





- Fabrication of cross-ply Cf/C-SiC composites and the investigation of pyrolysis conditions on their properties
Kati Raju, Seyoung Kim*, Young-Hoon Seong, Soo-Hyun Kim and In-Sub Han
Energy Efficiency and Materials Research Division, Korea Institute of Energy Research, Daejeon 34129, Korea
The fabrication of continuous
carbon fiber-reinforced carbon-silicon carbide matrix (Cf/C-SiC)
cross-ply composites is highly attractive from a practical viewpoint due to
their homogeneous microstructures and isotropic mechanical properties. However,
the properties of Cf/C-SiC composites depend significantly on their
processing conditions and temperatures, especially the pyrolysis conditions and
temperatures. In this study, cross-ply Cf/C-SiC composites were
fabricated using different pyrolysis protocols with phenolic resin via a liquid
silicon infiltration. The effects of the pyrolysis conditions on the
microstructures of the composites and their mechanical properties as well as on
crack formations were evaluated at room temperature. Pyrolysis was performed at
600 °C for 1 h in a nitrogen atmosphere at different heating rates. The
flexural strength varied from a minimum of 47 ± 3 MPa to a maximum of
62 ± 6 MPa (~ 35% increase) depending on the pyrolysis
conditions.
Keywords: Pyrolysis; Microstructure; Cf/C-SiC composites; Flexural strength
Research into the fabrication of continuous carbon fiber-reinforced
carbon-silicon carbide matrix composites (Cf/C-SiC)
is active at present because of their remarkable properties,
such as low density, low coefficient of thermal expansion,
high fracture toughness, high specific stiffness, and
excellent oxidation resistance [1-4]. Due to these outstanding properties,
these composites are recognized as potential candidates for
applications in many advanced technological
industries, including the automotive, energy, aerospace,
and defense sectors [2-8]. The global market for these composites is increasing
rapidly and it was reported that in the aerospace sector alone, they will be
worth an estimated value of ~ 1.07 trillion US$ by 2028 because of the
manufacture of about 231,000 new aircraft engines [9].
Various fabrication techniques have been developed for
manufacturing Cf/C-SiC composites, including liquid
silicon infiltration (LSI), chemical vapor infiltration (CVI), and polymer
impregnation and pyrolysis (PIP) [1, 10-12]; each of these
techniques has certain advantages and disadvantages. In particular,
the CVI and PIP methods employ many hazardous and cost-ineffective reactive
gases and liquid precursors, respectively; these processes are very time
consuming (> 24 h). Moreover, the fabrication of complex and large-sized
composites is very difficult. From an industrial viewpoint, it has
been demonstrated that LSI is an effective and economically
viable technique for fabricating Cf/C-SiC composites [1, 2]. Its
advantages mainly include low costs, short fabrication periods (~ 3 h),
low residual porosities, and the simplicity of large, complex, and near-net
shaping. However, disadvantages such as the presence of residual silicon and
fiber damage due to the exothermic reaction of silicon with carbon limit the
usage of LSI. Nonetheless, these problems can be overcome by adjusting the
processing parameters and coating with a suitable interphase layer wherever
required.
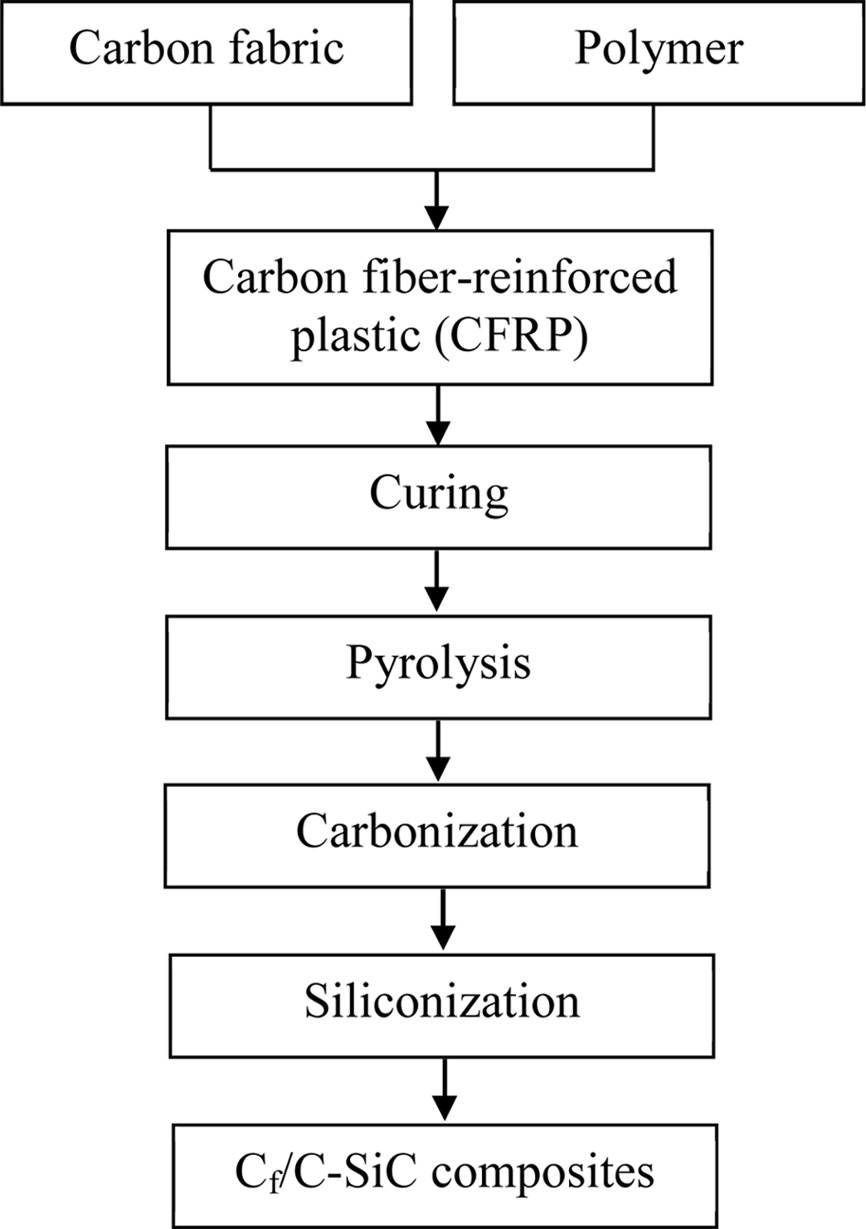
Curing, pyrolysis, carbonization, and siliconization are
the main sequential steps involved in the fabrication of Cf/C-SiC
composites via LSI. Fig. 1 presents flow-chart for a
typical LSI technique. Carbonization at higher temperatures
may be applied sometimes after pyrolysis depending on
the requirements. After preparing a carbon fiber-reinforced
plastic (CFRP) with the desirable preform and polymer,
curing is normally performed at lower temperatures (< 250 °C),
where cross-linking of the polymer occurs and it hardens. Different
thermosetting and thermoplastic polymers can be used, such as polyetheretherketone,
polyetherimide, phenolic, silicone, and epoxy resins [13-16]. In
the next step, pyrolysis is performed at moderate temperatures below
1,000 °C and the polymer is converted into amorphous/glassy carbon. Cracks
are generated within the CFRP during pyrolysis due to shrinkage of the matrix.
Subsequently, carbonization is conducted at temperatures greater than
1,600 °C in order to obtain the porous Cf/C preform. Finally,
siliconization is performed at temperatures higher than
1,420 °C (melting temperature of Si), where the liquid
silicon infiltrates under the driving capillary force and expands to fill the
pores. Moreover, the liquid silicon reacts with carbon in the porous preform to
yield a dense Cf/C-SiC composite.
Each step in the LSI process plays a crucial role in
determining the final characteristics of the Cf/C-SiC composites
because their properties depend significantly on the
processing conditions [16-18]. The pyrolysis of CFRP is
considered a vital step because segment cracks (transverse),
micro-cracks, and micro-delaminations start generating during this
stage [19, 20]. The properties of composites are governed primarily by
these crack patterns. However, these cracks can be controlled by adjusting
parameters such as the pyrolysis temperature, heating rate, and fiber
treatment, and by adding filler materials to the polymers [21-26]. Furthermore,
the properties of Cf/C-SiC composites depend greatly on the
fibers employed, fiber orientation, fiber architecture,
interphase coating layers, matrix phase, and many other factors
[1, 27]. From a practical viewpoint, using cross-ply Cf/C-SiC
composites with homogeneous microstructures and
isotropic mechanical properties is more attractive than employing woven and
unidirectional composites. Cross-ply composites have received little attention
in previous studies. Thus, in the present study, cross-ply Cf/C-SiC
composites were fabricated with different pyrolysis
protocols via the LSI method. The micro-
structures of the composites and their mechanical properties, such as
the flexural strength and fracture toughness, were evaluated at room
temperature.
|
Fig. 1 Flow-chart for the fabrication of Cf/C-SiC composites through LSI. |
In order to fabricate cross-ply Cf/C-SiC
composites, unidirectional carbon fibers (T-300, Toray, Japan) of
6 × 6 cm2 in size were initially impregnated using
phenolic resin (KRD-HM2, Kolon Chemical Co. Ltd, Korea). The volume fraction of
fiber content was about 0.49%. CFRP was prepared by stacking 16-ply fabrics in
alternative 0° and 90° directions under vacuum bagging, before slowly curing at
120 °C for 24 h. The cured CFRP was heat-treated to achieve pyrolysis in a
nitrogen atmosphere at 600 °C for 1 h with two
different temperature ramp-up rates of 25 and 50 °C/h. The
temperature was selected based on thermogravimetric analyses of phenolic resins
in our previous studies and other reported data [24, 25, 28]. The carbonization
of CFRP was performed at 1,600 °C. LSI was conducted with the porous Cf/C
preform at 1,600 °C in vacuum for 30 min. Four different composites were
fabricated using different pyrolysis conditions as shown in Table 1 along with
their labels.
The densities of the composites after LSI were exper- imentally determined using the
well-known Archimedes’ method [29]. The microstructures of
the composites after pyrolysis and LSI were observed by scanning electron
microscopy (SEM; Model: S-4800, Hitachi Co.). The flexural strengths of the
composites were measured using the three-point bending test according to the
ASTM C1161 standard with a universal testing machine (UTM: H5KT, Tinius Olsen,
USA). Flexural tests were conducted with a cross-head speed of 0.5 mm/s at room
temperature using polished specimens with dimensions of 40l × 4w × 3t
mm3. The bending strengths were calculated based on the maximum load
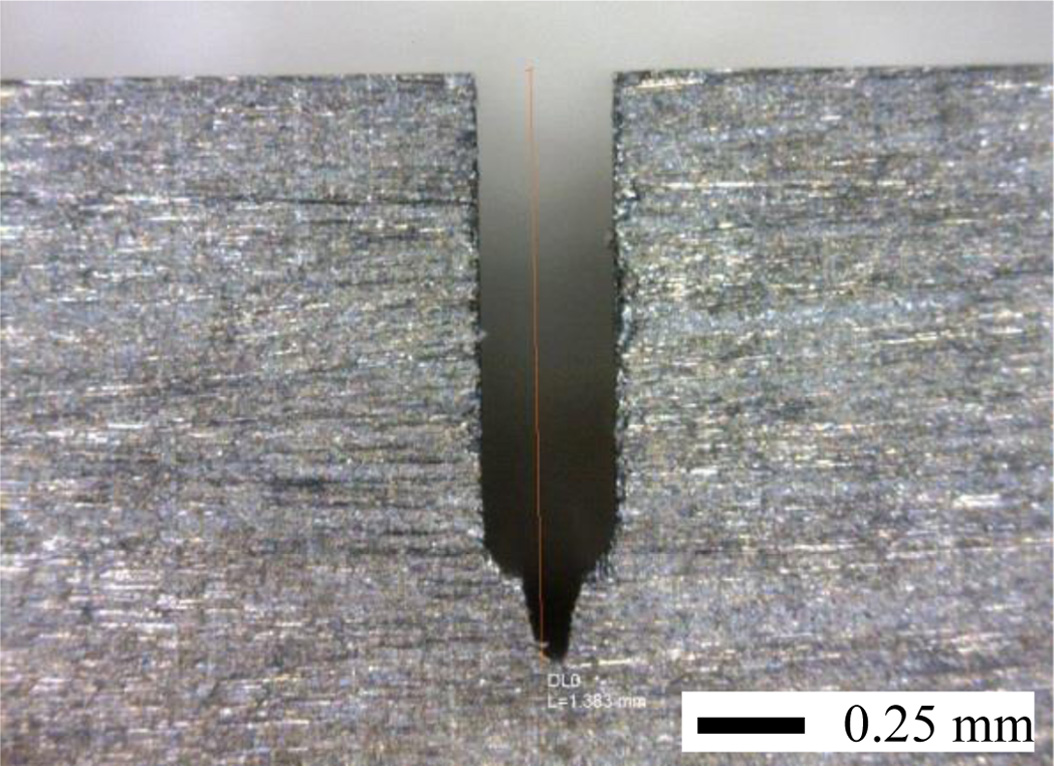
after fracture. The fracture toughness (KIc)
of each com- posite
was evaluated using the single edge V-notched beam method according to the ASTM
C1421 standard. Fig. 2 shows optical microscopic image of a typical composite
used for fracture toughness measurement. Averages based on five measurements
were determined for the flexural strength and fracture toughness.
|
Fig. 2 SEVNB optical microscopic image of composite C4 used for fracture toughness test. |
|
Table 1 Density, porosity, flexural strength and fracture toughness values for all of the composites. |

Previous studies have demonstrated the importance of the
pyrolysis conditions for the fabrication of composites via LSI [16, 30]. Chang et al.
[16] studied the effects of the pyrolysis heating rate on the mechanical
properties. They observed that the flexural strength decreased as the heating
rate increased. This was attributed to the higher number of voids and cracks
generated within the composite at higher heating rates. During pyrolysis, the
phenolic resin was converted to amorphous/glassy carbon. The weight
loss was substantial between temperatures of 400 ~ 700 °C
(approximately 27.1%), which corresponded to more than 90% of the total gases
that evolved [28]. Based on our previous thermogravimetric analyses of phenolic
resins [24, 25], pyrolysis was performed at 600 °C in this study with
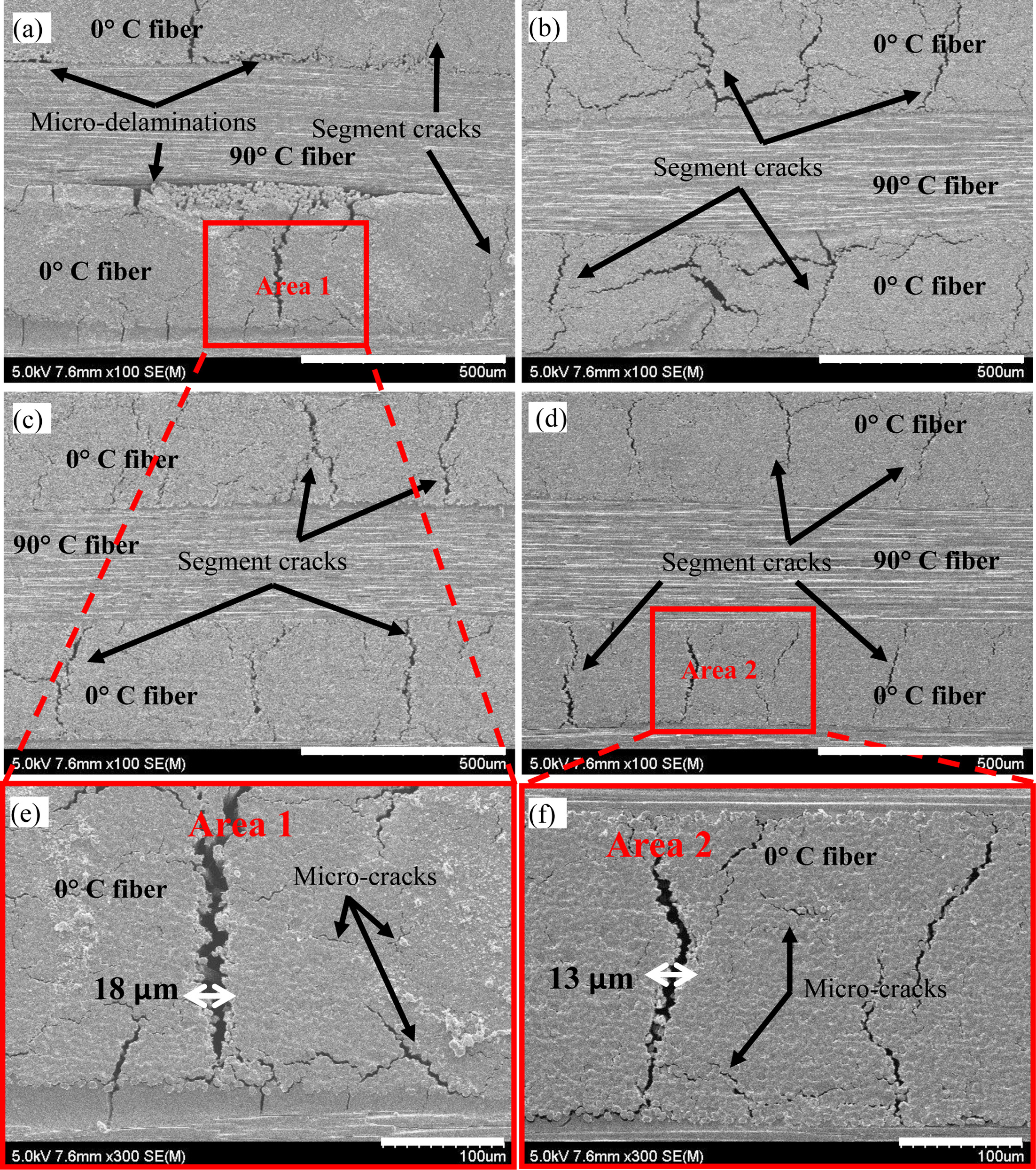
heating rates of 25 and 50 °C/h. Fig. 3 shows SEM images of all the
composites after pyrolysis at 600 °C using different protocols. Magnified
images of areas 1 and 2 in Figs. 3(a) and (d) are shown in Figs. 3(e) and (f),
respectively. All the composites exhibited similar segment cracks and
micro-cracks. However, sample C1 contained a few additional
micro-delaminations, as shown in Fig. 3(a), which may be attributed to the
higher heating rate of 50 °C/h. During the pyrolysis process, CFRP was
transformed into a porous Cf/C structure via the development of
cracks that allowed the liquid silicon to penetrate. Different cracks such as
segment cracks (transverse) developed within the 0° fiber bundles and
micro-delaminations in the opposite fiber bundles (0° and 90° directions).
Moreover, some micro-cracks and voids also developed within the segments [23].
Each of these different types of cracks was generated due to an offset of the
compressional stresses generated within the segments after the carbon matrix
shrinks. The widths of the segment cracks were directly
related to the pyrolysis temperature and heating rates. The
widths of the segments were expected to increase as the temperature and heating
rate increased. We found that when the heating rate decreased from 50 to
25 °C/h, the crack width also decreased from about 18 to 13 μm, as shown
in Fig. 3(e & f). Table 1 presents the density and porosity values for all
the four composites prepared using different pyrolysis conditions.
Evidently, the density and porosity values were similar and
they were not affected considerably by the pyrolysis conditions.
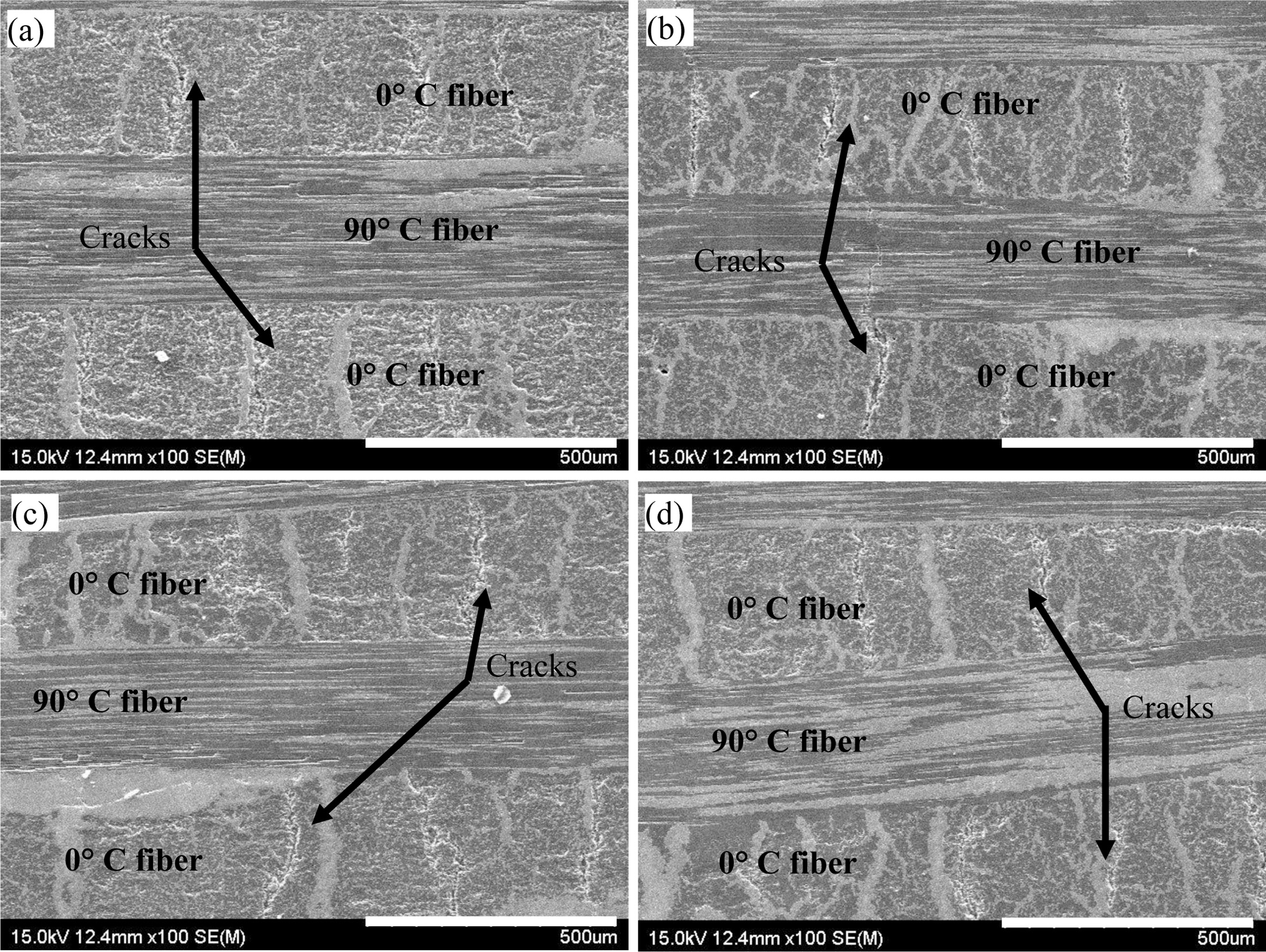
SEM images of all the composites after LSI are compared in
Fig. 4 at the same magnification (×100). The composites comprised carbon fibers
in both the 0° and 90° directions, where the matrix consisted of carbon,
residual silicon, and reacted SiC, and transverse cracks were
present (within 0° C fiber). The cracks are marked by black arrows in Fig. 4,
which clearly shows that all of the composites had similar microstructures.
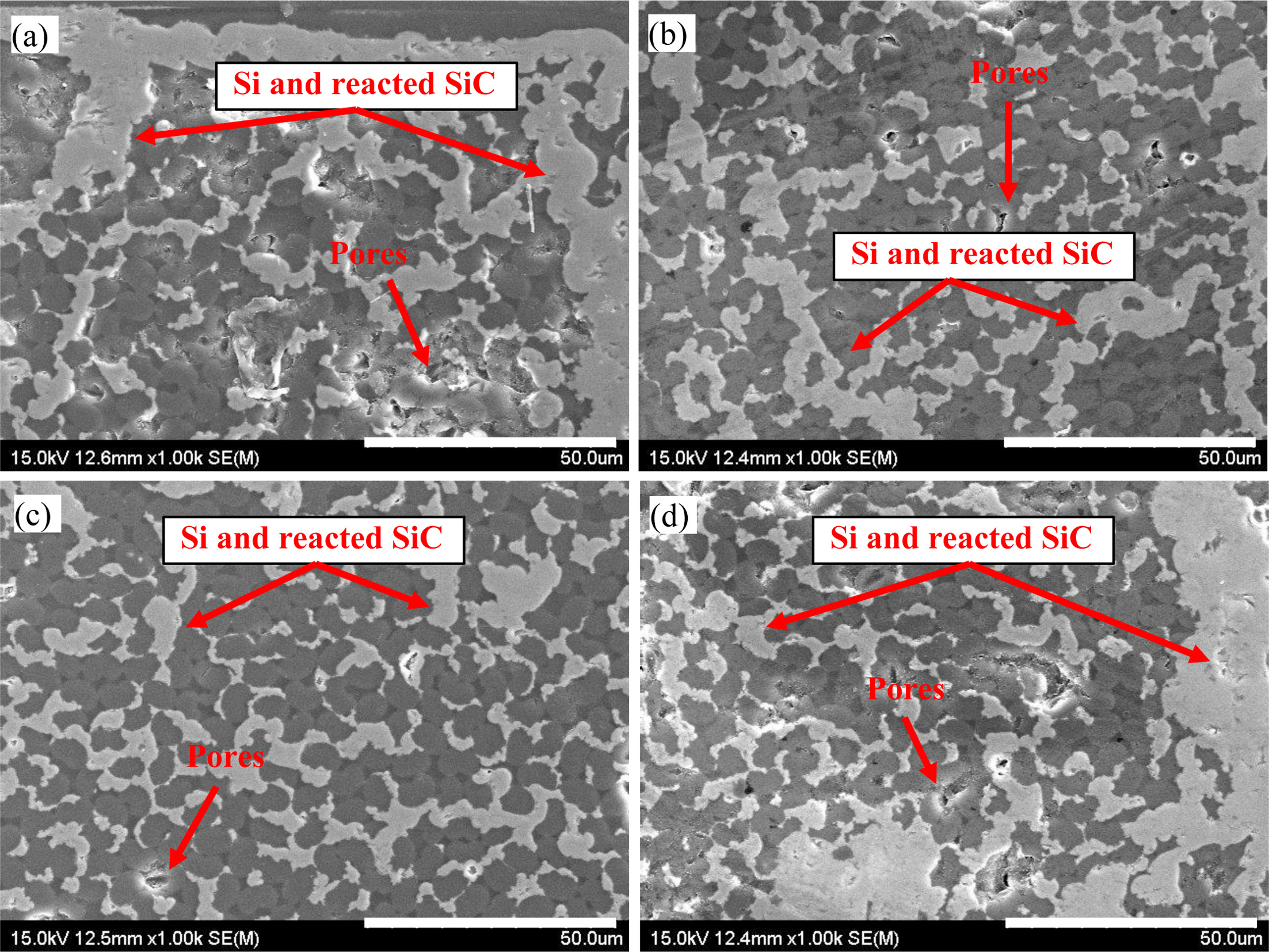
Higher magnification (×1,000) SEM micrographs of the entire composites are also
compared in Fig. 5, which demonstrate that all of the samples exhibited similar
fiber damage after LSI. These microstructures are comparable with those
obtained in previous studies of Cf/C-SiC composites fabricated via
LSI [30-34]. The cracks (transverse) occurred during cooling from
higher temperatures after LSI because of the mismatched thermal
expansion coefficients for C, Si, and SiC resulting in thermal residual
stresses, as shown in Fig. 4. Figs. 4 and 5 indicate that all of the composites
were fully infiltrated with molten silicon. Evidently, the carbon fibers were
damaged and not fully protected as the silicon reached the carbon fibers
surrounded by the carbon matrix and reacted to form SiC, possibly
because temperatures higher than 2,000 °C are expected to
allow the reaction between carbon and silicon to occur instantaneously
[35]. In addition, the continuous formation of SiC was
controlled by the diffusion of silicon through the previously formed SiC layer.
The flexural strength and fracture toughness values for
all of the composites prepared under different pyrolysis conditions are
compared in Table 1. The flexural strength varied from a minimum of
47 ± 3 MPa to a maximum of 62 ± 6 MPa (~ 35%
increase), and the fracture toughness varied from 1.76 to 1.88 MPa·m1/2
(~ 7% increase), depending on the pyrolysis conditions. Among all of the
composites, composite C4 had the greatest mechanical properties, with a
flexural strength of 62 ± 6 MPa and fracture toughness of 1.88 MPa·m1/2.
These mechanical properties were greatly improved compared with those of the
other composites. Therefore, it can be concluded that Cf/C-SiC
composites with superior mechanical properties were obtained using a
typical heating rate of 25 °C/h. All of the composites exhibited brittle
behavior and no fiber pull-out was observed after the mechanical tests, thereby
indicating that all of the composites were characterized by strong interface
bonding between the fiber and the matrix.
Therefore, considering the similar densities, porosities,
and microstructures, and the availability of the same amount of carbon to react
with silicon, except in the presence of some micro-delaminations (C1
composite), the mechanical properties decreased as the heating rate increased
because more silicon reacted with carbon, and thus more fiber damage occurred,
although the formation of SiC could enhance the mechanical properties.
|
Fig. 3 (a-d) SEM images of all the composites after pyrolysis at 600 °C; magnified images of areas 1 and 2 in Figs. 3 (a) and (d) are shown are in Figs. 3 (e) and (f), respectively. |
|
Fig. 4 SEM images of all the composites after LSI. |
|
Fig. 5 Higher magnification (×1,000) SEM images of all the composites after LSI. |
In this study, cross-ply Cf/C-SiC composites
were successfully fabricated using the LSI technique. We examined the effects
of different pyrolysis conditions on crack formation as well as the
microstructures and mechanical properties of the Cf/C-SiC
composites. Pyrolysis of CFRP was performed at 600 °C for 1 h in a
nitrogen atmosphere at two different heating rates of 25 and 50 °C/h
before siliconization. The composites pyrolyzed at a heating rate
of 25 °C/h exhibited superior mechanical properties. These
results demonstrate that crack formation and the microstructures of composites can
be modified by selecting suitable pyrolysis conditions. This is
done in order to improve the mechanical properties of the microstructures.
The authors acknowledge financial support from the Korea
Institute of Energy Research (KIER) under grant number B9-2433.
- 1. B. Heidenreich, Ceramic Matrix Composites: Materials, Modeling and Technology (Eds: N. P. Bansal, J. Lamon), John Wiley & Sons, Inc., Hoboken, US 2015, pp. 147-235.
- 2. W. Krenkel, B. Heidenreich, and R. Renz, Adv. Eng. Mater. 4 (2002) 427-436.
-

- 3. F. Christin, Adv. Eng. Mater. 4 (2002) 903-912.
-
- 4. H. A. El-Hija, W. Krenkel, and S. Hugel, Int. J. Appl. Ceram. Technol. 2 (2005)105-113.
-
- 5. S. Schimdt, S. Beyer, H. Immich, H. Knabe, R. Meistring, and A. Gessler, Int. J. Appl. Ceram. Technol. 2 (2005) 85-96.
-
- 6. W. Krenkel and F. Berndt, Mat. Sci. Eng. A 412 (2005) 177-181.
-
- 7. J. Schmidt, M. Scheiffele, M. Crippa, F. Peterson, E. Urquiza, K. Sridharan, L. C. Olson, M. H. Anderson, T. R. Allen, and Y. Chen, Int. J. Appl. Ceram. Technol. 8 (2011) 1073-1086.
-
- 8. F. Infed, K. Handrick, H. Lange, A. Steinacher, S. Weiland, and C. Wegmann, Acta Astronaut. 70 (2012) 122-138.
-
- 9. N.P. Padture, Nat. Mater. 15 (2016) 804-809.
-
- 10. S. Dong, H. Wen, Q. Zhou, and Y. Ding, J. Ceram. Process. Res. 10 (2009) 278-285.
- 11. X. Peng, L. Zhuan, Z. Zi-bing, and X. Xiang, J. Ceram. Process. Res. 11 (2010) 335-340.
- 12. Q. Zhang, L. Cheng, L. Zhang, and N. Dong, J. Ceram. Process. Res. 14 (2013) 247-250.
- 13. T.-H. Ko, Polym. Composite. 14 (1993) 247-256.
- 14. J.-Y. Liu, K. Jian, Z.-H. Chen, Q.-S. Ma, and S. Wang, Key Eng. Mater. 368-372 (2008) 1022-1024.
-
- 15. F. Reichert, N. Langhof, and W. Krenkel, Mater. Sci. Forum 825-826 (2015) 232-239.
-
- 16. W.-C. Chang, C.-C. Ma, N.-H. Tai, and C.-B. Chen, J. Mater. Sci. 29 (1994) 5859-5867.
-
- 17. J. Chlopek and S. Blzewicz, Carbon 29 (1991) 127-131.
-
- 18. C.R. Choe, K. H. Lee, and B.I. Yoon, Carbon 30 (1992) 247-249.
-
- 19. J. Schulte-Fischedick, S. Seiz, N. Lutzenburger, A. Wanner, and H. Voggenreiter, Composites: Part A 38 (2007) 2171-2181.
-
- 20. J. Schulte-Fischedick, A. Zern, J. Mayer, M. Ruhle, and H. Voggenreiter, Composites: Part A 38 (2007) 2237-2244.
-
- 21. J. Jortner, Carbon 24 (1986) 603-613.
-
- 22. T.-H. Ko and P.-C. Chen, J. Mater. Sci. Lett. 10 (1991) 301-303.
-
- 23. F. Gao, J. W. Patrick, and A. Walker, Carbon 31 (1993) 103-108.
-
- 24. S. Kim, S.-K. Woo, I.-S. Han, D.-W. Seo, B.-K. Jang, and Y. Sakka, J. Ceram. Soc. Jpn, 118 (2010) 1075-4078.
-
- 25. J.H. Choi, S. Kim, S.-H. Kim, I.-S. Han, Y.-H. Seong, and H.J. Bang, J. Ceram. Process. Res. 20 (2019) 48-53.
- 26. Y. Cai, L. Cheng, H. Zhang, X. Yin, H. Yin, and G. Yan, J. Alloy. Compd. 770 (2019) 989-994.
-
- 27. W.-S. Kuo and T.-W. Chou, J. Am. Ceram. Soc. 78 (1995) 745-755.
-
- 28. T.-H. Ko, W.-S. Kuo, and Y.-H. Chang, J. Appl. Polym. Sci. 81 (2001) 1084-1089.
-
- 29. ASTM D792, Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement, ASTM International, West Conshohocken, PA, 2013, www.astm.org
-
- 30. Y. Li, P. Xiao, Z. Li, W. Zhou, T. Liensdorf, W. Freudenberg, N. Langhof, and W. Krenkel, Ceram. Int. 42 (2016) 6850-6857.
-
- 31. Y. Li, P. Xiao, H. Luo, R.S.M. Almeida, Z. Li, W.Zhou, A. Bruckner, F. Reichert, N. Langhof, and W. Krenkel, J. Eur. Ceram. Soc. 36 (2016) 3977-3985.
-
- 32. Y. Li, P. Xiao, Y. Shi, R.S.M. Almeida, W. Zhou, Z. Li, H. Luo, F. Reichert, N. Langhof, and W. kel, Composites: Part A 95 (2017) 315-324.
-
- 33. X. Wu, N. Langhof, W. Krenkel, R. Habath, and F. Lenz, Ceram. Int. 44 (2018) 16325-16332.
-
- 34. Z. Ma, Ceram. Int. 44 (2018) 13145-13151.
-
- 35. P. Sangsuwan, S.N. Tewari, J.E. Gatica, M. Singh, and R. Dickerson, Metall Mater Trans B 30 (1999) 933-944.
-
 This Article
This Article
-
2020; 21(1): 113-118
Published on Feb 28, 2020
- 10.36410/jcpr.2020.21.1.113
- Received on Nov 8, 2019
- Revised on Dec 23, 2019
- Accepted on Jan 2, 2020
Services
- Abstract
introduction
fabrication and characterization
results and discussion
summary
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Kati Raju, Seyoung Kim
-
Energy Efficiency and Materials Research Division, Korea Institute of Energy Research, Daejeon 34129, Korea
Tel : +82-428603471 Fax: +82-428603133 - E-mail: saykim@kier.re.kr
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr