases. When the SiO2:Al
ratio is 1:3, the molding pressure holding time of 15 MPa is 10
min, and the sintering temperature is 900 °C for 1 h, the
surface hardness of the obtained encapsulated SiO2/Al cermet is
high, with the value of 175.2 HV.
The authors are thankful for the financial support provide
by the Science and Technology Found of the Educational Department of Jiangxi
Province, China (GJJ171133), Teaching Reform Research Fund for Higher Education
of Jiangxi Province, China (JXJG-18-22-2) and The 13th Five-Year Plan for
Educational Science in Jiangxi Province, China (20YB259).
- 1. M. Chandrasekar, M.R. Ishak, and M. Jawaid, J. Reinf. Plast. Comp. 36 (2017) 72-82.
-

- 2. H.Y. Li, P. Motamedi, and J.D. Hogan, Mater. Sci. Eng. A 750 (2019) 152-163.
-
- 3. L.B. Zhao, N. Lin, and Y.H. He, Ceram. Int. 44 (2018) 17553-17561.
-
- 4. J.G. Song, R.H. Wang, and X.Q. Wang, Key Eng. Mater. 726 (2017) 184-188.
-
- 5. S. Sidhu, A. Batish, and S. Kumar, J. Reinf. Plast. Comp. 32 (2013) 1310-1320.
-
- 6. J.G. Song, Y. Liu, and C.L. Pang, J. Ceram. Proc. Res. 19 (2018) 142-145.
- 7. H.X. Qiao, H.Y. Xiao, and Y. Huang, Surf. Coat. Tech. 364 (2019) 170-179.
-
- 8. H.Y. Lee, F.C. Tsui, and Y.C. Lee, Mater Chem Phys. 233 (2019) 203-212.
-
- 9. J.G. Song, X.Q. Wang, and L. Chen, J. Ceram. Proc. Res. 19 (2018) 50-53.
- 10. A. Pattnayak, N. Madhu, and A.S. Panda, Mater. Today Proc. 5 (2018) 8184-8192.
-
- 11. R.H. Wang, Y.Q. Li, and S.Y. Yu, Key Eng. Mater. 726 (2017) 189-193.
-
- 12. X.D. Lu, Z.Y. Jia, and H. Wang, Measurem. 140 (2019) 56-62.
-
- 13. W.S. Chuang, Y.C. Cai, and J.C. Huang, Surf. Coat. Tech. 340 (2018) 145-150.
-
- 14. Y. Sun, M. Chen, and B. Zhao, J. Non-Cryst. Solid. 515 (2019) 50-57.
-
- 15. L. Liu, X. Ni, X. Xiong, J. Ma, and X. Zeng, J. Alloy. Compd. 788 (2019) 768-778.
-
- 16. D. Kempen, A. Piccolroaz, and D. Bigoni, Int. J. Mech. Sci. 156 (2019) 146-158.
-
- 17. M. Zhang, R.D. Li, and T.C. Yuan, Script. Mater. 163 (2019) 34-39.
-
- 18. F. Turki, H. Abderrazak, and F. Schoenstein, J. Adv. Ceram. 8 (2019) 47-61.
-
- 19. J.G. Song, L. Chen, and C.L. Pang, J. Ceram. Proc. Res. 19 (2018) 11-14.
- 20. G.M. Asmelash, O. Mamat, and F. Ahmad, J. Adv. Ceram. 4 (2015) 190-198.
 This Article
This Article
-
2020; 21(2): 143-147
- 10.36410/jcpr.2020.21.2.143
- Received on Jul 12, 2019
- Revised on Mar 24, 2020
- Accepted on Mar 27, 2020
Services
- Abstract
introduction
experimental materials and methods
results and discussion
conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Jieguang Song a,b,*, Yue Liub, Chunxiao Wu a,*
-
aEngineering Technology Research Center for Sponge City of Pingxiang City, Pingxiang University, Pingxiang 337055 China
bKey laboratory for Industrial Ceramics of Jiangxi Province, School of Materials and Chemistry Engineering, Pingxiang University, Pingxiang 337055 China
Tel : +86 799 6682178 Fax: +86 799 6682171 - E-mail: sjg825@163.com, 2974716855@qq.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr