





- Effect of MgO addition on physico-chemical, mechanical and thermal behaviour of Al/Si3N4 composite material developed via hybrid casting technique
Shashi Prakash Dwivedia,*, Ashok Kumar Mishrab and V. R. Mishraa
aG. L. Bajaj Institute of Technology & Management, Greater Noida, Gautam Buddha Nagar, U.P., India
bMechanical Engineering Department, SRM University, Sonipat, Haryana, India
In the present investigation,
aluminium based composite material developed by using Si3N4 as
primary reinforcement material and MgO as secondary reinforcement material by
hybrid casting techniques. The microstructure of composite developed by hybrid
casting technique showed a uniform distribution of Si3N4
and MgO particles in the AA2024 aluminium alloy. Maximum tensile strength and
hardness were found to be 214.5
MPa and 78 BHN for heat-treated AA2024/7.5% Si3N4/5%
MgO composite material. Minimum thermal expansion was also found for
AA2024/7.5% Si3N4/5% MgO composite material. However,
minimum corrosion loss was found for AA2024/10% Si3N4/2.5%
MgO composite material. Though, toughness and ductility were reduced by adding
the Si3N4 and MgO particles in AA2024 aluminium alloy.
XRD analysis of AA2024/7.5% Si3N4/5% MgO composite
material was also observed to see the effect of Si3N4 and
MgO particles addition in AA2024 aluminium alloy.
Keywords: Wettability; XRD; Thermal expansion; Corrosion loss; Si3N4, MgO
Aluminium based metal matrix composites are used in various industrial application where high specific strength
and low corrosion rate materials are required. Its demand in aircraft
industries and automobile industries is mainly due to its low cost
of processing and a broad range of properties [1]. Aluminium based metal matrix
composite (AMC) has been used in the design of specific aerospace
and automotive components such as ventral fins, fuel excess
door covers, rotating blades sleeves, gear parts, crankshafts, and suspension
arms [2]. Among all aluminium alloys, AA2024 alloy is broadly used in aircraft
industries in making wing and fuselage structure under simple tension because
of its high fatigue, and tensile strength. The major component of AA2024
aluminium alloy is copper. The copper provides substantial increases in
strength and facilitates precipitation hardening. The introduction of copper to
aluminium also reduces corrosion resistance. The
susceptibility to solidification cracking of aluminium-copper
alloys is increased [3].
Magnesia or magnesium oxide (MgO) is an alkaline earth
metal oxide. It is obtained from the calcination of naturally occurring minerals.
Other important sources of magnesium oxide are seawater,
underground deposits of brine and deep salt beds where
magnesium hydroxide [Mg(OH)2] is processed [4]. Magnesium
is the eighth-most abundant element and equals about two per cent of the
earth's crust and typically 0.12% of seawater. Both MgCO3 and Mg(OH)2
are converted to MgO by calcinations [5]. It has an empirical
formula of MgO and consists of a lattice of Mg2+
ions and O2− ions held together by ionic bonding. Magnesium
hydroxide forms in the presence of water (MgO + H2O
→ Mg(OH)2), but it can be reversed by heating it to
separate moisture [6]. Silicon nitride (Si3N4) is a
chemical compound of the elements silicon and nitrogen. It is
the most thermo- dynamically stable of
the silicon nitrides. Si3N4 is prepared by heating
powdered silicon between 1,300 oC
and 1,400 oC in a nitrogen environment by chemical reaction (3Si+2 N2
→ Si3N4). Si3N4 contains silicon
(Si) [7]. The addition of silicon (present in Si3N4) to aluminium during casting reduces melting
temperature and improves fluidity. Si3N4 alone in
aluminium produces a non-heat-treatable aluminium based composite
material; however, in combination
with MgO enhanced precipitation hardening of aluminium based composite
material. The addition of MgO and Si3N4 to aluminium
produces the compound magnesium-silicide (Mg2Si) [8]. The formation
of this compound enhanced the heat treatable
property of aluminium based composite material.
In conventional development of composite material by the
mechanical stir casting technique, some porosity developed inside the solidified
composite. While, during the development of metal matrix composite via electromagnetic stir casting technique, most of
the ceramic particles settled down at
the bottom of the solidified composite. Resulting, agglomeration of
reinforcement particles was observed.
However, in the electromagnetic stir
casting process, very less amount of porosity developed
inside the composite. Keeping these facts in the mind, In the present
investigation, an attempt was made to develop the Si3N4
and MgO reinforced composite via hybrid casting techniques to avoid agglomeration of reinforcement particles and
minimize the porosity. In the hybrid casting process, composite material
developed by stir casting process, then in mushy zone transferred to
electromagnetic stir casting process
to obtain final composite. Wettability of composite materials
refers to the interaction between reinforcement particles and matrix material. Good interfacial reaction layer between
the matrix material and reinforcement particles
indicates proper wettability [9]. Proper wettability between reinforcement and matrix material always
play a significant role in enhancing
the mechanical properties. It was observed
from the literature that by using MgO powder as reinforcement material in
aluminium base matrix, mechanical properties such as tensile strength and
hardness were much improved [10]. MgO powder also enhanced the wettability of
aluminium based composite material
with reinforcement particles. Keeping
these facts in the mind, in this study, MgO powder is used as a secondary
reinforcement material with Si3N4 in development of
aluminium based composite material [11].
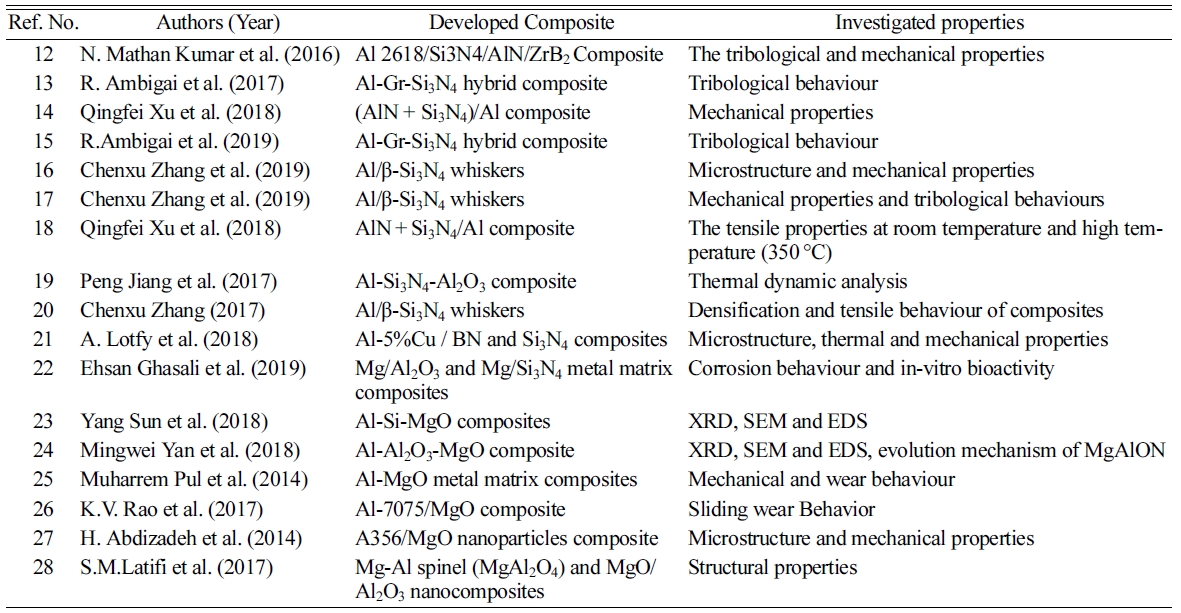
Table 1 shows the summary of composite material developed
by MgO and Si3N4 reinforcement particles. Some
researchers (Table 1) developed aluminium based hybrid
composite material by using Si3N4 as primary
reinforcement material and ceramic particles such as Gr, AlN, ZrB2, Al2O3
etc. as secondary reinforcement material. In the same way, some
researchers (Table 1) developed aluminium based hybrid composite material by using MgO
as primary reinforcement material and ceramic
particles such as Al2O3 as secondary reinforce- ment material. But, from archival literature,
it was observed that no researcher used MgO powder and Si3N4 particles together in
the development of aluminium-based
hybrid composite material by hybrid casting technique. Keeping these facts in
the mind; in the present investigation, MgO powder was added as a supplementary
reinforcement in Al/Si3N4 composite to enhance
wettability property. Properties such as tensile strength, hardness, toughness, ductility, thermal expansion and corrosion test were carried out to observe the MgO addition effect in Al/Si3N4
composite material. Heat treatment of
composite material was carried out to enhance
further mechanical properties of the composite.
Experimental
procedure
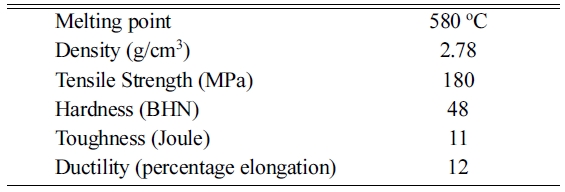
In this study, AA2024 is considered as a matrix material.
Measured mechanical properties of AA2024 alloy are shown in Table 2. Silicon
Nitride (Si3N4) is considered as a primary reinforcement
material. Silicon nitride (Si3N4) attributes an excellent
combination of various properties. It is almost light as silicon carbide (SiC),
but it gives excellent thermal shock resistance to material [12]. Fracture
toughness of traditional ceramic particles such as SiC, Al2O3
and B4C is very low. Fracture toughness of silicon nitride (Si3N4)
is high as compared to SiC, Al2O3 and B4C.
Magnesium oxide (MgO) particles were considered as a secondary reinforcement
material to enhance further mechanical properties of composites.
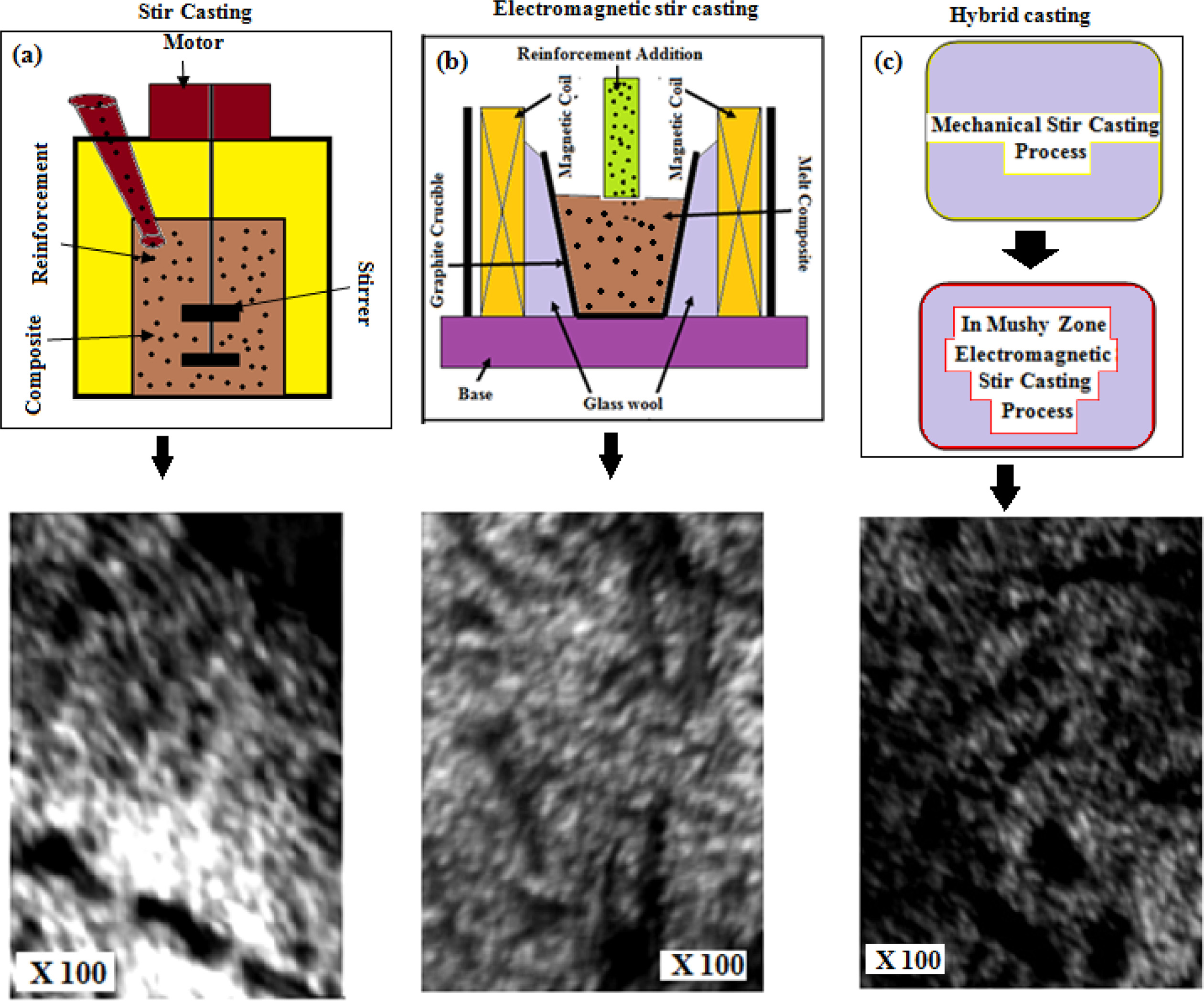
Fig. 1(a) shows a schematic diagram of the stir casting
technique. Matrix material was heated in muffle furnace up to 750 oC.
Preheated reinforcement particles (Si3N4 and MgO) were
added in matrix material at the temperature 700 oC.
Stir casting process involves stirring of melt composite material,
in which the melt matrix material with reinforcement particles is stirred which
exposes the melt composite material surface to the atmosphere which tends to
continuous oxidation of aluminium melt. Resulting, the wettability of the reinforcement particles with aluminium reduces and
the reinforcement particles remain unmixed. Therefore adding wetting
agents such as TiK2F6, borax and magnesium in the melt is an alternate solution of this problem and widely used for the fabrication of
aluminium based composite material.
In this study, MgO was added in Al/Si3N4 composite
material. Fig. 1(a) shows the microstructure of composite material obtained
from stir casting technique. Non-uniform distribution of reinforcement
particles in matrix material was observed by using stir casting technique.
Fig. 1(b) shows a schematic diagram of the electro- magnetic stir casting technique. AA2024
aluminium alloy was heated in muffle furnace above its liquidus temperature
(650 oC). Si3N4 and MgO reinforcement
particles were also preheated before mixing to avoid wettability problem. Melt
AA2024 matrix material was poured into a graphite crucible for stirring by the
electromagnetic field of the motor. The traditional EMS (electromagnetic
stirring) process mainly works in the mushy zone of the alloy, i.e.,
supercooled + EMS. There are two
hypotheses to explain the formation mechanism of
non-dendrites, that is, mechanical fragmentation and the root remelting of the
dendrite arms [29]. The homogenization of the temperature and constituents
caused by the forced convection during stirring can prompt the nucleation of
the primary α-Al phase and restrain the growth of dendrites. The
argon gas was used during the mixing of reinforcement particles in the melt of
AA2024 alloy. Fig. 1(b) shows the microstructure of composite
developed by electromagnetic stir casting technique. Less amount of porosity
was observed. However, some agglomeration of reinforcement
particles was also identified [30].
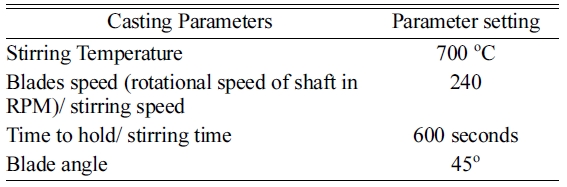
Fig. 1(c) shows the hybrid casting technique. Firstly,
preheated reinforcement particles were mixed in the stir casting process at
parameters shown in Table 3. After mixing the reinforcement particles in
mechanical stir casting, composite in the mushy zone was transferred
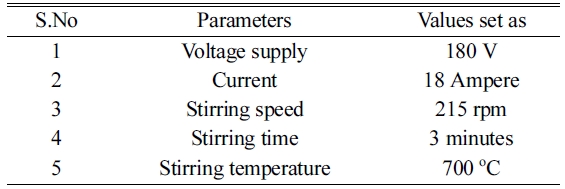
to electromagnetic stir casting route. Here, a mixed composite material in the
mushy zone was stirred by the electromagnetic field [31]. Table 4 shows the
parameters at which hybrid composite material was prepared. Uniform
microstructure with less porosity was obtained by the development of hybrid
casting technique process. Hence, the entire composite for this study was
prepared by the hybrid casting technique as shown in Table 5.
Precipitations
hardening process
The precipitations hardening process is used to improve
the yield strength of composite as well as other properties such as hardness
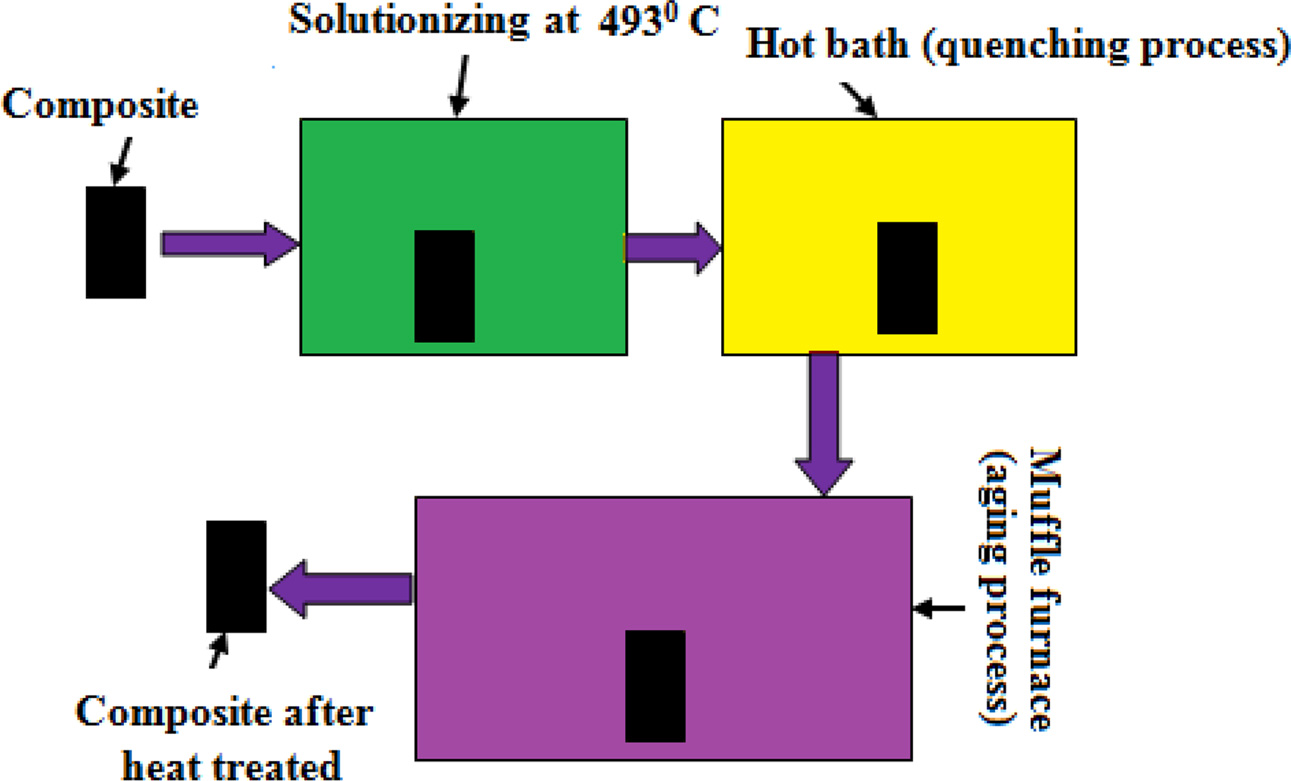
and fatigue strength. Schematic diagram of the
precipitation-hardening process is shown in Fig. 4. Precipitation
hardening process was carried out in three different phases. Firstly, the
solutionizing process was done at a temperature of 530 oC for
4.5 hours and then quenched in a hot bath at temperature 70 oC.
In muffle furnace ageing process was carried out for 13.5 hours [32].
Mechanical
characterizations and sample preparation
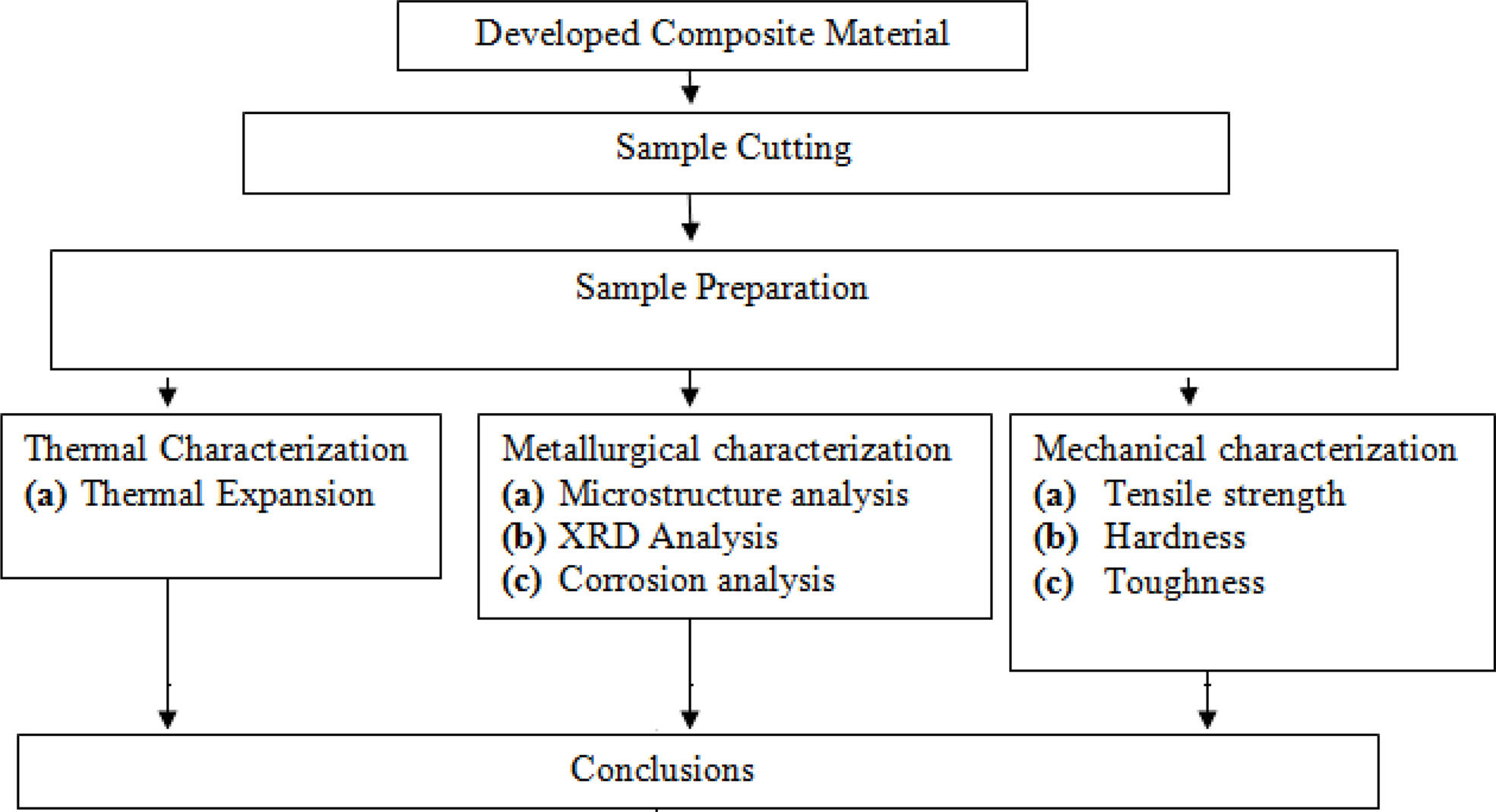
The developed composites were characterized in terms of
microstructure, tensile strength, hardness (10 mm x 10 mm x 25 mm),
toughness (10 mm x 10 mm x 55 mm with
45o V notch at center of 2 mm depth according to ASTM A370
standard), thermal expansion and corrosion loss and XRD of composite. The
tensile sample was prepared on a lathe machine. The tensile samples were tested
at room temperature. Tensile samples were prepared according to ASTM B557
standard (Test methods for tension testing wrought and cast aluminium and
magnesium-alloy products). The diameter of the sample prepared was 6 mm and the
gauge length was 36 mm. Flow chart of experimental techniques followed for the
present study is shown in Fig. 3.
Fig. 2
|
Fig. 1 Development of composite by; (a) Stir casting technique, (b) Electromagnetic stir casting technique, (c) Hybrid casting technique. |
|
Fig. 2 Heat treatment process of composites [32]. |
|
Fig. 3 Flow chart of experimental techniques followed. |
|
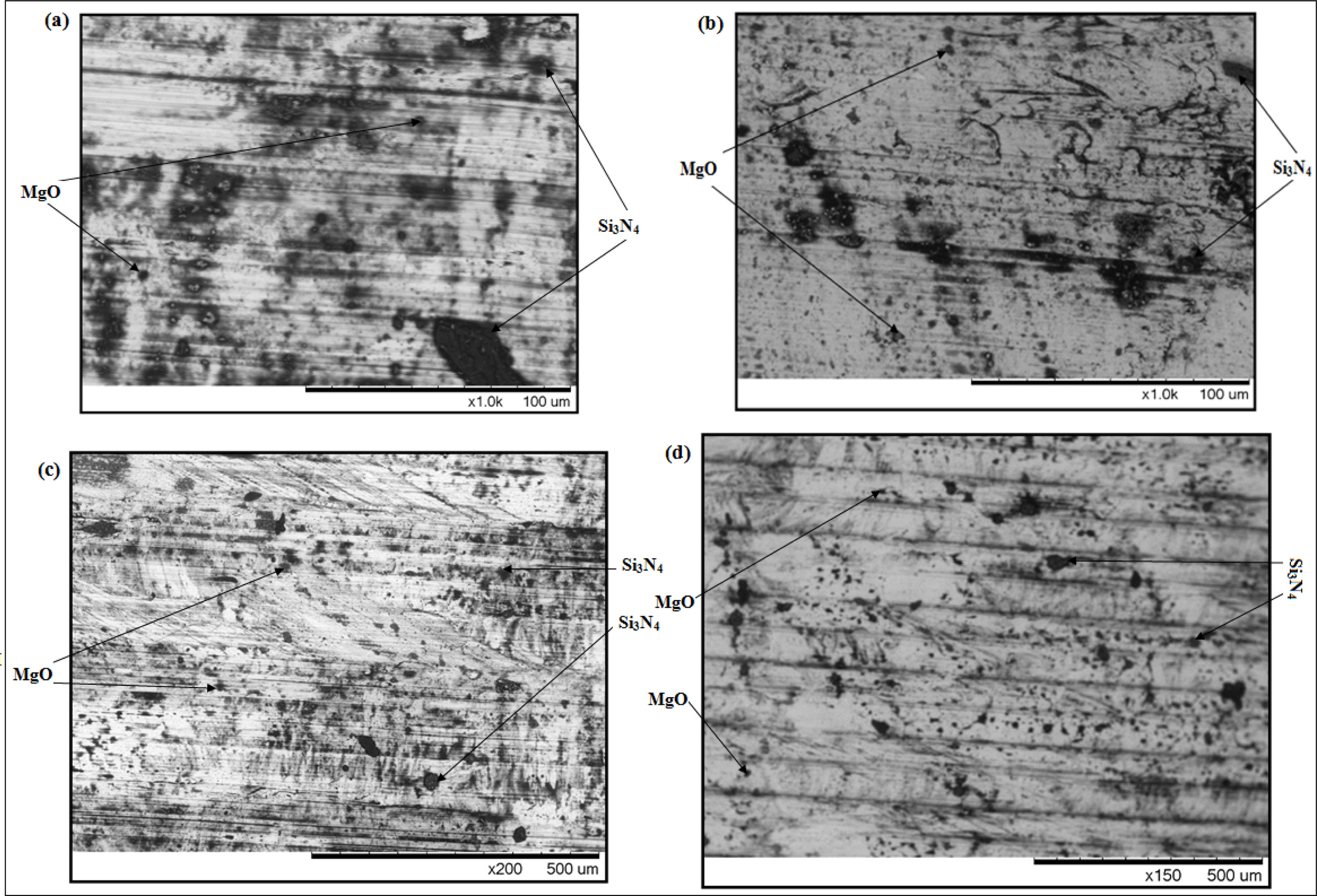
Fig. 4 SEM image of upper surface composite developed by; (a) mechanical stir casting technique, (b) electromagnetic stir casting technique, (c) hybrid stir casting technique, (d) hybrid stir casting technique after heat treatment. |
Microstructure
analysis
Microstructure analysis was carried out to identify the
distribution of reinforcement particles in the matrix material. MgO powder was
used to enhance wettability property of aluminium based composite with Si3N4
reinforcement particles. However, MgO was also responsible to improve tensile
strength and hardness of composites. Scanning electron microscopy (SEM) is used
to observe the distribution of reinforcement particles. Fig. 4(a) shows the
microstructure of composite (upper layer) developed by stir
casting technique. It can be observed that most of the reinforcement particles
are settled down at the bottom. Porosity and cracks can be seen
inside the composite developed through mechanical stir
casting technique. Fig. 4(b) shows the microstructure of the
composite developed by the electromagnetic stir casting process. However, less
amount of porosity and cracks were observed in composites developed via electromagnetic
stir casting process. But, in this process also most of
the ceramic particles were settled down at the bottom. Fig. 4(c) shows the
microstructure of composite developed through hybrid casting
technique. In this technique; firstly, reinforcement materials were
mixed in melt matrix material by mechanical stir casting technique. When
reinforcement particles were mixed properly by a stirrer, then
composite with crucible in the mushy
zone was transferred to the electromagnetic stir casting
process. Composite material began to rotate in the mushy
zone by the electromagnetic force produced developed
from magnetic flux. The obtained composite material
showed the proper distribution of reinforcement because in
mushy zone reinforcement materials were not able to settle down at the bottom.
Further, the grain structure of composite material was also improved as shown
in Fig. 4(c). In this study, MgO powder was used as a secondary reinforcement material.
MgO powder is also responsible in minimization of
porosity and inclusion inside the composite. Fig. 4(d) shows that the grain
structure of the composite more refined after the heat-treatment process. Microstructure
image showed that the hybrid casting technique showed better results as
compared to other technique. Hence, for further study, the hybrid casting
technique is used to develop aluminium based composite material reinforced with
MgO powder Si3N4 ceramic particles.
Tensile
strength analysis
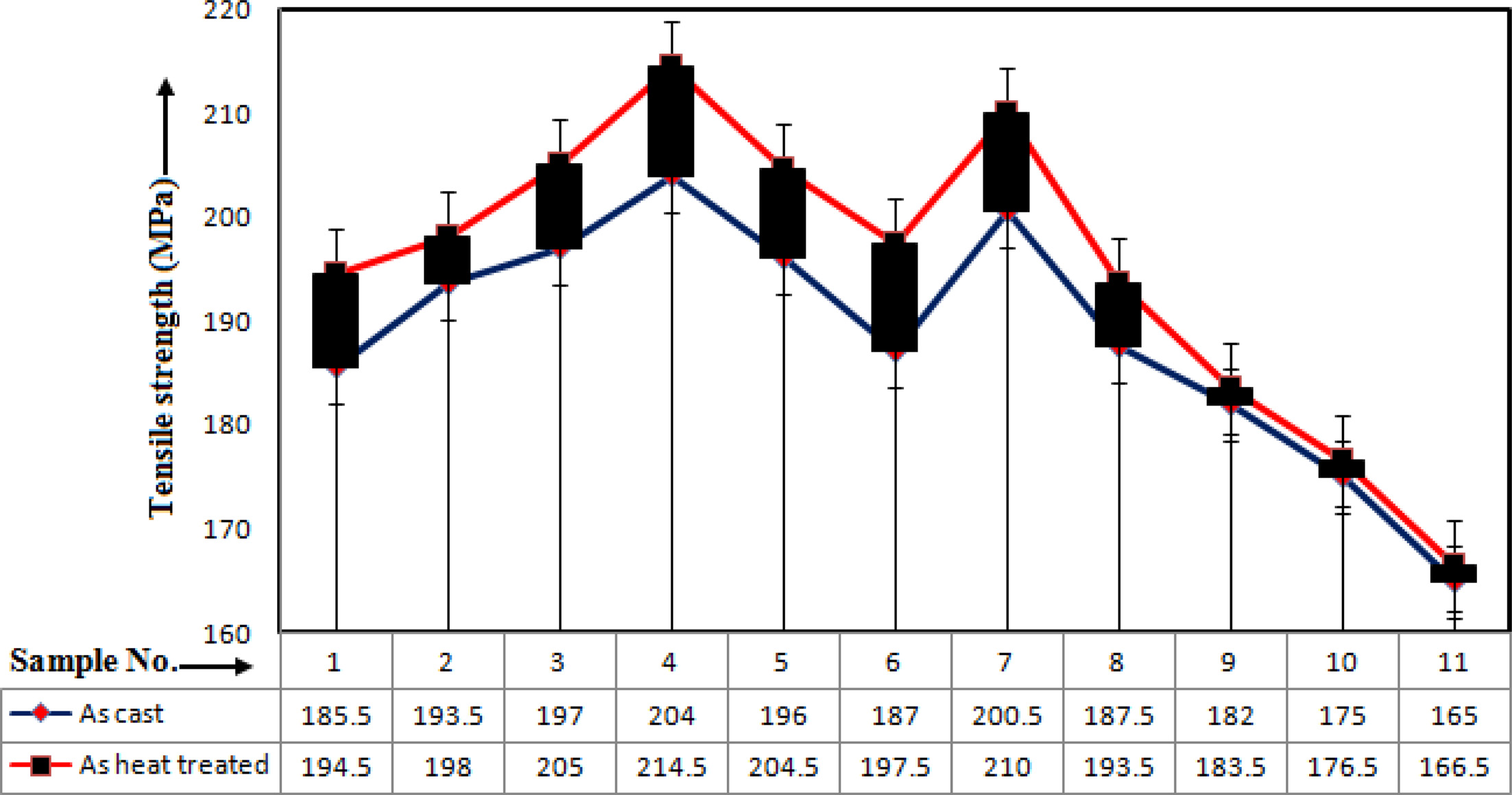
Fig. 5 shows the tensile strength of Si3N4
and MgO reinforced AA2024 aluminium-based hybrid metal matrix composite
developed through hybrid casting technique. It was observed that by increasing
the percentage of Si3N4 in AA2024/MgO composite tensile
strength is continuously increases. The addition of magnesium oxide (MgO) to
AA2024/Si3N4 composite increases strength through solid
solution strengthening and improves their strain hardening ability. But, much
higher content of MgO is not the dominant mechanism for densification. It is
likely that the extra MgO is located in the grain boundaries and acts as a
grain growth inhibitor [13]. Hence, beyond the 5% of MgO addition in AA2024/Si3N4
composite, tensile strength began to decreases. Maximum tensile strength was
found to be 204 MPa for AA2024/7.5 wt% Si3N4/5 wt% MgO
hybrid metal matrix composite. AA2024 is a good heat treatable material.
Keeping this fact in the mind, heat treatment of composite material was also
carried out in this study. It was observed that the tensile strength of
composite significantly improved after the heat treatment process. Tensile
strength was further improved after the heat treatment process of AA2024/7.5
wt% Si3N4/5 wt% MgO composite material. In this study,
MgO powder was used to enhance the wettability of Si3N4
with AA2014 aluminium alloy.
N. Mathan Kumar et al. [12] mixed Si3N4
(Silicon Nitride), AlN (Aluminium Nitride) & Zrb2 (Zirconium
Boride) with wt.% of (0,2,4,6,8) in Al 2618 aluminium alloy. Ultimate tensile
strength of Al 2618 was 440 MPa. Ultimate tensile strength of Al 2618 with 8
wt.% reinforcement was 493 MPa. Results showed that 12.045%
tensile strength improved. While in the present study, after
the addition of 7.5% Si3N4 and 5% MgO in AA2024
aluminium alloy, about 13.33% tensile strength was improved
with respect to the base metal. It was also notified that after the heat
treatment of AA2024/7.5% Si3N4/5% MgO, about 19.16%
tensile strength was improved. MgO has adequate atmospheric
resistance and moderate strength. Magnesium (Mg) also enhanced the
castability of the composite. MgO powder addition in aluminium has also
improved the wettability of reinforcement particles with the
aluminium matrix material.
Hardness
analysis
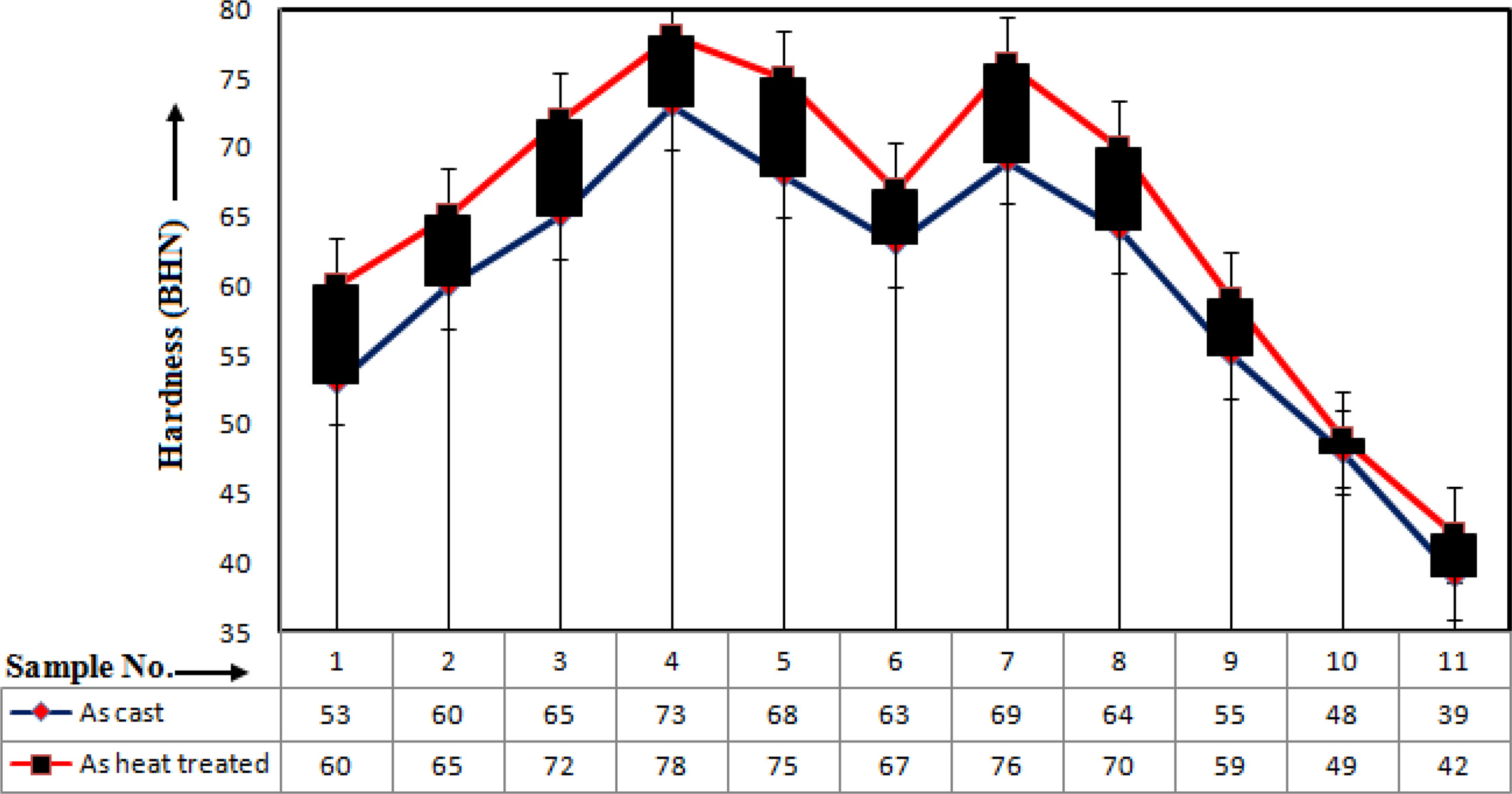
Fig. 6 shows the hardness of AA2024/Si3N4/MgO
hybrid metal matrix composite before and after heat treatment developed by
hybrid casting technique. Hardness is increased by increasing the weight
percent of MgO powder up to 5% in AA2024/7.5% Si3N4
composite. XRD results (Fig. 11) shows the presence of hard phases such as Si3N4,
Fe2O3 and MgO in AA2024/7.5% Si3N4/5%
MgO composite material. Presence of these phases was responsible for enhancing
the hardness of the composite. Proper wettability and uniform distribution of
reinforcement particles in a matrix material were also played a significant
role in enhancing the hardness of the composite. When Si3N4
and MgO particles increase beyond 7.5% and 5% respectively
in AA2024 alloy, hardness began to decreases. Air is
interrupted inside the composite material with reinforcement particles when
weight percent of reinforcement increases (beyond 7.5% for Si3N4
and 5% for MgO). Maximum hardness was found to be 73 BHN of AA2024/7.5%
Si3N4/5% MgO hybrid metal matrix composite.
N. Mathan Kumar et al. [12] showed that by using Si3N4
with AlN and Zrb2 as reinforcement in Al 2618 aluminium alloy, about
48.33% hardness increased. The present study showed that about 37.73% hardness enhanced
by using 7.5% Si3N4 and 5% MgO in AA2024 alloy.
The hardness of the composite was further improved after
the heat treatment process. After the heat treatment process,
about 62.5% hardness was improved with respect to the base metal.
Toughness
Results show that MgO addition in AA2024/Si3N4
composite enhanced the tensile strength and hardness of composite hybrid
casting technique. So, samples developed by the hybrid casting technique were
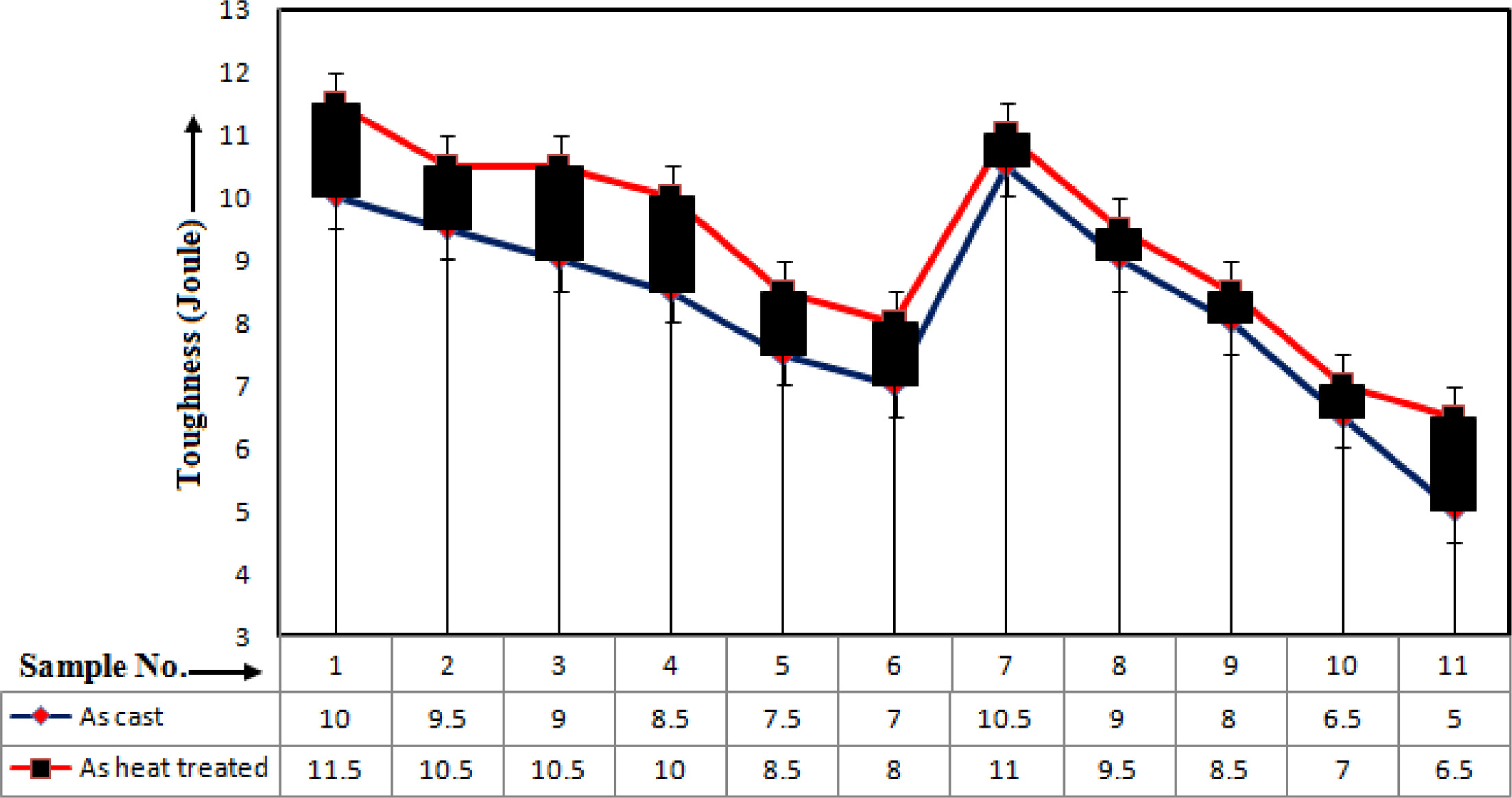
considered for further study. Fig. 7 shows the impact strength of AA2024/Si3N4/MgO
hybrid metal matrix composite. Silicon nitride (Si3N4) is
a material with high fracture toughness and excellent thermal shock resistance.
MgO powder addition in AA2024/ /Si3N4 composite
influence the grain boundary mobility, surface diffusivity
along with higher pore mobility of grains and grain boundary anisotropy of
composite material. However, It can be observed from the analysis that
toughness is continuously decreased by increasing the percentage of Si3N4
in AA2024/MgO composite [13]. The toughness of all the compositions was
improved after the heat treatment process.
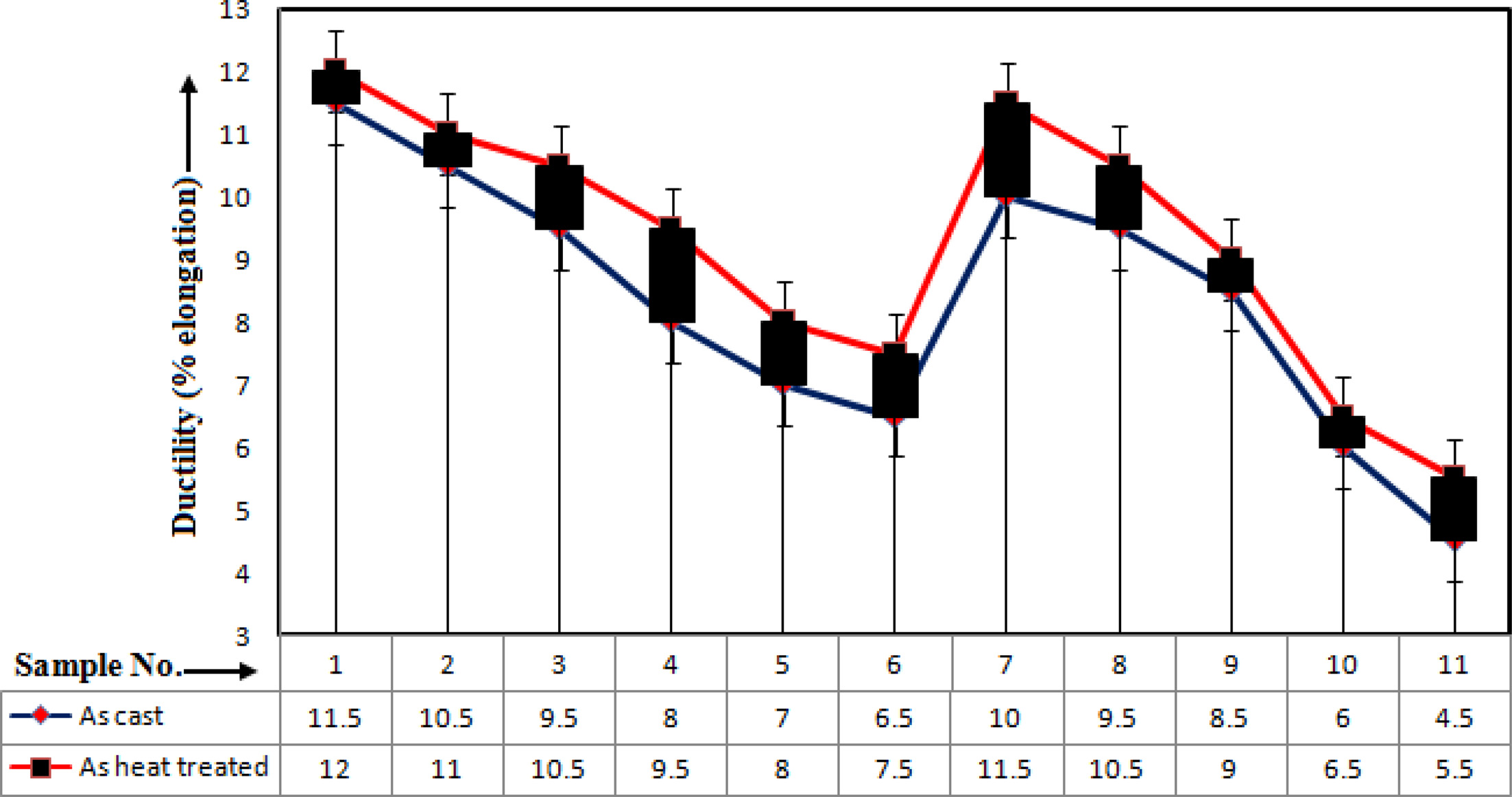
Ductility
Ductility of hybrid metal matrix composite was also
observed to the find out the percentage elongation of the composite. Percentage
elongation was calculated on extensometer during tensile testing.
ASTM B557 standard was used to prepare the tensile samples. Magnesium
oxide (MgO) has low ductility. It also shows unusual behaviour, such as a
regime of increasing strength with increasing temperature, which is the
opposite of most metals. Fig. 8 shows the ductility of AA2024/Si3N4/MgO
hybrid metal matrix composite. Results showed that the ductility of the hybrid
composite was also decreased by increasing the percentage of Si3N4
in AA2024/MgO composite material. The heat treatment effect was
also observed in the ductility samples. Purple deviation
bars show the enhancement of ductility after the heat treatment process.
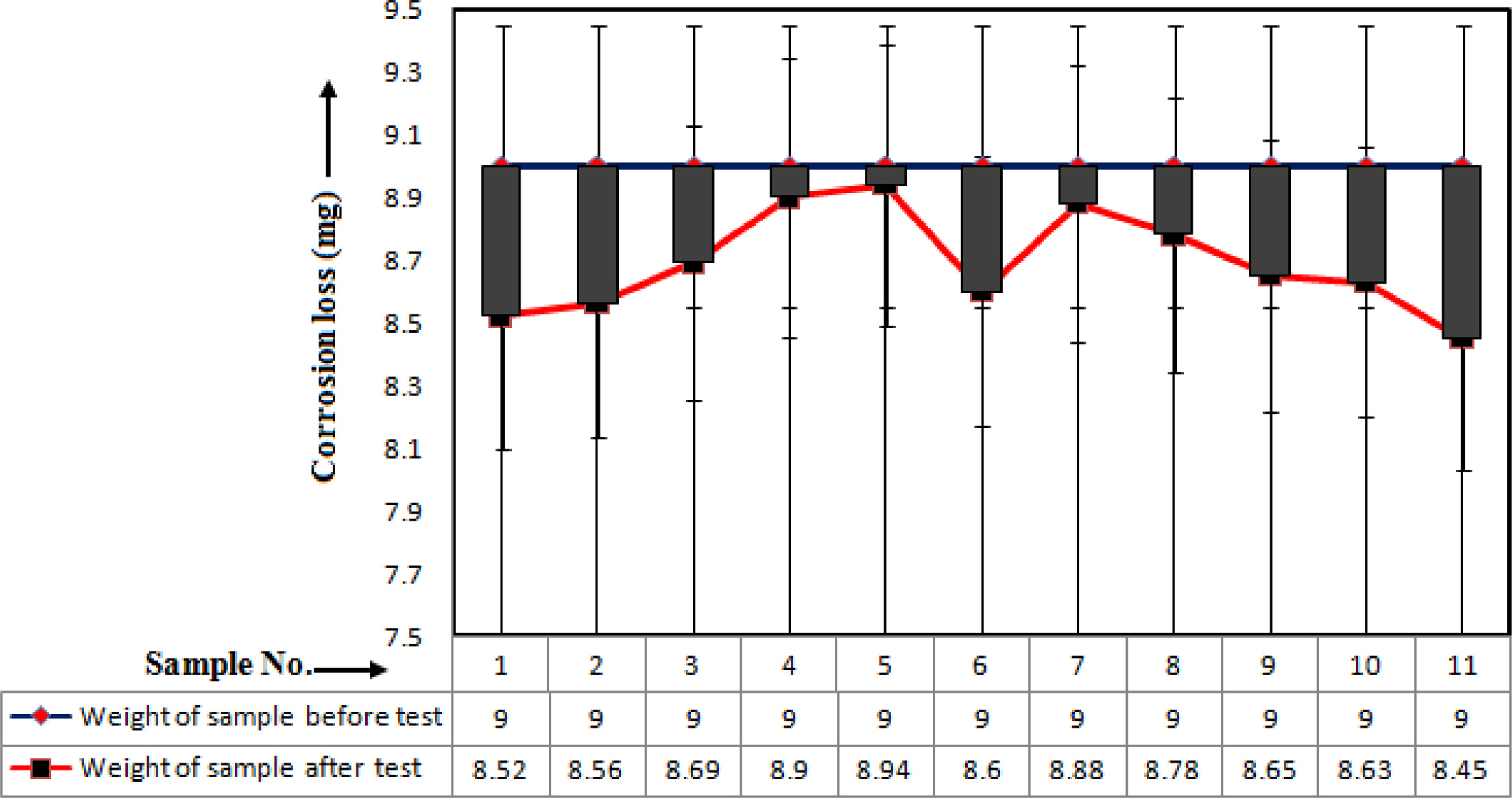
Corrosion
behaviour
Tensile strength and hardness results showed that MgO
addition in AA2024/Si3N4 composite provides better
results as compared to without addition of MgO in AA2024/Si3N4
composite. Hence, in this study, the corrosion behaviour of AA2024/Si3N4/MgO
hybrid composite was observed. Corrosion test of all the samples was carried
out in 3.5 wt.% NaCl for 120 hours. Weight of each sample was taken 9 mg to
make uniformity for the corrosion test. Fig. 9 shows the corrosion
weight loss of hybrid metal matrix composite. Minimum
corrosion loss was found to be 0.06 mg for AA2024/10% Si3N4/2.5%
MgO composite material.
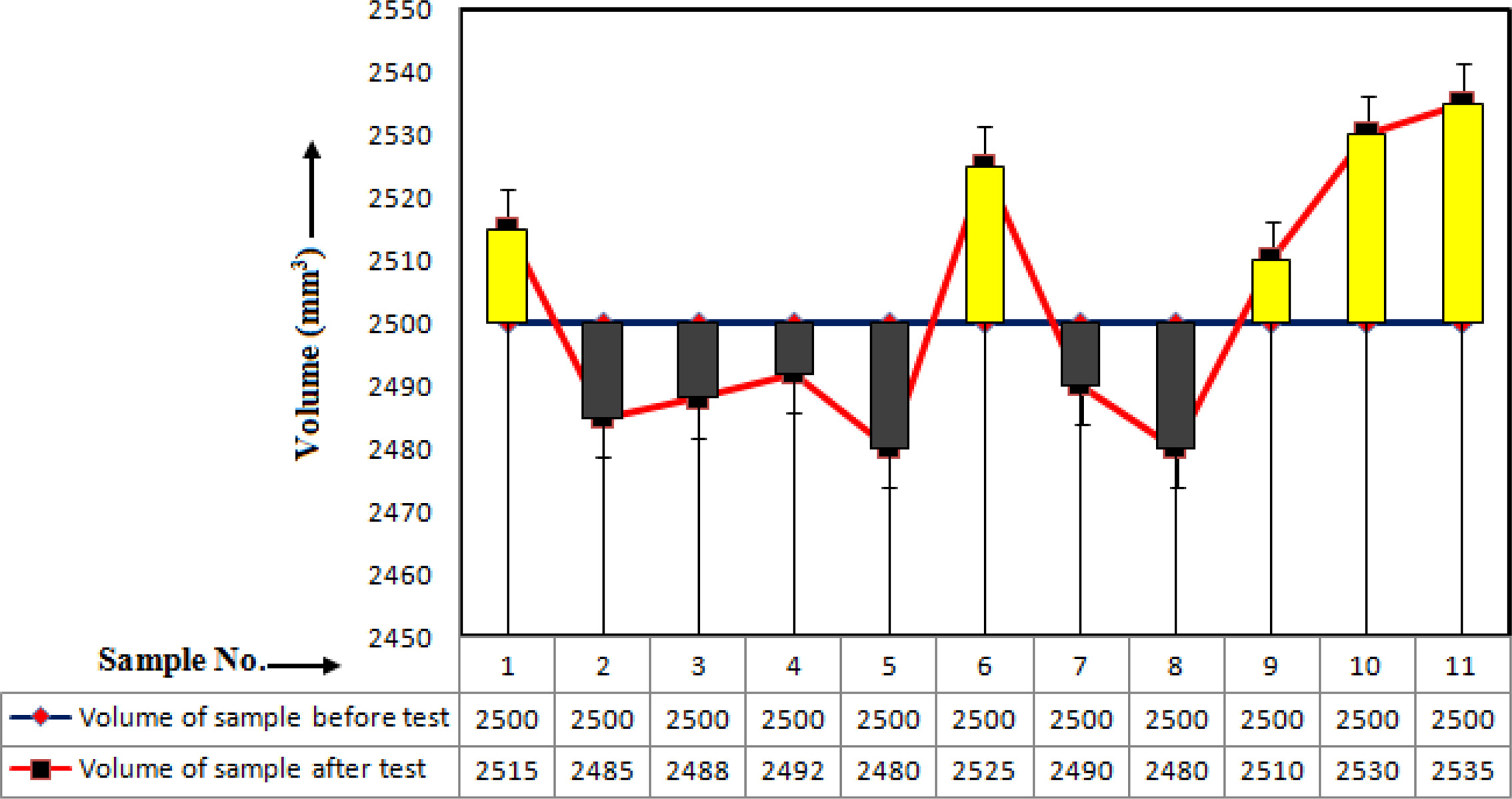
Thermal
expansion behaviour
Thermal expansion property of each green composite
material was identified to observe the appropriateness of material
in a high-temperature environment. Dimension (Volume:
2,500 mm3 (25 ´
10 ´ 10)) of each
sample was kept constant. Thermal expansion test was carried out for
72 hours at 450 oC in a muffle furnace. Thermal
expansion behaviour of AA2024/Si3N4/MgO hybrid composite
was observed. Fig. 10 shows the thermal expansion result of hybrid metal matrix
composite. Minimum volume difference was found to be 8 mm3 for
AA2024/7.5% Si3N4/5% MgO hybrid composite material. Si3N4
exhibits an unusually low coefficient of thermal expansion, which is a useful
property for designers working with high-temperature applications.
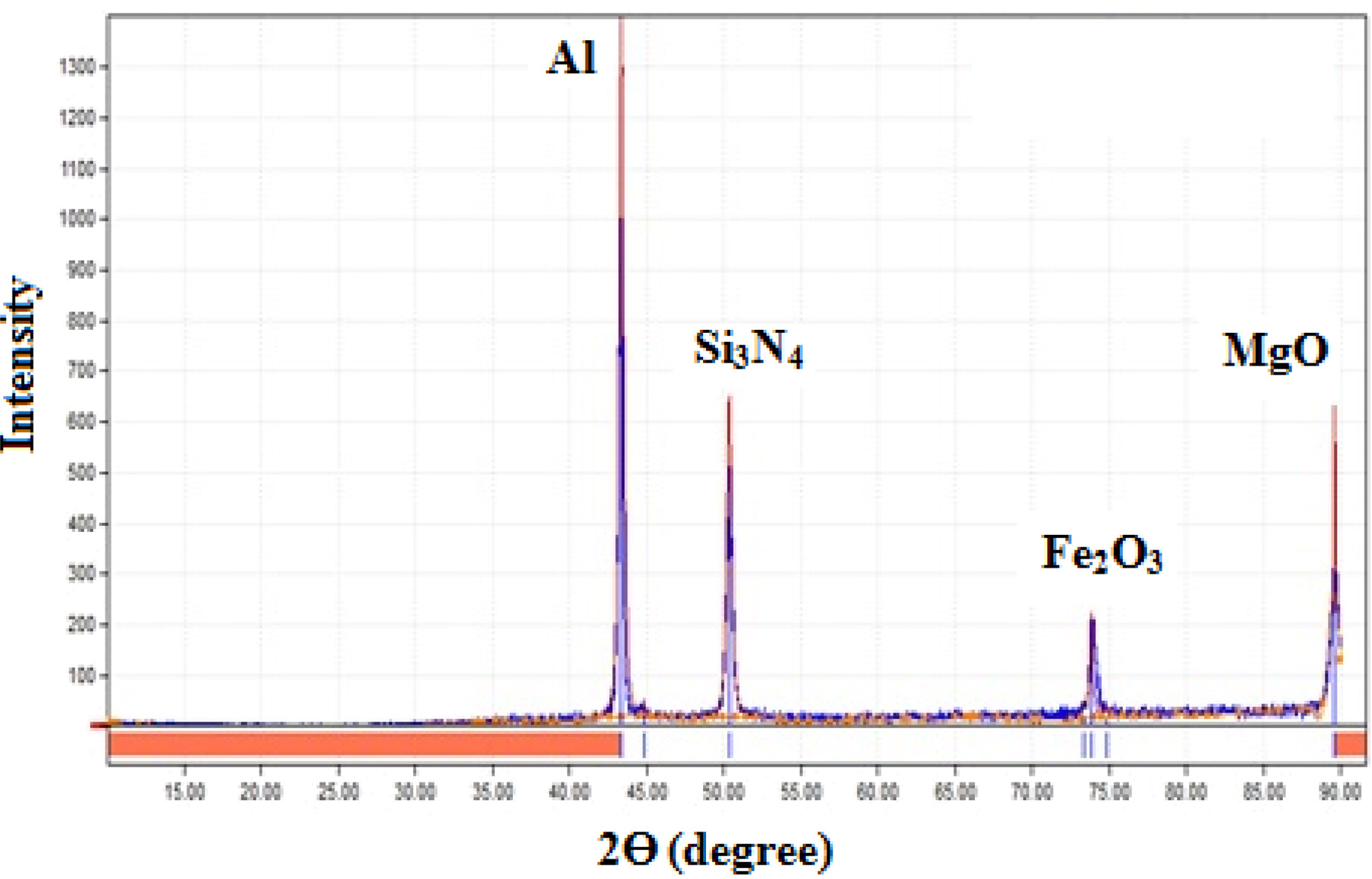
XRD
Analysis
XRD of AA2024/7.5% Si3N4/5%
MgO hybrid metal matrix composite was observed to identify the various phases
form during the development of composite material. Phases such as Al, Si3N4,
Fe2O3 and MgO were found at angles (2ϴ degree) 44o,
50o, 75o and 90o respectively as shown in Fig.
11. Formation of these phases may be responsible for increasing the tensile
strength and hardness of AA2024/7.5% Si3N4/5% MgO hybrid
metal matrix composite material.
|
Fig. 5 Tensile strength of composite materials. |
|
Fig. 6 Hardness of composite materials. |
|
Fig. 7 Toughness of hybrid composite. |
|
Fig. 8 Ductility of hybrid composite. |
|
Fig. 9 Corrosion weight loss of hybrid composite. |
|
Fig. 10 Thermal expansion of hybrid composite. |
|
Fig. 11 XRD Analysis of AA2024/7.5% Si3N4/5% MgO hybrid metal matrix composite. |
Following conclusions can be drawn from the analysis.
1. AA2024 aluminium base composite material
successfully developed by using Si3N4 as primary
reinforcement material and MgO as a secondary reinforcement material by hybrid
casting technique.
2. Microstructure results showed the
uniform distribution and proper wettability of Si3N4
ceramic particles in AA2024 aluminium alloy by adding MgO particles in
composite material.
3. Maximum tensile strength and hardness were
found to be 204.5 MPa and 72 BHN for AA2024/7.5% Si3N4/5%
MgO composite material. Results showed that tensile strength and hardness
increased about 19.16% and 62.5% with respect to base metal AA2024 aluminium
alloy after the heat-treatment process.
4. Toughness and Ductility were continuously
decreased by adding the Si3N4 and MgO
particles in AA2024 aluminium alloy.
5. Minimum corrosion loss was found to be 0.06 mg for
AA2024/10% Si3N4/2.5% MgO composite material.
Similarly, Minimum volume difference was found to be 8 mm3 for
AA2024/7.5% Si3N4/5% MgO hybrid composite material.
6. XRD of AA2024/7.5% Si3N4/5%
MgO hybrid metal matrix composite showed the formation of Al, Si3N4,
Fe2O3 and MgO phases at angles (2ϴ degree) 44o,
50o, 75o and 90o respectively.
- 1. C.-D. Lee, Materials Science and Engineering: A 559 (2013) 496-505.
-

- 2. S. Shekhar, R. Sarkar, S.K. Kar, and A. Bhattacharjee, Materials & Design 66 (2015) 596-510.
-
- 3. S.K. Patel, B. Kuriachen, N. Kumar, and R. Nateriya, Ceramics International 44 (2018) 6426-6432.
-
- 4. B. Fan, S. Zhu, H. Ding, Y. Bai, Y. Luo, and P. Di, Materials Chemistry and Physics 238 (2019) 121907.
-
- 5. H. Liu, L. Chen, and L. Ji, Journal of Hazardous Materials 376 (2019) 125-132.
-
- 6. S. Wang, M. Li, S. Zhang, S. Fang, and D. Wang, Journal of Magnetism and Magnetic Materials 479 (2019) 121-125.
-
- 7. M. Li, L. Cheng, R. Mo, F. Ye, and X. Yin, Journal of Alloys and Compounds 798 (2019) 280-289.
-
- 8. C. Yu, J. Ding, C. Deng, H. Zhu, and N. Peng, Ceramics International 44 (2018) 1104-1109.
-
- 9. J. H. Li, J. Barrirero, G. Sha, H. Aboulfadl, F. Mücklich, and P. Schumacher, Acta Materialia 108 (2016) 207-218.
-
- 10. R. Chen, Q. Xu, Z. Jia, and B. Liu, Materials & Design 90 (2016) 1059-1068.
-
- 11. M. G. Mueller, M. Fornabaio, and A. Mortensen, Journal of Material Science 52 (2017) 858-868.
-
- 12. N. M. Kumar, S. S. Kumaran, and L.A. Kumaraswamidhas, Journal of Alloys and Compounds 672 (2016) 238-250.
-
- 13. R. Ambigai and S. Prabhu, Transactions of Nonferrous Metals Society of China 27 (2017) 986-997.
-
- 14. Q. Xu, X. Ma, K. Hu, T. Gao, and X. Liu, Materials Science and Engineering: A 726 (2018) 113-119.
-
- 15. R. Ambigai and S. Prabhu, Measurement 146 (2019) 736-748.
-
- 16. C. Zhang, Y.-P. Zeng, D. Yao, J. Yin, K. Zuo, Y. Xia, and H. Liang, Journal of Materials Science & Technology 35 (2019) 1345-1353.
-
- 17. C. Zhang, D. Yao, J. Yin, K. Zuo, Y. Xia, H. Liang, and Y.-P. Zeng, Wear 430-431 (2019) 145-156.
-
- 18. Q. Xu, K. Hu, X. Ma, T. Gao, and X. Liu, Materials Science and Engineering: A 733 (2018) 211-219.
-
- 19. P. Jiang, X. Wu, W. Xue, J. Chen, W. Wang, and Y. Li, Ceramics International 43 (2017) 1335-1340.
-
- 20. C. Zhang, J. Yin, D. Yao, K. Zuo, Y. Xia, H. Liang, and Y. Zeng, Composites Part A: Applied Science and Manufacturing 102 (2017) 145-153.
-
- 21. A. Lotfy, A.V. Pozdniakov, V.S. Zolotorevskiy, M.T. Abou El-khair, A. Daoud, and A.G. Mochugovskiy, Materials Characterization 136 (2018) 144-151.
-
- 22. E. Ghasali, A. Bordbar-Khiabani, M. Alizadeh, M. Mozafari, M. Niazmand, H. Kazemzadeh, and T. Ebadzadeh, Materials Chemistry and Physics 225 (2019) 331-339.
-
- 23. Y. Sun, Y. Li, H. Li, M. Yan, S. Tong, and J. Sun, Ceramics International 44 (2018) 3987-3992.
-
- 24. M. Yan, Y. Li, H. Li, Y. Sun, H. Chen, C. Ma, and J. Sun, Ceramics International 44 (2018) 3856-3861.
-
- 25. M. Pul, R. Çalin, and F. Gül, Materials Research Bulletin 60 (2014) 634-639.
-
- 26. K.V. Sreenivasa Rao, and Govindaraju, Materials Today: Proceedings 4 (2017) 11096-11101.
-
- 27. H. Abdizadeh, R. Ebrahimifard, and M. A. Baghchesara, Composites Part B: Engineering 56 (2014) 217-221.
-
- 28. S.M. Latifi, J. Bakhshi Azghandi, A. Salehirad, and M. Parvini, Chinese Journal of Chemical Engineering 25 (2017) 1329-1334.
-
- 29. R. Mohammadi Badizi, M. Askari-Paykani, A. Parizad, and H.R. Shahverdi, Inter Metalcast 12 (2018) 565-573.
-
- 30. G. Eisaabadi and A. Nouri, Inter Metalcast, 12 (2018) 292-297.
-
- 31. S. Ordóñez, O. Bustos, and R. Colás, Inter, Inter Metalcast, 3 (2009) 37-41. https://doi.org/10.1007/BF03355451.
-
- 32. S.P. Dwivedi, S. Sharma, and R.K. Mishra, Journal of Composite Materials 51 (2017) 4261-4271.
-
- 33. S. P. Dwivedi, S. Sharma, and R. K. Mishra, Journal of the Brazilian Society of Mechanical Sciences and Engineering 37 (2015) 57-67.
-
 This Article
This Article
-
2019; 20(6): 632-642
Published on Dec 31, 2019
- 10.36410/jcpr.2019.20.6.632
- Received on May 31, 2019
- Revised on Aug 12, 2019
- Accepted on Sep 26, 2019
Services
Shared
Correspondence to
- Shashi Prakash Dwivedi
-
G. L. Bajaj Institute of Technology & Management, Greater Noida, Gautam Buddha Nagar, U.P., India
Tel : +91120-3272515 Fax: +91120-2323817 - E-mail: spdglb@gmail.com
Clean-Energy Research Institute(CRI), Hanyang University, 222, Wangsimni-ro, Seongdong-gu, Seoul, 04763, Korea
E-mail: jcpr@hanyang.ac.kr